Россия, Владимир


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 03.10.2023 18:24

Зубова Ирина Анатольевна
Мастер производственного обучения
65 лет
Местоположение
Специализация
Методическая разработка урока по МДК.02.01 "Терминология обработки текстильных изделий". Терминология ВТО. Режимы влажно-тепловой обработки. Клеевой метод соединения деталей.
Категория:
Технология
19.01.2021 16:13

Просмотр содержимого документа
«Методическая разработка урока по МДК.02.01 "Терминология обработки текстильных изделий". Терминология ВТО. Режимы влажно-тепловой обработки. Клеевой метод соединения деталей.»
ПЛАН УРОКА ТЕОРЕТИЧЕСКОГО ОБУЧЕНИЯ
по МДК.02 Технология обработки текстильных изделий
Проводит преподаватель - Зубова Ирина Анатольевна
Тема раздела: Влажно-тепловая обработка швейных изделий - 6 часов
Тема урока: Терминология ВТО. Режимы влажно-тепловой обработки. Клеевой метод соединения деталей.
Количество часов: 90 мин.
Тип урока: Урок усвоения новых знаний.
Вид урока: Лекция.
Дидактическая цель урока: Создание условий для формирования знаний терминологии и режимов влажно-тепловой обработки, способствовать расширению кругозора и развитию эрудиции.
Цели урока:
Обучающая:
Изучить терминологию и режимы влажно-тепловой обработки. Ознакомиться с клеевыми методами соединения деталей.
Развивающая:
Содействовать в ходе урока развитию навыков работы с учебной литературой, анализировать и делать выводы.
Воспитательная:
содействовать воспитанию стремлений к освоению профессиональных знаний,
Методы, формы проведения урока:
наглядные;
словесные (беседа, устное объяснение, дискуссия);
Межпредметные связи:
УП.02 тема 3.1 Выполнение влажно-тепловых работ. Инструменты и приспособления.
Формы организации познавательной деятельности:
фронтальная;
групповая.
Материально-техническое и учебно - методическое оснащение урока:
Оборудование, инструменты и приспособления:
тетради для конспектов;
ручки, карандаши.
2.Дидактический материал:
Учебник Э.К. Амирова, А.Т.Труханова «Технология швейных изделий», Москва, издательский центр
«Академия», 2018 г.;
инструкционная карта: Режимы влажно-тепловой обработки (Приложение 1);
инструкционная карта: Терминология вложно-тепловых работ(Приложение 2);
кроссворд: Терминология утюжильных работ (Приложение 3);
материал для письменного инструктирования;
Ход урока
| Элемент структуры урока | Деятельность преподавателя | Деятельность обучающихся | Примечание по методике |
| 1.Подготовительный этап 1.1Оргмомент | 1.Приветствует обучающихся 2. Проверка явки 3. Проверка готовности к уроку | 1.Приветствуют 2. Готовятся к уроку урок. | Словесный (беседа)
|
| 1.2 Целевая установка
| 1. Сообщает тему, цели занятия | Воспринимают и записывают тему | |
| 1.3. Актуализация опорных знаний, умений и навыков
| 2.2. Организует работу по повторению и закреплению ранее изученного материала: Предлагает ответить на вопросы: - описать рабочее место для выполнения влажно-тепловых работ; - перечислить оборудование для влажно-тепловых работ; - назвать приспособления для ВТР; - рассказать о безопасных условиях труда для работающих на утюгах прессах и аппаратах |
Слушают. Отвечают на вопросы | |
| 2.Основной этап 2.1. Объяснение нового материала.
| 1.Последовательно излагает новый материал. 2.Демонстрирует обучающимся образцы с различными способами влажно-тепловой обработки. Используя инструкционные карты дает понятие о режимах влажно-тепловой обработки и терминологии влажно-тепловых работ. 3. Выдает обучающимся материал для самостоятельного изучения. | 1.Воспринимают, ведут записи в конспектах.
