Россия, Буйнакск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 03.04.2026 13:34

Атаева Шагризат Мухудиновна
учитель информатики
56 лет
Местоположение
МДК 01.01 группа 2-1 на 17.04
Категория:
Труд (технология)
17.04.2020 12:53

Просмотр содержимого документа
«МДК 01.01 группа 2-1 на 17.04»
УРОК №24
ПРЕДМЕТ: мдк 01.01. ДАТА ПРОВЕДЕНИЯ: 17.04 .2020 г.
ГРУППА: 2-1 сварщики
ТЕМА УРОКА: ЛЕКЦИЯ Основные характеристики источника питания и сварочной дуги
ЦЕЛЬ УРОКА: Изучать характеристик источников питания сварочной дуги, как влияют на дугу сварочный ток и напряжение.
ВИД УРОКА: Комбинированный
ОСНАЩЕНИЕ УРОКА: компьютер
ЗАКРЕПЛЕНИЕ УРОКА: Контрольные вопросы
1. Перечислить виды внешних характеристик трансформаторов?
2.Что называется статическим вольтамперная характеристика дуги и в чем разница внешней вольт – амперной характеристики?
3.На что влияет длина дуги ?
4.Что называется током холостого хода трансформатора?
5.Для ручной дуговой сварки применяется трансформатор какой внешней характеристикой?
Основные характеристики источника питания и сварочной дуги
Внешняя характеристика источника питания дуги. Кроме таких осязаемых параметров трансформатора как форма и геометрические размеры его магнитопровода, количество витков первичной и вторичной обмоток, величина входного и выходного напряжения, потребляемый и развиваемый на выходе ток и т. д., существуют еще и такие характеристики электросварочной системы, которые в обычных условиях оценить визуально или измерить с помощью измерительной аппаратуры невозможно, однако именно их показатели определяют пригодность трансформатора в качестве источника тока для ручной сварки или же обуславливают качество горения дуги и формирования сварного шва. То, что разные трансформаторы по-разному варят, сварщикам известно хорошо. В одном случае дуга зажигается и горит стабильно, швы ложатся ровно, работать таким аппаратом легко - сварщики говорят: «варит мягко». В другом же случае наоборот: удерживать дугу тяжело, она мерехтит и часто гаснет, металл сильно разбрызгивается, и швы получаются какими-то рваными и размытыми, притом что трансформатор развивает необходимый ток, даже вроде бы обладает запасом по мощности и с выходным напряжением у него тоже все в порядке. В чем же дело? А причина как раз в способности трансформатора стабильно держать рабочий ток, что характеризуется таким показателем, как внешняя вольт-амперная характеристика (ВАХ) источника питания. Под источником питания в общем случае понимается трансформатор с присоединенными к нему дополнительными устройствами, которыми могут быть активная или реактивная нагрузка (дроссель) или какие-либо другие компоненты, улучшающие внешнюю характеристику такого скомпонованного источника тока. Важно, что рабочий ток снимается с выхода всей этой системы. Если же сварочный трансформатор используется как источник питания дуги сам по себе, без другого оборудования, то имеет смысл говорить о внешней вольт-амперной характеристике самого трансформатора. Притом, что в последнем случае оценка будет более наглядной, - хорошо, когда для ручной сварки используется трансформатор, обладающий хорошей характеристикой без каких-либо дополнительных средств ее улучшения. К тому же практика показывает, что в легких бытовых и переносных промышленных сварочных аппаратах громоздкие элементы для улучшения выходных характеристик не применяются вообще и источником питания дуги здесь является сам трансформатор.
Внешней вольт-амперной характеристикой источника питания называется зависимость напряжения на клеммах источника от величины сварочного тока (рис. 1.7). Сварочный ток определяется свойствами нагрузки трансформатора, в данном случае электрической сварочной дуги. Трансформаторы могут иметь следующие виды внешних характеристик: крутопадающая (1), пологопадающая (2), жесткая (3), при достижении очень высоких токов, до 1000 А, может наблюдаться даже возрастающая характеристика.
