Россия, Красноярск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 23.04.2026 06:23

Генералов Михаил Анатольевич
преподаватель
59 лет
Местоположение
Методическая разработка открытого урока учебной практики по теме "Дуговая сварка кольцевых швов"
Категория:
Прочее
23.04.2026 06:21

Просмотр содержимого документа
«Методическая разработка открытого урока учебной практики по теме "Дуговая сварка кольцевых швов"»
МЕТОДИЧЕСКАЯ РАЗРАБОТКА ОТКРЫТОГО УРОКА
учебной практики
«Дуговая сварка кольцевых швов. Сварка отрезков труб разных диаметров встык в поворотном исполнении; приварка заглушек к торцам труб»
Разработал: преподаватель Генералов М.А.
Красноярск 2025 г.
ПЛАН ОТКРЫТОГО УРОКА
учебной практики
Профессия: «Сварщик ручной и частично механизированной сварки (наплавки)»
Группа: 6-Н-4
Дата проведения: _________2025 г.
Мастер производственного обучения: Генералов Михаил Анатольевич
Место проведения: учебная мастерская
Тема урока: «Дуговая сварка кольцевых швов. Сварка отрезков труб разных диаметров встык в поворотном исполнении; приварка заглушек к торцам труб»
Тип урока: учебная практика, урок-конкурс
Цели урока:
Обучающая: Получение практических знаний и овладение практическими навыками электросварки труб различного диаметра встык в поворотном исполнении сварного шва и приваривании заглушек к торцам труб.
Развивающая: Развитие у обучающихся умения работать как самостоятельно, так и в группе.
Воспитательная: Привитие профессионального интереса к повышению уровня технических знаний и технической грамотности как в рамках изучаемой профессии так и в целом.
Учебно-материальное оснащение урока:
Сварочное оборудование (источники питания сварочной дуги) и расходные материалы (сварочные электроды, металлические заготовки).
ХОД УРОКА
Организационная часть (10 мин): проверка посещаемости, проверка готовности обучающихся к уроку.
Вводный инструктаж (45 мин): сообщение темы урока, цели урока, актуализация опорных знаний, инструктаж по технике безопасности и охране труда (контрольные вопросы).
Вопросы по охране труда и технике безопасности
- При оборудовании стационарного сварочного поста, наличие какого условия является обязательным;
- Какой ток опаснее - постоянный или переменный;
- Какая величина напряжения переменного тока является безопасной;
- Какая величина силы тока может вызвать летальный исход;
- В чем заключается первая помощь пострадавшему от поражения электрическим током;
- Имеет ли право сварщик самостоятельно подключать сварочное оборудование, если оно не оборудовано стандартными электрическими средствами коммутации.
Сварка трубных конструкций дуговой сваркой.
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис. 1).
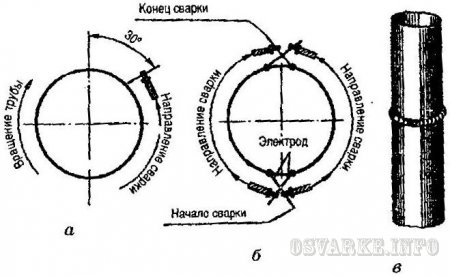
Рис. 1. Сварные стыки труб:
а – поворотный; б – неповоротный; в – горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 60-70°, а величина притупления - 2-2,5 мм (рис. 2). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15-20 мм очищают от масла, окалины, ржавчины и грязи.
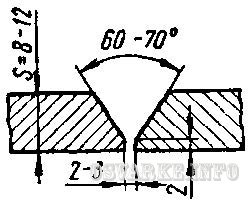
Рис. 2. Подготовка кромок труб под сварку при толщине стенок 8-12 мм.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3-4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250-300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении.
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб и их диаметром. При толщине труб свыше 8 мм и диаметре больше 300 мм, сварку ведут в четыре слоя (корневой, два основных, декоративный). В случае, когда толщина стенок трубы до 8 мм, сварку выполняют в два слоя сплошным швом. По внешнему виду сварной шов должен иметь слегка выпуклую поверхность с плавным переходом к поверхности основного металла. Высота усиления шва должна быть одинаковой по всему периметру в пределах от 1 до 3 мм, ширина не должна превышать 2,5 толщины стенки труб.
Сварку труб малого диаметра и малой толщины стенки производят поворотным способом. В процессе сварки поворачивают трубу (рис. 3) в сторону, противоположную направлению сварки. Второй слой выполняют аналогично первому, но в противоположном направлении.
Установка заглушек на трубопровод – обязательная часть строительно-ремонтных работ при прокладке коммуникаций с тупиковыми ответвлениями. Стальные заглушки выпускается разных типоразмеров, что позволяет заглушить любые трубы в жилищно-коммунальном, промышленном или агротехническом секторе – транспортирующие воду, пар, газ, химические или пищевые вещества.
Назначение стальных заглушек - Заглушки представляют собой плоский диск определенной формы, который устанавливается на конец трубы и закрывает ее. Элемент производится из низколегированной или углеродистой стали, поэтому обладает антикоррозионными свойствами, достаточно жесткий, прочный. Технология монтажных работ определяется видом заглушки – приварные или для болтового соединения:
Приварные, или эллиптические. Сделаны в виде цельнолитого сферического колпачка. Края привариваются к трубе по окружности.
Для болтового крепления, или фланцевые. Представляют собой диск с отверстиями по кругу для введения болтов.
Особенности сварочных операций: перед сваркой края зачищаются до металлического блеска, освобождаются от грязи, ржавчина удаляется и нейтрализуется. Сварочные работы проводят, располагая конструкции в горизонтальном положении. Для фиксации заглушающего элемента на отрезке трубы его сначала прихватывают в трех местах, а затем аккуратно сваривают по кругу. После остывания со сварного шва удаляется шлак, поверхность металла шлифуется. Сварной стык уязвим для коррозии, поэтому для защиты стали от воздействия влаги шов надо окрасить стойкими лакокрасочными материалами.
3. Текущий инструктаж (180 мин): Самостоятельная работа и текущее инструктирование по материалу урока:
- Выдача учебно-практического задания (Задание: 1. Сварка отрезков 2-х труб в поворотном исполнении; 2. Приваривание металлической заглушки к трубе в следующем пространственном положении - труба расположена вертикально, а заглушка располагается в горизонтальной плоскости);
- Демонстрация трудовых приемов и способов выполнения учебно-производственных работ, а именно: демонстрация приемов сваривания 2-х труб в поворотном исполнении с предварительным нанесением необходимого количества прихваток (в большинства случаев 3 прихватки);
- Распределение по рабочим местам;
- Организация рабочего места;
- Выполнение учебно-практического задания;
- Целевые обходы мастера п/о, с целью проверки правильности выполнения приемов соединения проводов обучающимися;
- Оказание помощи обучающимся в случае возникновения сложностей в выполнении задания;
- Контроль за соблюдением техники безопасности при выполнении учебного задания
4. Заключительный инструктаж (35 мин): Подведение итогов урока:
- Изучение образцов свариваемых деталей на предмет качества выполненных сварных швов;
- Опробирование сваренных образцов (труба с заглушкой) методом течеискания (гидравлический контроль);
- Обозначение характерных ошибок при выполнении подготовительных и сварных работ;
- Определение лучших обучающихся по итогам выполненных работ;
- Выставление оценок.
Мастер производственного обучения Генералов М.А.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

