Россиия, Тонкино


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 07.04.2018 20:40

Голубев Александр Анатольевич
Мастер производственного обучения
56 лет
Местоположение
Специализация
Методическая разработка урока ПО
Категория:
Технология (мальчики)
30.03.2018 21:02

МИНИСТРЕСТВО ОБРАЗОВАНИЯ НИЖЕГОРОДСКОЙ ОБЛАСТИ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ШАХУНСКИЙ АГРОПРОМЫШЛЕННЫЙ ТЕХНИКУМ
ТОНКИНСКИЙ ФИЛИАЛ
Разработка урока
производственного обучения
Тема урока: Опиливание металла
Разработал: мастер производственного обучения
Голубев А. А.
Проверила: председатель методической комиссии
Ежова Г. В.
30 января 2014г
Пос.Тонкино 2014г
План урока производственного обучения
Группа 11 мастер п/о Голубев А.А.
Тема раздела: Слесарные работы
Тема урока: Опиливание металла.
Тип урока: урок получения знаний, умений, навыков
Цели урока:
1)обучающая: обучить учащихся выполнять учебно-производственные работы с применением производственной документации;
научить пользоваться инструментами и приспособлениями, применяемыми при опиливании
научить комплексу приёмов; рациональной организации рабочего места и труда; принимать правильную рабочую позу; обеспечивать балансировку напильником при опиливании плоскостей; производить опиливание различных плоскостей, заготовок; работать с высокопроизводительными приспособлениями и механизированными устройствами.
2)развивающая: совершенствовать умения и навыки выполнения учащимися ранее изученных трудовых приёмов и операций;
формировать умение учащихся самостоятельно планировать и осуществлять технологический процесс выполнения работ комплексного характера;
формировать навыки производительного труда (скорость в работе);
формировать основы творческого подхода к трудовой деятельности, культуры труда
3) воспитывающая: воспитание дисциплинированности, бережного отношения к инструментам, экономность использования металла;
соблюдение правил техники безопасности.
Материальное оснащение: заготовки для шпонок; заготовки ножовочного станка; круглые прутки различных диаметров; валы; заготовки, имеющие изгиб по ребру.
Межпредметные связи: слесарно-сборочные работы, технические измерения, черчение, материаловедение
Наглядные пособия: чертеж детали, образцы готовых работ, инструкционные карты, плакаты
Оборудование: слесарный верстак, тиски, опиловочные призмы, наметки, кондукторы, накладные губки, разметочные плиты.
Инструменты: плоские тупоносые напильники молотки с квадратным бойком, кронциркуль, штангенциркуль, ножовки, угольники, чертилки, кернеры, слесарные зубила, щетки, мел.
Ход урока:
1. Организационная часть (5 мин)
1.1. Проверить посещаемость и готовность к уроку, наличие спецодежды.
1.2. Объяснить ход и последовательность проведения занятия.
1.3. Назначить дежурных
1.4. Распределить по рабочим местам
2. Вводный инструктаж (50 мин)
2.1.Сообщить тему программы и тему урока, назвать его учебное значение;
2.2.Провести инструктаж по технике безопасности путём устного опроса:
а) Какие требования техники безопасности необходимо соблюдать до начала работы?
б) Какие требования техники безопасности необходимо соблюдать во время работы?
в) По окончании работы необходимо:
г) Правила безопасной работы при резке металла:
2.2.Провести повторение материала, пройденного на прошлом уроке;
а) От чего зависит выбор шага зубьев ножовочного полотна?
б) По каким причинам возможна поломка полотна слесарной ножовки?
в) Материал, какой максимальной толщины может быть разрезан ручными ножницами?
г) Какие бывают ручные ножницы?
3. Текущий инструктаж (4часа 30 мин)
3.1.Объяснение нового материала.
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках. С помощью напильников можно обрабатывать наружные и внутренние поверхности деталей любой формы.
Напильники и их классификация.
Слесарный напильник представляет собой стальной брусок определенного профиля и длины, имеющий рабочую часть и хвостовик.
По числу насечек (зубьев) приходящихся на 10 мм длины, напильники подразделяются на 6 классов, а насечки имеют номера 0,1,2,3,4 и 5.
К первому классу относятся напильники с насечкой № 0 и 1 называемыми драчевыми. Они имеют наиболее крупные зубья и служат для грубого опиливания.
Ко второму классу относятся напильники с насечкой № 2 и 3 называемыми личные . Их применяют для чистого опиливания.
К третьему, четвертому, пятому и шестому классам относят напильники с насечкой № 4и 5, называемыми бархатными.
Напильники делятся на следующие типы:
Плоские, плоские остроносые, квадратные, трёхгранные, круглые, полукруглые, ромбические, ножовочные.
