Россия, Буйнакск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 03.04.2026 13:34

Атаева Шагризат Мухудиновна
учитель информатики
56 лет
Местоположение
МДК 01.03 группа 1-15
Категория:
Прочее
09.04.2020 11:24

Просмотр содержимого документа
«МДК 01.03 группа 1-15»
Урок № 29
Предмет: ПМ 01. МДК 01.03. Слесарное дело и технические измерения.
Группа 1-15
Специальность: 23.01.17
Дата проведения 06.04.2020г. Преподаватель: Атаев К.Ю.
Тема урока: Опиливание металла.
Тип урока: Изучение нового материала
Цели и задачи:
Дать учащимся понятие об опиливании.
Изучить инструмент применяемый для опиливания металла.
Изучить приемы опиливания.
Опиливание металла
Опиливание – это операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента – напильника, целью которой является придание заготовке заданных формы и размеров, а также обеспечение заданной шероховатости поверхности.
Припуск на опиливание обычно составляет 1…2мм.
Небольшие детали опиливают в тисках, концы труб – в прижиме, а крупные детали – на месте заготовки и сборки.
Различают черновое и чистовое опиливание. Обработка напильником позволяет получить точность обработки деталей до 0,05мм
Инструменты, применяемые при опиливании
Основными рабочими инструментами, применяемыми при опиливании, являются напильники, рашпили и надфили.
Напильники представляют собой стальные закаленные бруски, на рабочих поверхностях, которых нанесено большое количество насечек или нарезок, образующих режущие зубья напильника. Эти зубья обеспечивают срезание с поверхности заготовки небольшого слоя металла в виде стружки.
Насечки на поверхности напильника образуют зубья, при чем меньше насечек на единицу длины напильника, тем крупнее зубья. По виду насечек различают напильники с одинарной, двойной (перекрестной) и рашпильной насечками.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, что требует приложения больших усилий. Такие напильники применяются для обработки цветных металлов, их сплавов и неметаллических материалов.
Напильники с двойной насечкой под углом 25º имеют основную насечку (более глубокую) и нанесенную поверх нее вспомогательную (более мелкую), которая обеспечивает дробление стружки по длине, что снижает усилия, прикладываемые к напильнику при работе. Зубья напильника располагаются друг за другом по прямой, составляющей с осью напильника угол 5º. Такое расположение зубьев на напильнике обеспечивает частичное перекрытие следов от зубьев на обработанной поверхности, что уменьшает ее шероховатость
Драчевые напильники (с крупной насечкой № 0 и1) – предназначены для грубой предварительной обработки, можно снять слой толщины 0,5 – 1мм с погрешностью не более 0,2 – 5мм.
Личные напильники (с более мелкой насечкой № 2) – предназначены для чистовой (отделочной) обработки, можно снять слой толщиной 0,1 – 0,3мм с погрешностью обработки не более 0,02мм.
Бархатные напильники (с очень мелкой насечкой № 3, 4, 5) – служат для окончательной точной отделки и подгонки поверхностей изделия с погрешностью не более 0,01 – 0,005мм
В зависимости от вида обрабатываемых поверхностей изделий и характера работ применяют напильники различной формы:
плоские напильники – для опиливания плоских и выпуклых широких наружных поверхностей и распиливания прямоугольных отверстий;
квадратные напильники – для распиливания квадратных и прямоугольных проемов, прямоугольных пазов и узких плоских наружных поверхностей;
трехгранные напильники - для распиливания отверстий и пазов с углами более 60º;
круглые напильники – для распиливания круглых и овальных отверстий, а также вогнутых поверхностей малого радиуса закругления, которые не могут быть обработаны полукруглым напильником;
полукруглые напильники – для опиливания вогнутых поверхностей большого радиуса закругления и галтелей;
ромбические напильники – для опиливания зубьев зубчатых колес, звездочек, для распиливания профильных пазов и поверхностей, расположенных под острыми углами;
ножовочные напильники – для опиливания внутренних углов менее 10º, а также клиновидных канавок, узких пазов, зубьев зубчатых колес, плоских поверхностей и отделки углов в трехгранных, прямоугольных и квадратных отверстиях.