Д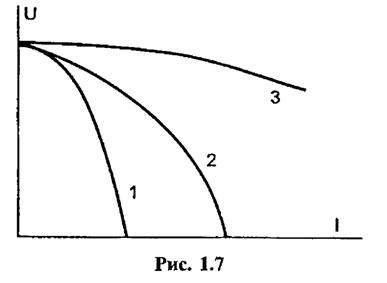 ля ручной сварки применима только крутопадающая характеристика, жесткая и пологопадающая применяются при автоматической электросварке. Таким образом, изготавливаемый сварочный трансформатор должен обладать крутопадающей внешней характеристикой - только тогда процесс сварки будет происходить качественно. Дело здесь в том, что только при крутопадающей характеристике довольно-таки значительные колебания напряжения на дуге, как это видно на середине участка из графика, вызывают относительно небольшое изменение сварочного тока. А ведь величина напряжения на сварочной дуге в свою очередь зависит от длины дуги, которая поддерживается в процессе горения вручную, потому не может быть стабильной. Вот почему только при крутопадающей характеристике трансформатора колебания кончика электрода в руках сварщика будут не сильно сказываться на стабильности горения дуги и качестве наплавки. Чтобы в полной мере понять этот процесс, полезно также более подробно рассмотреть особенности горения дуги и определить ее характеристики.
ля ручной сварки применима только крутопадающая характеристика, жесткая и пологопадающая применяются при автоматической электросварке. Таким образом, изготавливаемый сварочный трансформатор должен обладать крутопадающей внешней характеристикой - только тогда процесс сварки будет происходить качественно. Дело здесь в том, что только при крутопадающей характеристике довольно-таки значительные колебания напряжения на дуге, как это видно на середине участка из графика, вызывают относительно небольшое изменение сварочного тока. А ведь величина напряжения на сварочной дуге в свою очередь зависит от длины дуги, которая поддерживается в процессе горения вручную, потому не может быть стабильной. Вот почему только при крутопадающей характеристике трансформатора колебания кончика электрода в руках сварщика будут не сильно сказываться на стабильности горения дуги и качестве наплавки. Чтобы в полной мере понять этот процесс, полезно также более подробно рассмотреть особенности горения дуги и определить ее характеристики.
Характеристики сварочной дуги. Сварочная дуга представляет собой длительный электрический разряд между концом электрода и областью дуговой зоны металла изделия. Сварочная дуга характеризуется значительной плотностью тока и высокой температурой катодной области электрода, превышающей 3000 градусов, при относительно небольшом значении разности потенциалов - 20...25 В. При зажигании дуги сначала происходит пробой газового промежутка электронами, потом, в течение микросекунд, процесс стабилизируется и в дуговом промежутке, в результате ионизации электронами молекул газов, появляется также ионная проводимость. Кроме того, стабилизатором горения дуги является плавящаяся и испаряющаяся обмазка электродов.
П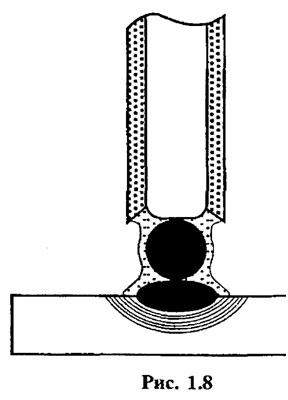 ри сварке плавящимся электродом, под действием высокой температуры, на его конце происходит плавление металла, образование капли, ее отрыв от электрода и перенос на металл изделия. При ручной сварке в виде капель переносится до 95% электродного металла, некоторая его часть превращается в пары и брызги (рис, 1.8). Диаметр капель и скорость их образования зависят от силы тока, диаметра электрода, длины дуги и ряда других условий. При сварке покрытыми электродами большинство капель окутано в оболочку из шлака, образующегося при плавлении покрытия, поэтому при прохождении они не замыкают дуговой промежуток. Однако короткое замыкание дугового промежутка некоторыми каплями все же происходит, что приводит к кратковременным падениям напряжения и скачкам сварочного тока. Для стабильности процесса горения дуги важна способность трансформатора к быстрому восстановлению тока и напряжения. В сварочной дуге происходит нелинейное распределение температуры и падение напряжения, зависящих от силы тока.
ри сварке плавящимся электродом, под действием высокой температуры, на его конце происходит плавление металла, образование капли, ее отрыв от электрода и перенос на металл изделия. При ручной сварке в виде капель переносится до 95% электродного металла, некоторая его часть превращается в пары и брызги (рис, 1.8). Диаметр капель и скорость их образования зависят от силы тока, диаметра электрода, длины дуги и ряда других условий. При сварке покрытыми электродами большинство капель окутано в оболочку из шлака, образующегося при плавлении покрытия, поэтому при прохождении они не замыкают дуговой промежуток. Однако короткое замыкание дугового промежутка некоторыми каплями все же происходит, что приводит к кратковременным падениям напряжения и скачкам сварочного тока. Для стабильности процесса горения дуги важна способность трансформатора к быстрому восстановлению тока и напряжения. В сварочной дуге происходит нелинейное распределение температуры и падение напряжения, зависящих от силы тока.