Безопасность труда:
-нельзя работать напильниками без ручек или с расколотыми ручками, ручки должны быть исправными и иметь полированную наружную поверхность и кольцо
нельзя поджимать пальцы левой руки под напильник при обратном ходе, так как можно поранить руку;
-не следует охватывать носок напильника снизу: при холостом ходе можно задеть за заготовку и поранить пальцы. При чрезмерном продвижении напильника вперёд ручка может задеть за края заготовки, а хвостовик - выйти из ручки, что может привести к травме руки
-стружку, образующуюся при опиливании, нельзя сбрасывать голыми руками и сдувать во избежание ранения рук и засорения глаз, стружку удалять волосяной щёткой.
-работать следует в головных уборах во избежание попадания стружки в волосы.
-во избежание травматизма верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в надлежащих местах.
-категорически запрещается работать с электрифицированными инструментами без предварительного изучения специальных инструкций
3.2.Самостоятельная работа учащихся, выполнение упражнений.
Упражнение 1 Балансировка напильника.
Отработка рабочего положения при опиливании.
1.Стоять перед тисками прямо и устойчиво вполоборота к ним, под углом 450 к оси тисков.
2.Поставить ступни ног под углом 60-70 градусов одна к другой, расстояние между пятками 200-300 мм.
3.Установить высоту тисков по росту. В случае ослабления нажима правой рукой и усиления левой может произойти завал вперёд, при усилении нажима правой рукой и ослаблении левой произойдёт завал назад.
Отработка рабочих движений и балансировка напильника
1.Взять правой рукой конец ручки так, чтобы её овальная головка упиралась в мякоть ладони.
2.Наложить большой палец вдоль оси, а остальными пальцами обхватить ручку, прижимая её к ладони.
3.Наложить левую руку ладонью поперёк напильника на расстоянии 20-30 мм от его конца, пальцы слегка согнуть, но не свешивать; локоть левой руки слегка приподнять.
4.Двигать напильником плавно делая 40-60 движений в минуту, строго горизонтально обеими руками вперёд ( рабочий ход) и назад (холостой ход) так, чтобы он касался обрабатываемой заготовки всей поверхностью; не отрывать напильник от заготовки во время холостого хода.
Усилия правой и левой рук распределять следующим образом:
а) нажимать на напильник только при его движении вперёд, строго соблюдая распределение усилий нажима на него правой и левой руками, т. е. балансировку.
б) в начале рабочего хода основной нажим выполнять левой рукой, а првой поддерживать напильник в горизонтальном положении;
в) в середине рабочего хода усилия нажима обеими руками на напильник должны быть одинаковы;
г) в конце рабочего хода основной нажим выполнять правой рукой, а левой поддерживать его в горизонтальном положении; корпус слегка наклонить в сторону тисков; упор делать на левую ногу.
Упражнение 2.Опиливание поверхностей, расположенных под углом.
1.Проверить размеры заготовки по чертежу.
2.Произвести разметку.
Проверить правильность разметки.
З. Зажать размеченную заготовку горизонтально( обрабатываемой поверхностью вверх) в тисках, чтобы обрабатываемая поверхность выступала выше уровня губок тисков на 8-10 мм; крепление заготовки в тисках должно быть прочным и надёжным.
4.Опилить поверхность 1 драчевым напильником.
5.Проверить прямолинейность поверхностей линейкой, а перпендикулярность их базовой поверхности - поверочным угольником.
6.Опилить поверхность начисто.
7.Проверить правильность опиливания линейкой и угольником до точной подгонки к базовой поверхности под угол 900.
8.В таком же порядке опилить сторону 2.
9.Взять в левую руку заготовку, а в правую - угольник; внутреннюю рабочую грань угольника приложить к базовой поверхности так, чтобы между второй гранью и опиливаемой поверхностью оставался зазор 2-3 мм.
10. Сдвигать приложенную к боковой поверхности грань угольника без нажима плавно, до соприкосновения второй грани с опиливаемой поверхностью и определять на глаз зазор ( при правильном опиливании поверхности световой зазор должен быть узким и равномерным). Проверку угольником на «просвет» производить в нескольких местах на поверхности на уровне глаз. Опиленная окончательно личным напильником поверхность не должна иметь «завалов».
3.3.Целевые обходы рабочих мест учащихся
1обход: проверить содержание рабочих мест, их организацию;
2обход: обратить внимание на правильность выполнения приёмов правки металла;
3обход: проверить правильность соблюдения технологической последовательности;
4обход: проверить правильность ведения самоконтроля, соблюдение технических условий работы;
5обход: провести приёмку и оценку выполненных работ. Выдать дополнительное задание успевающим учащимся.