Урок № 30,31
Предмет: ПМ 01. МДК 01.03. Слесарное дело и технические измерения.
Группа 1-15
Специальность: 23.01.17
Дата проведения 09.04.2020г. Преподаватель: Атаев К.Ю.
Тема урока: Опиливание металла.
Тип урока: Изучение нового материала
Цели и задачи:
Дать учащимся понятие об опиливании.
Изучить инструмент применяемый для опиливания металла.
Изучить приемы опиливания.
Приемы опиливания
Спиливаемое изделие, чтобы придать ему устойчивое положение, прочно зажимают в тисках. Изделие зажимают в тисках так, чтобы спиливаемая поверхность выступала над губками тисков на 5…10мм.
Успех опиливания в основном зависит от правильного положения работающего и правильного выполнения движений при опиливании.
При установке тисков верх их губок должен быть на уровне локтя работающего. Правильное положение рабочего у тисков при опиливании необходимо стоять сбоку тисков – вполоборота, на расстоянии около 200мм от края верстака. Корпус должен быть прямым и повернут на 45º к продольной оси тисков. Ноги расставлены на ширину ступни, левая нога выдвинута немного вперед по направлению движения напильника. Ступни ног расставляют примерно на 60º одна к другой. При работе корпус слегка наклоняют вперед. Такое положение корпуса и ног обеспечивает наиболее удобное и устойчивое положение работающего, движение рук становится свободным. При опиливании напильник удерживают правой рукой, упирая головку ручки в ладонь. Большой палец руки кладут поверх ручки, а остальными пальцами поддерживают ручку снизу. Левую руку накладывают на конец напильника около его носа и нажимают на напильник.
Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей:
* перед началом работы необходимо проверить соответствие конфигурации и размеров заготовки требованиям чертежа;
* необходимо прочно закреплять заготовку в тисках;
* при выполнении чистовых отделочных операций опиливания необходимо пользоваться
накладными губками;
* следует выбирать номер, длину и сечение напильника в соответствии с техническими требованиями к обработке.
Правила безопасности труда при опиливании металла
* перед началом работы необходимо проверить соответствие конфигурации и размеров заготовки требованиям чертежа;
* необходимо прочно закреплять заготовку в тисках;
* при выполнении чистовых отделочных операций опиливания необходимо пользоваться накладными губками;
* следует выбирать номер, длину и сечение напильника в соответствии с техническими требованиями к обработке;
* нельзя работать напильниками без ручек или с расколотыми ручками; ручки должны быть исправными и иметь полированную наружную поверхность и кольцо;
* при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
* не следует охватывать носок напильника снизу: при холостом ходе можно задеть за заготовку и поранить пальцы; при чрезмерном продвижении напильника вперед ручка может задеть за края заготовки, а хвостовик – выйти из ручки, что может привести к травме руки;
* образующуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щеткой;
- строго запрещается сбрасывать стружку обнаженными руками, сдувать ее или удалять сжатым воздухом во избежание ранения рук и засорения глаз;
* не проверять качество зачистки заготовки, проводя пальцами по ее кромке;
* при зачистке заготовки шлифовальной шкуркой надевать рукавицу на руку, которая держит заготовку;
* работать следует в головных уборах во избежание попадания стружки в волосы;
* во избежание травматизма верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в надлежащих местах.
Тестовые задания:
1. Какие виды насечек напильников при опиливании металла не применяются:
1) тройная 2) двойная 3) одинарная 4) точечная
2. При опиливании металла оставляют припуски:
1) 1,5мм 2) 1мм 3) 0,5мм 4) 0,25мм
3. Точность обработки при опиливании металла составляет:
1) 2,5мм 2) 2мм 3) 1,5мм 4) 1мм
4. Какие номера насечек не существуют у напильников общего назначения:
1) 6 2) 5 3) 3 4) 2
5. Для окончательной обработки поверхностей при опиливании служит напильник:
1) личной 2) бархатный 3) драчевый 4) надфиль
Урок № 32
Предмет: ПМ 01. МДК 01.03. Слесарное дело и технические измерения.
Группа 1-15
Специальность: 23.01.17
Дата проведения 13/04.2020г. Преподаватель: Атаев К.Ю.