2.Изучают материал самостоятельно. | Рассказ. Самостоятельная работа с книгой
|
| 2.2 Закрепление и применение знаний | Выдает кроссворд: Терминология утюжильных работ Организует и управляет деятельностью обучающихся | Закрепляют изученный материал, решают кроссворд | Словесный (беседа)
|
| 2.3 Выдача домашнего задания | Комментирует домашнее задание | Обсуждают
| Работа в микрогруппах |
| 3.Заключительный этап
| 1.Подводит итоги. 2.Оценивает обучающихся 3.Дает оценку занятию. | Проводят само и взаимоконтроль
| Словесный (беседа)
|
Преподаватель И.А.Зубова
Приложение 1
Кроссворд на тему: Терминология утюжильных работ
|
|
|
|
|
|
| 1 |
| 5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 4 |
|
|
|
|
|
|
|
|
|
| 9 |
|
|
|
|
| 3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| По горизонтали: Обработка изделия паром для удаления с деталей лас, возникших в результате утюжки. 3. Укладывание краев деталей, припусков шва или складок на одну сторону и закрепление их в таком положении с помощью утюга или пресса. 8. ВТО материала паром и просушивание для предотвращения последующей усадки. По вертикали: раскладывание припусков швов или складок в разные стороны и закрепление их в таком положении с помощью утюга или пресса. Сокращение края или отдельных участков изделия посредством ВТО для получения выпуклых форм на смежном участке. Уменьшение толщины шва, сгиба складок или края детали посредством утюга или пресса. Выполнение ряда операций ВТО деталей изделия с помощью пресса с целью уменьшения толщины шва, края и закрепления швов в нужном положении. Выполнение ряда операций ВТО деталей изделия с помощью пресса или утюга с целью придания жесткости деталям кроя. Удлинение края детали посредством ВТО для получения вогнутой формы шва смежном участке
Эталон ответа |
|

Влажно-тепловая обработка швейных изделий.
1.Терминология ВТО.
2.Технические условия на выполнение ВТО. Режимы ВТО для различных материалов.
Назначение влажно-тепловой обработки – придание швейным изделиям требуемой пространственной формы и хорошего товарного вида, который достигается путем устранения заминов, помятостей, лас (местного блеска), утонения краев деталей, разутюживания и заутюживания швов и т. д.
Сущность ВТО заключается в изменении конфигурации цепей молекул волокон увлажненной и прогретой ткани под воздействием давления подошвы утюга или подушки пресса и последующем закреплении этой новой конфигурации посредством удаления влаги и охлаждения ткани.
Большинство текстильных материалов относятся к аморфным полимерам. В зависимости от температуры аморфные полимеры могут находиться в трех физических состояниях: стеклообразном, высокоэластическом и вязкотекучем.
Стеклообразное состояние полимера характеризуется обратимыми малыми линейными деформациями при незначительных напряжениях.
Высокоэластическому состоянию полимера соответствует высокоэластическая деформация, которая в отличие от упругой имеет значительно большую величину и исчезает через некоторый промежуток времени (10-4–10-6 с). Возможности высокоэластической деформации используют при ВТО швейных изделий.
В вязкотекучем состоянии в полимере под действием внешних сил развивается необратимая остаточная деформация, обусловленная течением материала. Это состояние полимера используют в технологических процессах сваривания, склеивания, формования деталей и изделий из расплавов и т. д.
Температура нагрева материалов в процессе ВТО ограничивается их теплостойкостью.
Теплостойкость материала – это предельная температура, до которой можно его нагревать, получая обратимые изменения свойств после охлаждения. Теплостойкость материала – величина непостоянная и зависит от степени и способа его увлажнения, прикладываемой нагрузки, времени воздействия и волокнистого состава. Предельные температуры нагрева различных видов волокон составляют:
– хлопок – 125 оС;
– сухая шерсть – 135 оС;
– шерсть в паровой среде – 110 оС;
– лен – 120 оС;
– вискозные волокна – 120–130 оС;
– ацетатные – 95–105 оС;
– поливинилхлоридные – 65–75 оС;
– полиамидные – 90–100 оС;
– полиэфирные – 160–170 оС;
– полиакрилонитрильные – 180 оС.
Влага способствует быстрому прогреву волокон ткани, резкому уменьшению интенсивности межмолекулярного взаимодействия, что облегчает процесс деформации и перемещения отдельных звеньев меж-молекулярных цепей волокон. Тем самым она в процессе ВТО повышает теплопроводность текстильного материала и является пластификатором.
Пластифицирующее действие влаги заключается в том, что молекулы воды, проникая вглубь волокна, ослабляют межмолекулярное взаимодействие и снижают механические свойства волокон.
Увлажнение материала может быть водой или паром.
При увлажнении водой оптимальным является 20–30 % влаги от массы обрабатываемого полуфабриката, при увлажнении паром – 5– 10 %.
Давление утюга или подушки пресса на увлажненный и прогретый материал способствует более быстрому ее прогреву, что сокращает время ВТО и ведет к образованию новых связей между молекулами.
Для получения необходимых деформаций в деталях или полуфабрикатах используют давление 0,05–0,15 МПа в зависимости от волокнистого состава материала, его толщины и требуемого технологического эффекта.