4. Заключительный инструктаж (30 мин)
- подвести итоги занятия;
- указать на допущенные ошибки и разобрать причины, их вызвавшие;
- сообщить и прокомментировать оценку учащимся за работу;
- выделить и показать лучшую работу, показать учащимся чему они научились и насколько продвинулись в овладении профессии;
- выдать домашнее задание по учебнику Н. И. Макиенко «Общий курс слесарного дела» стр.72-80;
- сообщить тему и цель следующего урока;
- уборка рабочего места и помещения.
Используемая литература:
1. Н. И. Макиенко «Общий курс слесарного дела»
2. Н. И. Тамарин, М. С. Шафаренко «Справочная книга мастера п\о»
3. В. А. Скакун «Производственное обучение общеслесарным работам »
Мастер производственного обучения: Голубев А.А.
Инструкционно-технологическая карта№1
Балансировка напильника
|
Последовательность операций |
Инструмент, приспособление |
Технические условия и указания |
|
1.Стоять перед тисками прямо и устойчиво вполоборота к ним, под углом 450 к оси тисков. 2.Поставить ступни ног под углом 60-70 градусов одна к другой, расстояние между пятками 200-300 мм. 3.Установить высоту тисков по росту. В случае ослабления нажима правой рукой и усиления левой может произойти завал вперёд, при усилении нажима правой рукой и ослаблении левой произойдёт завал назад. Отработка рабочих движений и балансировка напильника 1.Взять правой рукой конец ручки так, чтобы её овальная головка упиралась в мякоть ладони. 2.Наложить большой палец вдоль оси, а остальными пальцами обхватить ручку, прижимая её к ладони. 3.Наложить левую руку ладонью поперёк напильника на расстоянии 20-30 мм от его конца, пальцы слегка согнуть, но не свешивать; локоть левой руки слегка приподнять. 4.Двигать напильником плавно делая 40-60 движений в минуту, строго горизонтально обеими руками вперёд ( рабочий ход) и назад (холостой ход) так, чтобы он касался обрабатываемой заготовки всей поверхностью; не отрывать напильник от заготовки во время холостого хода. Усилия правой и левой рук распределять следующим образом: а) нажимать на напильник только при его движении вперёд, строго соблюдая распределение усилий нажима на него правой и левой руками, т. е. балансировку. б) в начале рабочего хода основной нажим выполнять левой рукой, а правой поддерживать напильник в горизонтальном положении; в) в середине рабочего хода усилия нажима обеими руками на напильник должны быть одинаковы; г) в конце рабочего хода основной нажим выполнять правой рукой, а левой поддерживать его в горизонтальном положении; корпус слегка наклонить в сторону тисков; упор делать на левую ногу. |
Верстак, тиски напильник |
Перед началом работы напильник должен находиться с правой стороны тисков рукояткой к работающему Не доводить напильник до удара рукояткой о деталь, так как это может вызвать соскакивание рукоятки и вызвать ранение Сила нажима зависит от насечки: чем меньше насечка, тем меньше должна быть сила нажима |
Инструкционно-технологическая карта№2
Опиливание поверхностей, расположенных под углом
|
Последовательность операций |
Инструмент, приспособление |
Технические условия и указания |
|
1.Проверить размеры заготовки по чертежу. 2.Произвести разметку. Проверить правильность разметки. З. Зажать размеченную заготовку горизонтально ( обрабатываемой поверхностью вверх) в тисках, чтобы обрабатываемая поверхность выступала выше уровня губок тисков на 8-10 мм; крепление заготовки в тисках должно быть прочным и надёжным. 4.Опилить поверхность 1 драчевым напильником. 5.Проверить прямолинейность поверхностей линейкой, а перпендикулярность их базовой поверхности - поверочным угольником. 6.Опилить поверхность начисто. 7.Проверить правильность опиливания линейкой и угольником до точной подгонки к базовой поверхности под угол 900. 8.В таком же порядке опилить сторону 2. 9.