Тема урока: Сверление и рассверливание отверстий.
Тип урока: Изучение нового материала
Цели и задачи:
Дать учащимся понятие о сверлении
Научить учащихся пользоваться ручным сверлильным инструментом
Научить учащихся безопасному пользованию ручным электроинструментом
Сверлением называется процесс образования отверстий в сплошном материале режущим инструментом - сверлом. Сверление применяется: для получения не ответственных отверстий, невысокой степени точности и невысокого класса шероховатости, например под крепежные болты, заклепки, шпильки и т. д.;
для получения отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливанием называется увеличение размера отверстия в сплошном материале, полученного литьем, ковкой, штамповкой или другими способами.
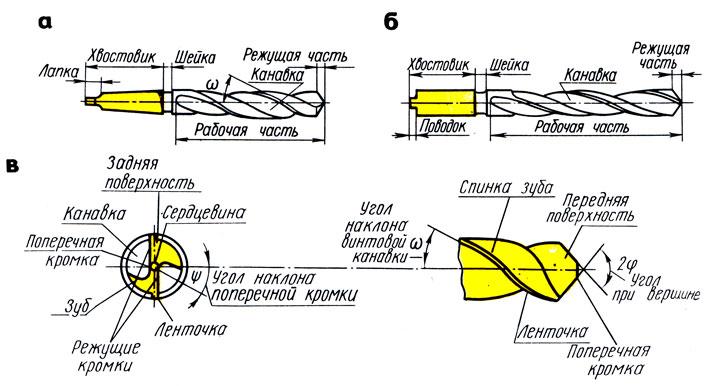
Рис. 1. Спиральные сверла (а, б), элементы сверла (в)
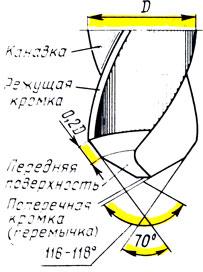
Рис. 2. Канавки и режущие кромки спирального сверла
Сверлением и рассверливанием можно получить отверстие 10-го, в отдельных случаях 11-го квалитета и шероховатость поверхности 320 80. Когда требуется более высокое качество поверхности отверстия, его (после сверления) дополнительно зенкеруют и развертывают.
Точность сверления в отдельных случаях может быть повышена благодаря тщательному регулированию станка, правильно заточенному сверлу или сверлением через специальное приспособление, называемое кондуктором.
Урок № 33,34
Предмет: ПМ 01. МДК 01.03. Слесарное дело и технические измерения.
Группа 1-15
Специальность: 23.01.17
Дата проведения 30.03.2020г. Преподаватель: Атаев К.Ю.
Тема урока: Сверление и рассверливание отверстий.
Тип урока: Изучение нового материала
Цели и задачи:
Дать учащимся понятие о сверлении
Научить учащихся пользоваться ручным сверлильным инструментом
Научить учащихся безопасному пользованию ручным электроинструментом
По конструкции и назначению различают сверла: спиральные и специальные (перовые или плоские, для кольцевого сверления, ружейные, комбинированные с другими инструментами, центровочные и др.).
Для сверления отверстий чаще применяют спиральные сверла и реже специальные.
Спиральное сверло (рис. 1, а, 6, в) - двух зубый (двухлезвийный) режущий инструмент, состоящий из двух основных частей: рабочей и хвостовика.
Рабочая часть сверла в свою очередь состоит из цилиндрической (направляющей) и режущей частей. На цилиндрической части имеются две винтовые канавки, расположенные одна против другой. Их назначение - отводить стружку из просверливаемого отверстия во время работы сверла. Канавки на сверлах имеют специальный профиль, обеспечивающий правильное образование режущих кромок сверла и необходимое пространство для выхода стружки (рис. 2).
Форма канавки и угол наклона со (омега) между направлением оси сверла и касательной к ленточке должны быть такими, чтобы, не ослабляя сечения зуба, обеспечивалось достаточное стружечное пространство и легкий отвод стружки. Однако сверла (особенно малого диаметра) с увеличением угла наклона винтовой канавки ослабляются. Поэтому у сверл малого диаметра этот угол делается меньше, для сверл больших диаметров - больше. Угол наклона винтовой канавки сверла составляет 18 - 45°. Для сверления стали пользуются сверлами с углом наклона канавки 26 - 30°, для сверления хрупких металлов (латунь, бронза) - 22 - 25°, для сверления легких и вязких металлов - 40 - 45°, при обработке алюминия, дюралюминия и электрона - 45°.