Время характеризует эффективность процесса и тесно связано с остальными параметрами. Так, при увеличении температуры, давления и снижении влагосодержания обрабатываемого полуфабриката время ВТО снижается и наоборот.
Под влажно-тепловой обработкой (ВТО) швейных изделий понимают специальную обработку детали или изделия влагой, теплом и давлением с помощью специального оборудования.
Различают ВТО внутрипроцессную и окончательную (отделочная).
Внутрипроцессная влажно-тепловая обработка выполняется при изготовлении отдельных деталей или узлов одежды и имеет различное назначение: придание выпуклой или вогнутой формы деталям (сутюживание краев полочек для получения выпуклости в области груди и спинки в области лопаток и т. п.), разутюживание швов для уменьшения их толщины, образование складок или отдельных линий на деталях для получения определенного эффекта на ткани (плиссе, гофре) и др.
Отделочная влажно-тепловая обработка служит для закрепления, полученных форм в процессе обработки деталей и придает изделию законченный товарный вид. К отделочной влажно-тепловой обработке относятся: окончательное проутюживание деталей готового изделия; прессование бортов, воротника, низа, плечевых швов; отпаривание деталей в местах образования лас и др.
Сущность ВТО заключается в:
1. Размягчении волокон ткани влагой и теплом.
2. Придании ткани определенной формы давлением.
3. Закрепление полученной формы путем удаления влаги при помощи тепла и давления.
Процессы ВТО разделяются на:
1. Утюжильные работы.
2. Отпаривание.
3. Прессование.
Клеевой метод соединения деталей
Широкое применение в швейной промышленности находит метод соединения деталей при помощи термопластических клеев, который позволяет механизировать некоторые трудоемкие технологические операции и сократить время на обработку изделия.
Для соединения деталей одежды применяют следующие клеи: ПВБ (поливинилбутираль) в виде пленки толщиной 0,13-0,25 мм; ПА-548 и ПА-54 (полиамидные) в виде порошков и клеевых ниток различной толщины; ПВХ (поливинилхлорид) в виде пленки толщиной 0,2-0,25 мм и ПВД (полиэтилен высокого давления) в виде порошка, клеевых ниток и пленки толщиной 0,16-0,2 мм; клей БФ-6 применяют в виде пасты и пленки.
Все эти клеи относятся к термопластичным материалам, так как при нагревании они плавятся и переходят в жидковязкое состояние, а при последующем охлаждении затвердевают.
Исходя из условий носки изделий, к клеям предъявляются следующие требования:
1) достаточная прочность сцепления клея с тканями (высокая адгезия) и достаточная прочность самого клея;
2) невысокая жесткость клеевых соединений (примерно равная жесткости ниточных соединений);
3) устойчивость к низким и повышенным температурам (порядка минус 50-55 и плюс 40-45°С);
4) устойчивость к светопогоде, воде и химикатам, применяемым при чистке одежды, к старению;
5) невысокая их стоимость, недифицитность и возможность эффективного их применения в условиях массового производства с использованием простых и доступных средств.
Особенностью клеевых соединений является то, что на более плотных материалах они дают большую прочность, а на более рыхлых - меньшую.
Одним из недостатков клеев является высокая температура их плавления (150-180° С) и длительное время прессования (около 60 с) при давлении 0,5 кгс/см2.
Клеевой метод соединения деталей одежды имеет ряд преимуществ перед ниточным способом крепления. Так, например, при обработке клапана ниточным способом требуется выполнить последовательно следующие операции: обтачать, обрезать излишки ткани в углах, вывернуть клапан, выметать и приутюжить. При обработке клапана на аппарате типа марки ОКП необходимо выполнить только три операции вместо пяти: загнуть края клапана и подкладки (одновременно на двух шаблонах), нанести клеевой порошок по линии шва с помощью бункера и соединить клапан с подкладкой. Здесь операция склеивания заменяет операции обтачивания и приутюживания, а операции вывертывания, выметывания и обрезки уголков исключаются.
Клеевой метод применяют для обработки и сборки бортов, воротника, низа рукавов, шлицы, клапанов, листочек карманов и т.д.
Виды клеевых материалов
Клей, применяемый для соединения деталей, выпускают в виде пасты, порошка, пленки и нитки. Он может быть нанесен с одной стороны на кромочную, бортовую ткань или волосяную прокладку.