Взять в левую руку заготовку, а в правую - угольник; внутреннюю рабочую грань угольника приложить к базовой поверхности так, чтобы между второй гранью и опиливаемой поверхностью оставался зазор 2-3 мм. 10. Сдвигать приложенную к боковой поверхности грань угольника без нажима плавно, до соприкосновения второй грани с опиливаемой поверхностью и определять на глаз зазор ( при правильном опиливании поверхности световой зазор должен быть узким и равномерным). Проверку угольником на «просвет» производить в нескольких местах на поверхности на уровне глаз. Опиленная окончательно личным напильником поверхность не должна иметь «завалов». |
Слесарный верстак Кернер, чертилка Тиски Напильник плоский Штангенциркуль, угольник 900 Напильник Штангенциркуль, угольник 900 Напильник Штангенциркуль, угольник 900 |
Заготовка должна иметь припуск на обработку не менее 0,5мм. На заготовке не должно быть раковин выкрошенных мест Разметку производить по чертежу Опиленные плоскости должны быть прямолинейными, соответственно параллельными |
|
Инструменты для опиливания металла |
|
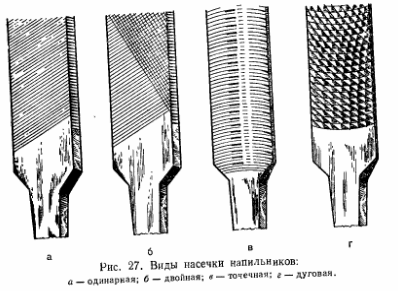
Опиливание металла в домашних условиях осуществляется вручную напильниками различных видов. С помощью напильника можно придать детали требуемую форму и размеры, подогнать детали друг к другу, обработать пазы и отверстия любой формы и др. Напильники подразделяют по форме и крупности насечки, по форме поперечного сечения бруска, по назначению. По форме насечкн различают напильники с одинарной, двойной, точечной и дуговой насечкой (рис. 27)
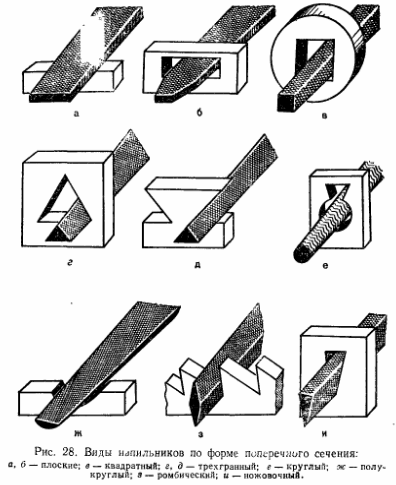
Напильники с одинарной насечкой снимают широкую толстую стружку, равную длине насечки. Эти напильники применяют для опиливания мягких металлов и сплавов (латуни, свинца, алюминия, бронзы, меди), а также пластмасс, дерева, пробки. Напильниками с одинарной насечкой затачивают пилы и ножи. Двойная насечка размельчает стружку, что облегчает работу. Поверхность, обработанная напильником с двойной насечкой, получается более чистой, чем напильником с одинарной насечкой. Напильники с двойной насечкой применяют для опиливания стали, чугуна и других твердых материалов. Точечная насечка представляет собой расположенные в шахматном порядке мелкие зубья с выемками для размещения стружки. J акая насечка обеспечивает грубую обработку мягких металлов И мягких неметаллических материалов. Дуговая насечка обеспечивает высокую производительность опиливания и повышенное качество обработки деталей, Напильножовочные - для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных ипрямоугольных отверстиях и др. (рис. 28).
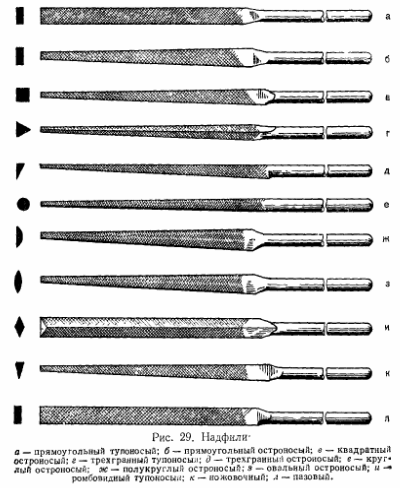
По назначению напильники подразделяет на следующие пять групп: общего назначения, специального назначения, надфили, рашпили, машинные. Напильники специального назначения и машинные в домашних условиях не применяются. Напильники общего назначения по числу насечек на 1 см длины делятся на шесть номеров: 0, 1, 2, 3, 4. Напильники с насечкой № 0 н 1 - драчевые. Имеют крупные зубья. Снимают слой металла 0,05-0,1 мм. Применяются для грубого опиливания. Напильники с насечкой № 2 и 3 - личные. Снимают слой металла 0,02-0,06 мм. Применяются для чистового опиливания деталей. Напильники с насечкой № 4 и 5 - бархатные. Снимают слой мерила 0,01-0,03 мм. Применяются для отделки деталей. Надфили - небольшие напильники, применяемые для зачистки отверстий, углов, деталей сложной формы и др. (рис. 29).
|



Надфилиские, квадратные, трехгранные, круглые, полукруглые, ромбические, ножовочные. Они могут быть тупоносые и остроносые. Последние пригоняются для опилнвання небольших отверстий, узких канавок, пазов и др. Надфили имеют от 20 до 112 насечек на 10 мм Длины. В зависимости от количества насечек надфили подразделяются на пять типов: № 1, 2, 3, 4 и 5.