В зависимости от направления винтовых канавок спиральные сверла подразделяют на правые (канавка направлена по винтовой линии с подъемом слева направо, движение сверла во время работы происходит против хода часовой стрелки) и левые (канавка направлена по винтовой линии с подъемом справа налево, движение происходит по ходу часовой стрелки). Левые сверла применяют редко.
Расположенные вдоль винтовых канавок сверла две узкие полоски на цилиндрической поверхности сверла называются ленточками. Они служат для уменьшения трения сверла о стенки отверстия, направляют сверло в отверстие и способствуют тому, чтобы сверло не уводило в сторону. Сверла диаметром 0,25 - 0,5 мм выполняются без ленточек.
Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце у хвостовика. Разность этих диаметров составляет 0,03 - 0,12 мм на каждые 100 мм сверла. У сверл, оснащенных пластинками из твердых сплавов, обратная конусность применяется от 0,1 до 0,3 мм на каждые 100 мм длины сверла.
Зуб - это выступающая с нижнего конца часть сверла, имеющая режущие кромки.
Зуб сверла имеет спинку, представляющую собой углубленную часть наружной поверхности зуба, и заднюю поверхность, представляющую собой торцовую поверхность зуба на режущей части.
Поверхность канавки, воспринимающая давление стружки, называется передней поверхностью. Линия пересечения передней и задней поверхностей образует режущую кромку. Линия, образованная пересечением задних поверхностей, представляет поперечную кромку. Ее величина зависит от диаметра сверла (в среднем равна 0,13 диаметра сверла).
Линия пересечения передней поверхности с поверхностью ленточки образует кромку ленточки.
Режущие кромки соединяются между собой на сердцевине (сердцевина - тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки и к концу канавок (к хвостовику).
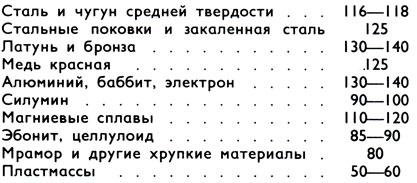
Угол между режущими кромками - угол при вершине сверла 2φ оказывает существенное влияние на процесс резания. При его увеличении повышается прочность сверла, но одновременно резко возрастает усилие подачи. С уменьшением угла при вершине резание облегчается, но ослабляется режущая часть сверла.
Величина этого угла выбирается в зависимости от твердости обрабатываемого материала (град):
На рис. 3 показаны углы спирального сверла. Передняя поверхность зуба (клина) сверла образуется спиральной канавкой, задняя - боковой поверхностью конуса. Геометрические параметры режущей части сверла показаны на рис. 4 (см. сечение N-N).
Передним углом γ (гамма) называют угол, заключенный между поверхностью резания (обработанной поверхностью) и касательной к передней поверхности (или передней грани).
Наличие переднего угла облегчает врезание инструмента, стружка лучше отделяется и получает возможность естественного схода.
С увеличением переднего угла улучшаются условия работы инструмента, уменьшается усилие резания, повышается стойкость. Вместе с тем ослабляется тело режущей части инструмента, которое может легко выкрашиваться, ломаться; ухудшается отвод тепла, что приводит к быстрому нагреву и потере твердости. Поэтому для каждого инструмента приняты определенные значения переднего угла. Передние углы меньше при обработке твердых и прочных материалов, а также при меньшей прочности инструментальной стали. В данном случае для снятия стружки требуются большие усилия и режущая часть инструмента должна быть прочнее. При обработке мягких, вязких материалов передние углы берутся больше.
Задний угол α (альфа) - это угол наклона задней поверхности, образуемый касательной к задней поверхности (или задней грани) и касательной к обрабатываемой поверхности. Задний угол дается для уменьшения трения задней поверхности (или задней грани) об обрабатываемую поверхность.