Статическая вольт-амперная характеристика дуги. Наибольший практический интерес при рассмотрении сварочной дуги для нас представляет ее статическая вольт-амперная характеристика. Ни в коем случае не стоит путать вольт-амперные характеристики источника питания (трансформатора) и дуги, так как они обусловлены совершенно разными по сути физическими процессами. Статической вольт-амперной характеристикой дуги называют зависимость падения напряжения на дуге от силы сварочного тока при постоянной длине дуги и прочих постоянных условиях горения дуги.
Вольт-амперные характеристики дуги снимаются в лабораторных условиях, от специального источника с регулируемыми параметрами. Проведение данного эксперимента связано со значительными трудностями из-за сложности измерения и поддержания длины дуги, а также поддержания неизменными других физических условий. Трудности особенно усугубляются при проведении эксперимента с плавящимися электродами, длина дуги в процессе плавления которых постоянно меняется, кроме того, происходит влияние на дугу капель переносимого расплавленного металла вплоть до замыкания в некоторых случаях этими каплями дугового промежутка. Однако эмпирические результаты для такого рода дуг были давно получены и исследованы (рис. 1.9), их форма сохраняет свой вид и в случае ручной электросварки.
С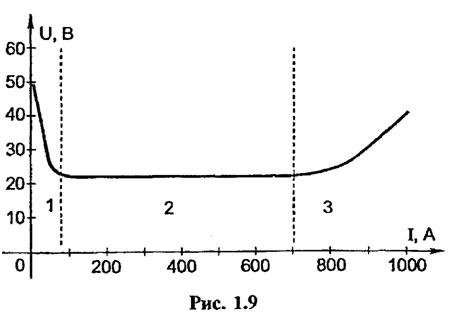 татическую вольт-амперную характеристику дуги условно можно разделить на три участка: падающая - с ростом сварочного тока напряжение уменьшается (1); жесткая - с ростом тока напряжение остается практически неизменным (2); возрастающая - рост тока вызывает увеличение напряжения дуги (3). Зажигание дуги происходит при напряжениях 40...50 В. По мере увеличения тока дуги напряжение на ней падает до 20...25 В, уменьшение напряжения прекращается при достижении тока 70...80 А. При дальнейшем росте тока напряжение дуги стабилизируется - именно этот участок лучше всего использовать для электросварки. При токах свыше 800 А напряжение дуги начинает расти, однако такие значения недостижимы для бытовой электросварки и потому для нас малоинтересны. Положение вольт-амперных характеристик различно для дуг различной длины. При увеличении длины дуги график вольт-амперной зависимости сдвигается вверх - в сторону возрастания напряжения (рис. 1.10). Так, вольт-амперная характеристика (L3) соответствует короткой дуге; зависимость (L1) - длинной дуге для того же электрода и источника питания.
татическую вольт-амперную характеристику дуги условно можно разделить на три участка: падающая - с ростом сварочного тока напряжение уменьшается (1); жесткая - с ростом тока напряжение остается практически неизменным (2); возрастающая - рост тока вызывает увеличение напряжения дуги (3). Зажигание дуги происходит при напряжениях 40...50 В. По мере увеличения тока дуги напряжение на ней падает до 20...25 В, уменьшение напряжения прекращается при достижении тока 70...80 А. При дальнейшем росте тока напряжение дуги стабилизируется - именно этот участок лучше всего использовать для электросварки. При токах свыше 800 А напряжение дуги начинает расти, однако такие значения недостижимы для бытовой электросварки и потому для нас малоинтересны. Положение вольт-амперных характеристик различно для дуг различной длины. При увеличении длины дуги график вольт-амперной зависимости сдвигается вверх - в сторону возрастания напряжения (рис. 1.10). Так, вольт-амперная характеристика (L3) соответствует короткой дуге; зависимость (L1) - длинной дуге для того же электрода и источника питания.