Алмазные надфили представляют собой стальные стержни прямоугольного квадратного, круглого, полукруглого, овального, трехгранного и других сечеиий, на которые нанесены природные или синтетические алмазные порошки различной крупности. Алмазные надфили применяют для обработки твердосплавных материалов, керамических изделий, стекла и др.
Рашпили служат для обработки мягких металлов (свинец, олово, медь, алюминий н др.), а также дерева, кожи, резины, пластмасс.
В зависимости от профиля поперечного сечения рашпили бывают плоские (тупоносые и остроносые), круглые и полукруглые.
Новый напильник должен быть светло-серого цвета. Темный цвет свидетельствует о том, что напильник покрыт окалиной или плохо закален.
Просмотр содержимого документа
«Методическая разработка урока ПО»
МИНИСТРЕСТВО ОБРАЗОВАНИЯ НИЖЕГОРОДСКОЙ ОБЛАСТИ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ШАХУНСКИЙ АГРОПРОМЫШЛЕННЫЙ ТЕХНИКУМ
ТОНКИНСКИЙ ФИЛИАЛ
Разработка урока
производственного обучения
Тема урока: Опиливание металла
Разработал: мастер производственного обучения
Голубев А. А.
Проверила: председатель методической комиссии
Ежова Г. В.
30 января 2014г
Пос.Тонкино 2014г
План урока производственного обучения
Группа 11 мастер п/о Голубев А.А.
Тема раздела: Слесарные работы
Тема урока: Опиливание металла.
Тип урока: урок получения знаний, умений, навыков
Цели урока:
1)обучающая: обучить учащихся выполнять учебно-производственные работы с применением производственной документации;
научить пользоваться инструментами и приспособлениями, применяемыми при опиливании
научить комплексу приёмов; рациональной организации рабочего места и труда; принимать правильную рабочую позу; обеспечивать балансировку напильником при опиливании плоскостей; производить опиливание различных плоскостей, заготовок; работать с высокопроизводительными приспособлениями и механизированными устройствами.
2)развивающая: совершенствовать умения и навыки выполнения учащимися ранее изученных трудовых приёмов и операций;
формировать умение учащихся самостоятельно планировать и осуществлять технологический процесс выполнения работ комплексного характера;
формировать навыки производительного труда (скорость в работе);
формировать основы творческого подхода к трудовой деятельности, культуры труда
3) воспитывающая: воспитание дисциплинированности, бережного отношения к инструментам, экономность использования металла;
соблюдение правил техники безопасности.
Материальное оснащение: заготовки для шпонок; заготовки ножовочного станка; круглые прутки различных диаметров; валы; заготовки, имеющие изгиб по ребру.
Межпредметные связи: слесарно-сборочные работы, технические измерения, черчение, материаловедение
Наглядные пособия: чертеж детали, образцы готовых работ, инструкционные карты, плакаты
Оборудование: слесарный верстак, тиски, опиловочные призмы, наметки, кондукторы, накладные губки, разметочные плиты.
Инструменты: плоские тупоносые напильники молотки с квадратным бойком, кронциркуль, штангенциркуль, ножовки, угольники, чертилки, кернеры, слесарные зубила, щетки, мел.
Ход урока:
1. Организационная часть (5 мин)
1.1. Проверить посещаемость и готовность к уроку, наличие спецодежды.
1.2. Объяснить ход и последовательность проведения занятия.
1.3. Назначить дежурных
1.4. Распределить по рабочим местам
2. Вводный инструктаж (50 мин)
2.1.Сообщить тему программы и тему урока, назвать его учебное значение;
2.2.Провести инструктаж по технике безопасности путём устного опроса:
а) Какие требования техники безопасности необходимо соблюдать до начала работы?
б) Какие требования техники безопасности необходимо соблюдать во время работы?
в) По окончании работы необходимо:
г) Правила безопасной работы при резке металла:
2.2.Провести повторение материала, пройденного на прошлом уроке;
а) От чего зависит выбор шага зубьев ножовочного полотна?
б) По каким причинам возможна поломка полотна слесарной ножовки?
в) Материал, какой максимальной толщины может быть разрезан ручными ножницами?
г) Какие бывают ручные ножницы?
3. Текущий инструктаж (4часа 30 мин)
3.1.Объяснение нового материала.
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках. С помощью напильников можно обрабатывать наружные и внутренние поверхности деталей любой формы.
Напильники и их классификация.