При слишком малых углах а повышается трение, увеличивается сила резания, инструмент сильно нагревается, задняя поверхность быстро изнашивается. При очень больших задних углах ослабляется инструмент, ухудшается отвод тепла.
Передние и задние углы сверла в разных точках режущей кромки имеют разную величину; для точек, расположенных ближе к наружной поверхности сверла, передний угол больше, и наоборот, для точек, расположенных ближе к центру, передний угол меньше. Если у периферии сверла (наружный диаметр) он имеет наибольшую величину (25 - 30°), то по мере приближения к вершине сверла уменьшается до величины, близкой к нулю.
Как и передний, задний угол сверла изменяется по величине для разных точек режущей кромки: для точек, расположенных ближе к наружной поверхности сверла, задний угол меньше, а для точек, расположенных ближе к центру, - больше.
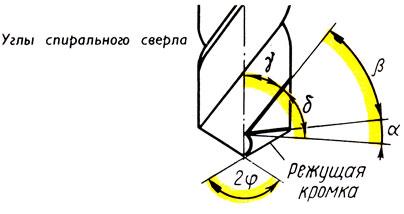
Рис. 3. Углы спирального сверла
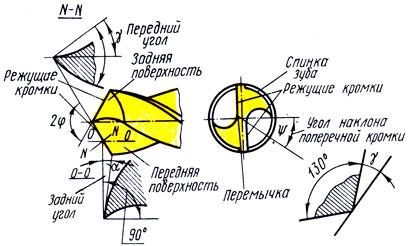
Рис. 4. Геометрические пара метры режущей части спирального сверла
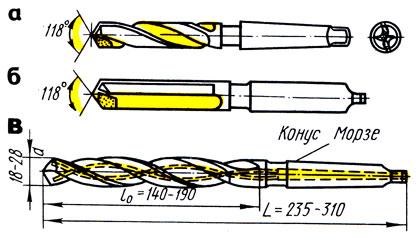
Рис. 5. Сверла, оснащенные пластинками из твердого сплава с винтовыми (а), прямыми (б) канавками, каналами для охлаждающей жидкости (в)
Угол заострения β образуется пересечением передней и задней поверхностей.
Величина угла заострения β (бета) зависит от выбранных значений переднего и заднего углов, поскольку
α + β + γ = 90°.
Хвостовики у спиральных сверл могут быть коническими и цилиндрическими. Конические хвостовики имеют сверла диаметром от 6 до 80 мм. Эти хвостовики образуются конусом Морзе. Сверла с цилиндрическими хвостовиками изготовляют диаметром до 20 мм. Хвостовик является продолжением рабочей части сверла.
Сверла с коническим хвостовиком устанавливают непосредственно в отверстие шпинделя станка (или через переходные втулки) и удерживаются благодаря трению между хвостовиком и стенками конического отверстия шпинделя. Сверла с цилиндрическим хвостовиком закрепляют в шпинделе станка при помощи специальных патронов. На конце конического хвостовика имеется лапка (см. рис. 1 а), не позволяющая сверлу провертываться в шпинделе и служащая упором при выбивании сверла из гнезда. У сверл с цилиндрическим хвостовиком имеется поводок (см. рис. 1 6), предназначенный для дополнительной передачи крутящего момента сверлу от шпинделя.
Шейка сверла, соединяющая рабочую часть с хвостовиком,'имеет меньший диаметр, чем диаметр рабочей части, служит для выхода абразивного круга в процессе шлифования, на ней обозначена марка сверла.
Спиральные сверла изготовляются из углеродистой инструментальной стали У10 и У12А, легированной стали (хромистой марки 9Х и хромокремнистой 9ХС), быстрорежущей Р9, Р18.
Для изготовления сверл все шире применяют металлокерамические твердые сплавы марок ВК6, ВК8 и Т15К6. Наиболее распространенными являются спиральные сверла из быстрорежущей стали.
Тестовые задания:
1.При обработке отверстий, необходимо сверлить в два приёма отверстия диаметром больше:
1) 6мм 2) 8мм 3) 10мм 4) 15мм
2. При выполнении практического задания, что не применяется для измерения и контроля глубины сверления в глухом отверстии:
1) штангенциркуль 3) линейка
2) кронциркуль 4) кольцо








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