П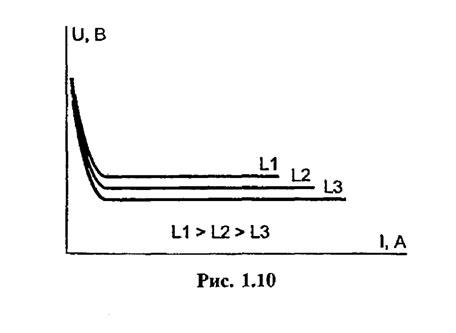 ри ручной электросварке, вследствие дрожания рук сварщика, неровностей поверхности и других причин, происходит неизбежное колебание кончика электрода и изменение длины дуги. Как нам теперь известно, при изменении длины дуги меняет свое положение и вольт-амперная характеристика - изменяется протекающий через дуговой промежуток ток, соответственно, меняется ток трансформатора, что уже описывается внешней вольт-амперной характеристикой источника питания. Таким образом, в результате наложения свойств дуги и источника питания стабильное горение дуги возможно только в точке пересечения графиков статической вольт-амперной характеристики дуги и внешней характеристики источника питания, то есть когда выходное напряжение источника соответствует напряжению дуги при определенной ее длине (рис. 1.11). О
ри ручной электросварке, вследствие дрожания рук сварщика, неровностей поверхности и других причин, происходит неизбежное колебание кончика электрода и изменение длины дуги. Как нам теперь известно, при изменении длины дуги меняет свое положение и вольт-амперная характеристика - изменяется протекающий через дуговой промежуток ток, соответственно, меняется ток трансформатора, что уже описывается внешней вольт-амперной характеристикой источника питания. Таким образом, в результате наложения свойств дуги и источника питания стабильное горение дуги возможно только в точке пересечения графиков статической вольт-амперной характеристики дуги и внешней характеристики источника питания, то есть когда выходное напряжение источника соответствует напряжению дуги при определенной ее длине (рис. 1.11). О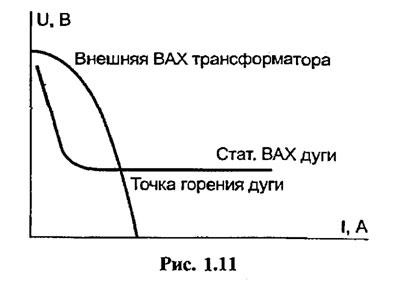 днако же длина дуги при ручной сварке постоянно меняется, а значит, меняется и положение точки пересечения этих зависимостей.
днако же длина дуги при ручной сварке постоянно меняется, а значит, меняется и положение точки пересечения этих зависимостей.
Что же мы видим? На рис. 1.12 изображены две статические характеристики одной и той же дуги на разных длинах LI, L2 - колебание длины дуги естественно при ручной сварке. Далее будем считать, что мы запитываем дугу от двух разных трансформаторов: с крутопадающей и пологопадающей внешней характеристикой. Графики соответствующих ВАХ трансформаторов изображены здесь же, и они пересекают кривые статических ВАХ дуги. Горение дуги возможно только в точках пересечения кривых внешних характеристик трансформаторов со статическими кривыми дуги на длинах LI, L2. Теперь обратите внимание, как изменяется ток в точках горения в первом и во втором случае, при переходе дуги с длины L1 на длину L2. Т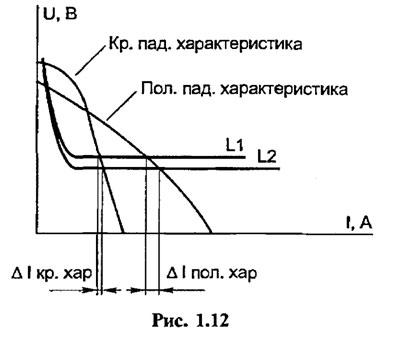 ак, в первом случае, для трансформатора с крутопадающей внешней характеристикой, изменение тока между крайними точками горения сварочной дуги соответствует значению ΔIкр.хар, которое относительно небольшое. Во втором же случае, при тех же колебаниях длины дуги, но уже в точках горения дуги для трансформатора с полого-падающей характеристикой, мы видим значительную разницу в изменении сварочного тока - ΔIпол.хар.
ак, в первом случае, для трансформатора с крутопадающей внешней характеристикой, изменение тока между крайними точками горения сварочной дуги соответствует значению ΔIкр.хар, которое относительно небольшое. Во втором же случае, при тех же колебаниях длины дуги, но уже в точках горения дуги для трансформатора с полого-падающей характеристикой, мы видим значительную разницу в изменении сварочного тока - ΔIпол.хар.
Выводы очевидны: стабильное горение дуги и высокое качество сварного шва возможны только при минимальных колебаниях рабочего тока, что может обеспечить только источник с крутопадающей внешней характеристикой.
Литература:
1. И.В. Гуменюк, О. Ф. Иваськов, О. В. Гуменюк Технология электродуговой сварки. - Киев: Грамота, 2007
2. Китаев A.M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение,990
3. 3. Шебеко Л.П. Оборудование и технология дуговой автоматической и полуавтоматической сварки, - Москва «Высшая школа» 1986
1. http://academout.ru/
2. http://www.welding.su/
3. http://www.mgprom.ru/
ОТВЕТЫ ОТПРАВИТЬ ПОЭТОМУ АДРЕСУ:
osmanovabzagir@ yandex.ru








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