Слесарный напильник представляет собой стальной брусок определенного профиля и длины, имеющий рабочую часть и хвостовик.
По числу насечек (зубьев) приходящихся на 10 мм длины, напильники подразделяются на 6 классов, а насечки имеют номера 0,1,2,3,4 и 5.
К первому классу относятся напильники с насечкой № 0 и 1 называемыми драчевыми. Они имеют наиболее крупные зубья и служат для грубого опиливания.
Ко второму классу относятся напильники с насечкой № 2 и 3 называемыми личные . Их применяют для чистого опиливания.
К третьему, четвертому, пятому и шестому классам относят напильники с насечкой № 4и 5, называемыми бархатными.
Напильники делятся на следующие типы:
Плоские, плоские остроносые, квадратные, трёхгранные, круглые, полукруглые, ромбические, ножовочные.
Безопасность труда:
-нельзя работать напильниками без ручек или с расколотыми ручками, ручки должны быть исправными и иметь полированную наружную поверхность и кольцо
нельзя поджимать пальцы левой руки под напильник при обратном ходе, так как можно поранить руку;
-не следует охватывать носок напильника снизу: при холостом ходе можно задеть за заготовку и поранить пальцы. При чрезмерном продвижении напильника вперёд ручка может задеть за края заготовки, а хвостовик - выйти из ручки, что может привести к травме руки
-стружку, образующуюся при опиливании, нельзя сбрасывать голыми руками и сдувать во избежание ранения рук и засорения глаз, стружку удалять волосяной щёткой.
-работать следует в головных уборах во избежание попадания стружки в волосы.
-во избежание травматизма верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в надлежащих местах.
-категорически запрещается работать с электрифицированными инструментами без предварительного изучения специальных инструкций
3.2.Самостоятельная работа учащихся, выполнение упражнений.
Упражнение 1 Балансировка напильника.
Отработка рабочего положения при опиливании.
1.Стоять перед тисками прямо и устойчиво вполоборота к ним, под углом 450 к оси тисков.
2.Поставить ступни ног под углом 60-70 градусов одна к другой, расстояние между пятками 200-300 мм.
3.Установить высоту тисков по росту. В случае ослабления нажима правой рукой и усиления левой может произойти завал вперёд, при усилении нажима правой рукой и ослаблении левой произойдёт завал назад.
Отработка рабочих движений и балансировка напильника
1.Взять правой рукой конец ручки так, чтобы её овальная головка упиралась в мякоть ладони.
2.Наложить большой палец вдоль оси, а остальными пальцами обхватить ручку, прижимая её к ладони.
3.Наложить левую руку ладонью поперёк напильника на расстоянии 20-30 мм от его конца, пальцы слегка согнуть, но не свешивать; локоть левой руки слегка приподнять.
4.Двигать напильником плавно делая 40-60 движений в минуту, строго горизонтально обеими руками вперёд ( рабочий ход) и назад (холостой ход) так, чтобы он касался обрабатываемой заготовки всей поверхностью; не отрывать напильник от заготовки во время холостого хода.
Усилия правой и левой рук распределять следующим образом:
а) нажимать на напильник только при его движении вперёд, строго соблюдая распределение усилий нажима на него правой и левой руками, т. е. балансировку.
б) в начале рабочего хода основной нажим выполнять левой рукой, а првой поддерживать напильник в горизонтальном положении;
в) в середине рабочего хода усилия нажима обеими руками на напильник должны быть одинаковы;
г) в конце рабочего хода основной нажим выполнять правой рукой, а левой поддерживать его в горизонтальном положении; корпус слегка наклонить в сторону тисков; упор делать на левую ногу.
Упражнение 2.Опиливание поверхностей, расположенных под углом.
1.Проверить размеры заготовки по чертежу.
2.Произвести разметку.
Проверить правильность разметки.
З. Зажать размеченную заготовку горизонтально( обрабатываемой поверхностью вверх) в тисках, чтобы обрабатываемая поверхность выступала выше уровня губок тисков на 8-10 мм; крепление заготовки в тисках должно быть прочным и надёжным.
4.Опилить поверхность 1 драчевым напильником.
5.Проверить прямолинейность поверхностей линейкой, а перпендикулярность их базовой поверхности - поверочным угольником.
6.Опилить поверхность начисто.
7.Проверить правильность опиливания линейкой и угольником до точной подгонки к базовой поверхности под угол 900.
8.В таком же порядке опилить сторону 2.
9.Взять в левую руку заготовку, а в правую - угольник; внутреннюю рабочую грань угольника приложить к базовой поверхности так, чтобы между второй гранью и опиливаемой поверхностью оставался зазор 2-3 мм.