Кромочную ткань с односторонним сплошным покрытием клея или покрытием клеевым порошком применяют для прокладывания но бортам, краям волосяных накладок, в качестве прокладок в листочки и под петли, накладок в концы вытачек, долевиков под карманы и т. д. Для прокладок под петли применяют ткань, окрашенную в цвет ткани верха.
Ширина клеевой кромки для прокладывания по бортам и лацкану 1-1,2 см, для прокладывания по краям волосяных накладок 1,5-2 см.
Бортовую ткань с односторонним покрытием клеем в виде полосок или порошка применяют для прокладок в лацканы, нижние воротники, в качестве плечевых накладок на бортовую прокладку и т. д.
Волосяную прокладку с односторонним покрытием клеем в виде полосок или порошка применяют в качестве накладок на бортовую прокладку.
Пленки термопластических клеев применяют в зависимости от характера и назначения швов. Для швов, не подвергающихся значительной нагрузке в процессе носки и стирки, применяют пленки из клеев марок ПВБ и БФ-6 (например, при сборке частей бортовых прокладок, сборке воротников и вместо вспушки бортов, лацканов и низа).
Для швов, подвергающихся значительной нагрузке при носке изделий, применяют пленку из полиамидного клея марки ПА-54 и ПА-548.
Для изделий, подвергающихся стирке, применяют пленку из полихлорвинилового клея марки ПХВ и ПВД.
При изготовлении пальто применяют пленки шириной 4-6 мм и толщиной 0,27-0,5 мм.
Клеевые порошки применяют для соединения деталей изделий при обработке и сборке клапанов и листочек карманов, воротника и других деталей, а также вместо строчек временного назначения. Клеевой порошок в отличие от других клеевых материалов образует мягкие эластичные швы.
Наносят порошок на детали с помощью бункера с дозирующим устройством точно по форме шва.
В последнее время при изготовлении детских пальто находят применение в качестве заменителей бортовых прокладок ворсованные хлопчатобумажные ткани с односторонним покрытием клеем в виде порошка.
Кроме того, все шире внедряются такие клеевые нетканые материалы, как флизелин, неткарм (армированный флизелин), прокламилин и др. с односторонним и двусторонним клеевым покрытием в виде порошка.
Эти материалы используются в качестве заменителей бортовых прокладок, волосяных накладок, прокладок в воротники, низ рукавов, шлицы и др.
Клеевые методы соединения деталей одежды.
Склеивание происходит за счёт расплавления клея помещённого между текстильным материалом под воздействием температуры и давления. При нагревании под давлением термопластичный клей переходит в вязкотекущее состояние, проникает в материал на некоторую глубину и при охлаждении скрепляет.
Виды синтетических полимеров:
1. полиамидные (для верхней одежды, подвергающейся химчистке);
2. полиэтиленовые (для одежды, подвергающейся стирке);
3. полиэфирные (выдерживающей химчистку и стирку при температуре до +60 градусов).
Виды клеевых материалов:
1. Прокладочный - текстильная основа с нанесённым на неё термоклеевым покрытием.
Виды текстильных основ:
- ткани;
- трикотажные полотна;
- нетканые полотна волокнистого состава.
2. клеевая кромка- полоска ткани, полученная в результате разрезания кромочного материала. (ширина кромки 6-14 мм., основа кромки - мадополан, бязь, хлопок)
Клеевое покрытие сплошное полиамидное.
3. клеевая нитка- мононить 0,2-0,5 мм. из сополиамида. Используется в шпульке и при ВТО (влажно- тепловая обработка) скрепляет участки.
4. клеевая паутинка- клеевой нетканый материал, изготовленный из расплава полимера методом аэродинамичного формирования.
Изготовлен в виде полотна шириной 90 см. и может нарезаться лентами различной ширины. Прокладывают в швы и при ВТО скрепляет.
5. клеевая сетка- сетка из клеевых нитей с ячейками различной формы и размеров.
Назначение- скрепление и придание формоустойчивости.
6. клеевая плёнка- плёнка из различных полимеров для склеивания и аппликаций.
7. клеевые порошки, пасты и композиции для получение термоклеевых прокладочных материалов и непосредственного склеивания или промазывания деталей.
В пошиве одежды при помощи клеевых соединений закрепляют края и срезы деталей, придают формоустойчивость, предохраняют от растяжения и осыпания, прикрепляют аппликации и вышивки, а также соединят поверхности и подгибая срезы закрепляют.