10. Сдвигать приложенную к боковой поверхности грань угольника без нажима плавно, до соприкосновения второй грани с опиливаемой поверхностью и определять на глаз зазор ( при правильном опиливании поверхности световой зазор должен быть узким и равномерным). Проверку угольником на «просвет» производить в нескольких местах на поверхности на уровне глаз. Опиленная окончательно личным напильником поверхность не должна иметь «завалов».
3.3.Целевые обходы рабочих мест учащихся
1обход: проверить содержание рабочих мест, их организацию;
2обход: обратить внимание на правильность выполнения приёмов правки металла;
3обход: проверить правильность соблюдения технологической последовательности;
4обход: проверить правильность ведения самоконтроля, соблюдение технических условий работы;
5обход: провести приёмку и оценку выполненных работ. Выдать дополнительное задание успевающим учащимся.
4. Заключительный инструктаж (30 мин)
- подвести итоги занятия;
- указать на допущенные ошибки и разобрать причины, их вызвавшие;
- сообщить и прокомментировать оценку учащимся за работу;
- выделить и показать лучшую работу, показать учащимся чему они научились и насколько продвинулись в овладении профессии;
- выдать домашнее задание по учебнику Н. И. Макиенко «Общий курс слесарного дела» стр.72-80;
- сообщить тему и цель следующего урока;
- уборка рабочего места и помещения.
Используемая литература:
1. Н. И. Макиенко «Общий курс слесарного дела»
2. Н. И. Тамарин, М. С. Шафаренко «Справочная книга мастера п\о»
3. В. А. Скакун «Производственное обучение общеслесарным работам »
Мастер производственного обучения: Голубев А.А.
Инструкционно-технологическая карта№1
Балансировка напильника
| Последовательность операций | Инструмент, приспособление | Технические условия и указания |
| 1.Стоять перед тисками прямо и устойчиво вполоборота к ним, под углом 450 к оси тисков. 2.Поставить ступни ног под углом 60-70 градусов одна к другой, расстояние между пятками 200-300 мм. 3.Установить высоту тисков по росту. В случае ослабления нажима правой рукой и усиления левой может произойти завал вперёд, при усилении нажима правой рукой и ослаблении левой произойдёт завал назад. Отработка рабочих движений и балансировка напильника 1.Взять правой рукой конец ручки так, чтобы её овальная головка упиралась в мякоть ладони. 2.Наложить большой палец вдоль оси, а остальными пальцами обхватить ручку, прижимая её к ладони. 3.Наложить левую руку ладонью поперёк напильника на расстоянии 20-30 мм от его конца, пальцы слегка согнуть, но не свешивать; локоть левой руки слегка приподнять. 4.Двигать напильником плавно делая 40-60 движений в минуту, строго горизонтально обеими руками вперёд ( рабочий ход) и назад (холостой ход) так, чтобы он касался обрабатываемой заготовки всей поверхностью; не отрывать напильник от заготовки во время холостого хода. Усилия правой и левой рук распределять следующим образом: а) нажимать на напильник только при его движении вперёд, строго соблюдая распределение усилий нажима на него правой и левой руками, т. е. балансировку. б) в начале рабочего хода основной нажим выполнять левой рукой, а правой поддерживать напильник в горизонтальном положении; в) в середине рабочего хода усилия нажима обеими руками на напильник должны быть одинаковы; г) в конце рабочего хода основной нажим выполнять правой рукой, а левой поддерживать его в горизонтальном положении; корпус слегка наклонить в сторону тисков; упор делать на левую ногу. | Верстак, тиски напильник | Перед началом работы напильник должен находиться с правой стороны тисков рукояткой к работающему Не доводить напильник до удара рукояткой о деталь, так как это может вызвать соскакивание рукоятки и вызвать ранение Сила нажима зависит от насечки: чем меньше насечка, тем меньше должна быть сила нажима |
Инструкционно-технологическая карта№2
Опиливание поверхностей, расположенных под углом
| Последовательность операций | Инструмент, приспособление | Технические условия и указания |
| 1.Проверить размеры заготовки по чертежу. 2.Произвести разметку. Проверить правильность разметки. З. Зажать размеченную заготовку горизонтально ( обрабатываемой поверхностью вверх) в тисках, чтобы обрабатываемая поверхность выступала выше уровня губок тисков на 8-10 мм; крепление заготовки в тисках должно быть прочным и надёжным. 4.Опилить поверхность 1 драчевым напильником. 5.Проверить прямолинейность поверхностей линейкой, а перпендикулярность их базовой поверхности - поверочным угольником. 6.Опилить поверхность начисто. 7.Проверить правильность опиливания линейкой и угольником до точной подгонки к базовой поверхности под угол 900. 8.В таком же порядке опилить сторону 2. 9.Взять в левую руку заготовку, а в правую - угольник; внутреннюю рабочую грань угольника приложить к базовой поверхности так, чтобы между второй гранью и опиливаемой поверхностью оставался зазор 2-3 мм. 10. Сдвигать приложенную к боковой поверхности грань угольника без нажима плавно, до соприкосновения второй грани с опиливаемой поверхностью и определять на глаз зазор ( при правильном опиливании поверхности световой зазор должен быть узким и равномерным). Проверку угольником на «просвет» производить в нескольких местах на поверхности на уровне глаз. Опиленная окончательно личным напильником поверхность не должна иметь «завалов». | Слесарный верстак Кернер, чертилка Тиски Напильник плоский Штангенциркуль, угольник 900 Напильник Штангенциркуль, угольник 900 Напильник Штангенциркуль, угольник 900 | Заготовка должна иметь припуск на обработку не менее 0,5мм. На заготовке не должно быть раковин выкрошенных мест Разметку производить по чертежу Опиленные плоскости должны быть прямолинейными, соответственно параллельными |
| Инструменты для опиливания металла |
|
|
| Опиливание металла в домашних условиях осуществляется вручную напильниками различных видов. С помощью напильника можно придать детали требуемую форму и размеры, подогнать детали друг к другу, обработать пазы и отверстия любой формы и др. Напильники подразделяют по форме и крупности насечки, по форме поперечного сечения бруска, по назначению. По форме насечкн различают напильники с одинарной, двойной, точечной и дуговой насечкой (рис. 27) Напильники с одинарной насечкой снимают широкую толстую стружку, равную длине насечки. Эти напильники применяют для опиливания мягких металлов и сплавов (латуни, свинца, алюминия, бронзы, меди), а также пластмасс, дерева, пробки. Напильниками с одинарной насечкой затачивают пилы и ножи. Двойная насечка размельчает стружку, что облегчает работу. Поверхность, обработанная напильником с двойной насечкой, получается более чистой, чем напильником с одинарной насечкой. Напильники с двойной насечкой применяют для опиливания стали, чугуна и других твердых материалов. Точечная насечка представляет собой расположенные в шахматном порядке мелкие зубья с выемками для размещения стружки. J акая насечка обеспечивает грубую обработку мягких металлов И мягких неметаллических материалов. Дуговая насечка обеспечивает высокую производительность опиливания и повышенное качество обработки деталей, Напильножовочные - для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных ипрямоугольных отверстиях и др. (рис. 28). По назначению напильники подразделяет на следующие пять групп: общего назначения, специального назначения, надфили, рашпили, машинные. Напильники специального назначения и машинные в домашних условиях не применяются. Напильники общего назначения по числу насечек на 1 см длины делятся на шесть номеров: 0, 1, 2, 3, 4. Напильники с насечкой № 0 н 1 - драчевые. Имеют крупные зубья. Снимают слой металла 0,05-0,1 мм. Применяются для грубого опиливания. Напильники с насечкой № 2 и 3 - личные. Снимают слой металла 0,02-0,06 мм. Применяются для чистового опиливания деталей. Напильники с насечкой № 4 и 5 - бархатные. Снимают слой мерила 0,01-0,03 мм. Применяются для отделки деталей. Надфили - небольшие напильники, применяемые для зачистки отверстий, углов, деталей сложной формы и др. (рис. 29).
|
Надфилиские, квадратные, трехгранные, круглые, полукруглые, ромбические, ножовочные. Они могут быть тупоносые и остроносые. Последние пригоняются для опилнвання небольших отверстий, узких канавок, пазов и др. Надфили имеют от 20 до 112 насечек на 10 мм Длины. В зависимости от количества насечек надфили подразделяются на пять типов: № 1, 2, 3, 4 и 5.
Алмазные надфили представляют собой стальные стержни прямоугольного квадратного, круглого, полукруглого, овального, трехгранного и других сечеиий, на которые нанесены природные или синтетические алмазные порошки различной крупности. Алмазные надфили применяют для обработки твердосплавных материалов, керамических изделий, стекла и др.
Рашпили служат для обработки мягких металлов (свинец, олово, медь, алюминий н др.), а также дерева, кожи, резины, пластмасс.
В зависимости от профиля поперечного сечения рашпили бывают плоские (тупоносые и остроносые), круглые и полукруглые.
Новый напильник должен быть светло-серого цвета. Темный цвет свидетельствует о том, что напильник покрыт окалиной или плохо закален.
Комплекты видеоуроков для учителей






Скачать
© 2018, Голубев Александр Анатольевич 1368 4
Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