Приложение 1
Терминология влажно-тепловых работ
| Наименование операции | Характер операции | Область применения |
| ВТО | Обработка деталей или изделия посредством специального оборудования с использованием влаги, температуры и давления | Выполнение операций по обработке деталей в процессе и при окончательной отделке |
| Утюжильная обработка деталей | Выполнение ряда операций ВТО деталей изделия с помощью утюжильного оборудования | Придание деталям желаемой формы и выполнение других операций по обработке швов и краев деталей |
| Прессование | Выполнение ряда операций ВТО деталей изделия с помощью пресса с целью уменьшения толщины шва, края и закрепления швов в нужном положении | Прессование краев бортов, низа изделия, складок и т.д. |
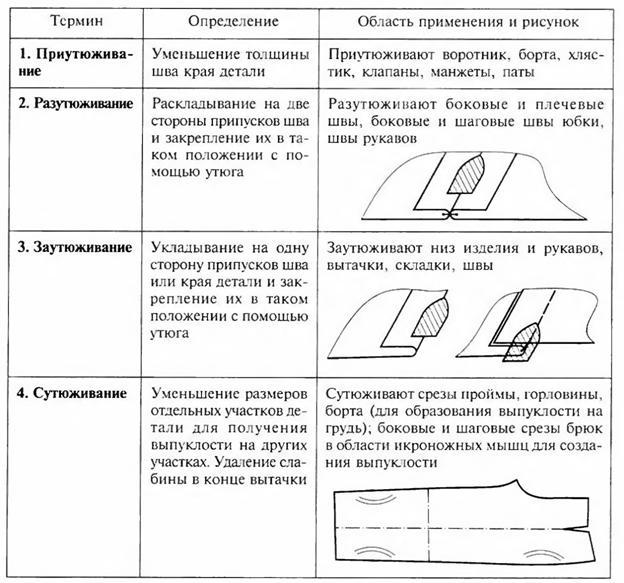
| Приутюживание | Уменьшение толщины шва, сгиба складок или края детали посредством утюга или пресса | Приутюживание карманов, бортов, воротников, складок и т.д. |
| Разутюживание | Раскладывание припусков швов или складок в разные стороны и закрепление их в таком положении с помощью утюга или пресса | Разутюживание боковых, плечевых швов, швов рукавов и т.д. |
| Заутюживание | Укладывание краев деталей, припусков шва или складок на одну сторону и закрепление их в таком положении с помощью утюга или пресса |
|
| Сутюживание | Сокращение края или отдельных участков изделия посредством ВТО для получения выпуклых форм на смежном участке | Сутюживание краев полочек для получения выпуклости в области груди, сутюживание посадки, например рукавов, сутюживание слабины в концах выточек и т.д. |
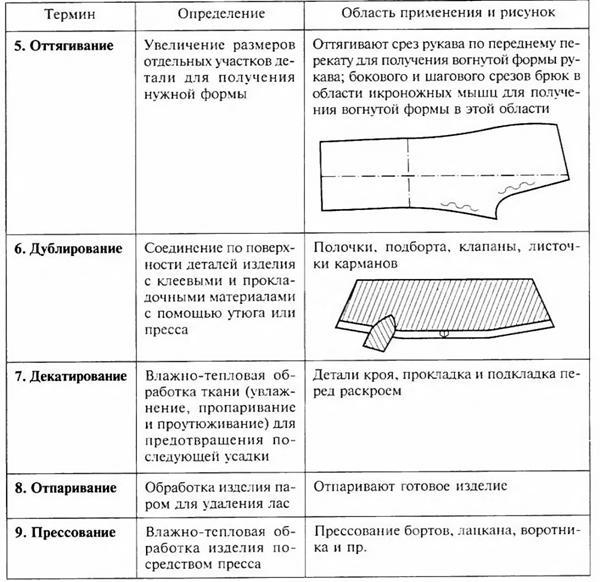
| Оттягивание | Удлинение края детали посредством ВТО для получения вогнутой формы шва смежном участке | Оттягивание переднего среза рукавов, среза стойки нижнего воротника, воланов, беек и т.д. |
| Отпаривание | Обработка изделия паром для удаления с деталей лас, возникших в результате утюжки | Отпаривание готовых изделий |
| Проутюживание | Удаление сгибов и заминов на ткани или деталях изделия, утюгом посредством ВТО | Проутюживание ткани перед раскроем, деталей — перед обработкой |
| Пропаривание | ВТО, обеспечивающая насыщение изделия паром | Пропаривание изделия или отдельных деталей перед прессованием или одновременно с прессованием |
| Декатирование материала | ВТО материала паром и просушивание для предотвращения последующей усадки | Декатирование тканей и материалов перед раскроем |
Терминология ВТО.
|
| |
|
|
|







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

