
Луганская Народная Республика, Стаханов


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 30.05.2025 12:41

Чумаченко Валентина Николаевна
Мастер производственного обучения II категории
71 год
Местоположение
Специализация
МЕТОДИЧЕСКАЯ РАЗРАБОТКА занятия учебной практики ПМ.0З «Контроль качества сварочных работ»
Категория:
Прочее
29.11.2022 11:24

Просмотр содержимого документа
«МЕТОДИЧЕСКАЯ РАЗРАБОТКА занятия учебной практики ПМ.0З «Контроль качества сварочных работ»»
Государственное бюджетное образовательное учреждение
среднего профессионального образования
Луганской Народной Республики
«Стахановский колледж технологий машиностроения»
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
занятия учебной практики ПМ.0З «Контроль качества
сварочных работ»
на тему: «Определение причин, приводящих к образованию
дефектов в сварных соединениях
и выбор методов контроля за ними»
специальность: 22.02.06 «Сварочное производство»
Разработала: Чумаченко Валентина Николаевна,
мастер производственного обучения
АННОТАЦИЯ
Методическая разработка занятия учебной практики соответствует рабочей программе профессионального модуля ПМ.ОЗ «Контроль качества сварочных работ», разработана в соответствии с требованиями ГОС СПО ЛНР по специальности 22.02.06. «Сварочное производство», утвержденного приказом Министерства образования и науки ЛНР от 27.10. 2016 г. № 408.
Разработка содержит аннотацию, пояснительную записку, описание хода занятия учебной практики, список литературы, используемой при подготовке урока, приложения, задания.
Методическая разработка поможет мастеру производственного обучения СПО при подготовке проведения занятий по профессиональному модулю. ПМ. 03.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Настоящая методическая разработка занятия учебной практики по теме: «Определение причин, приводящих к образованию дефектов в сварных соединениях и выбор методов контроля за ними».
Разработка содержит: иллюстрированные приложения с наименованиями и причинами устранения дефектов в сварных соединениях, с изображениями измерительного инструмента, заданием с контрольными вопросами для обучающихся.
В ходе занятия обучающиеся научатся:
Выявлять дефекты сварных соединений и причины их возникновения.
Работать с чертежами, работать со справочной литературой, ГОСТами. Дидактический материал занятия позволяет решать проблемные
ситуации. Это повышает уровень профессиональной подготовки будущего техника.
Тема: «Определение причин, приводящих к образованию дефектов в сварных соединениях и выбор методов контроля за ними».
Цели и задачи занятия:
1. Обучающие: формирование умений
ПК3.1. Определять причины, приводящие к образованию дефекта в сварных соединениях.
ПК 3.3. Предупреждать, выявлять и устранять дефекты сварных соединений и изделий для получения качественной продукции.
Задачи:
Подготовить оборудование, приспособления и инструменты для выявления и устранения дефектов в сварных соединениях.
Объяснять правильность настройки оборудования по исправлению дефектов в сварных соединениях.
3. Закрепить правила безопасной работы с инструментами и
оборудованием.
2. Развивающие: развитие умений
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОКЗ. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 04. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального развития.
Задачи:
1. Развивать профессиональную наблюдательность, техническое
мышление.
Развивать навыки при выполнении устранения выявленного дефекта сварного соединения.
Воспитательные: воспитание профессиональных качеств.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 5. Использовать информационно- коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями.
Задачи:
1. Воспитывать чувства сознательного и ответственного отношения за
качество выполняемой работы.
Воспитывать самостоятельно строить свою деятельность.
Воспитывать трудолюбие, аккуратность и дисциплинированность.
Тип урока: формирование, умение навыков.
Метод проведения занятия: словесный (изложение, объяснения, беседа); наглядное обучение (демонстрация наглядных пособий, показ трудовых приемов, выполнения исправлений дефектов); практические упражнения (по выявлению и устранению дефектов).
Вид занятия: практикум.
Принципы обучения: наглядности (использование инструкционно-технологических карт, и показ трудовых приемов по выполнению и устранению дефектов); систематичности и последовательности (последовательное изучение программного материала по теме «Контроль качества сварных соединений»); доступности (применение сформированных знаний и умений при выполнении простых комплексных работ); принцип сознательного и активного участия обучающихся; прочность знаний (проработка ранее изученного материала, частота повторения приемов, систематическая проверка знаний); связь теории с практикой.
Междисциплинарные связи:
дисциплины: ОП.08 Материаловедение, ОП.05 Охрана труда, ОП. 06 Инженерная графика.
Комплексно-методическое оснащение:
1. Мультимедийный проектор (иллюстрированные изображения дефектов
сварных швов, измерительных приборов, задания, акта визуального контроля
качества сварных швов).
2. Инструменты: УШС - 3 (универсальный шаблон сварщика), лупа,
линейка, щетка по металлу, зубило, молоток
Сварочный материал: покрытые электроды
Средства защиты: Спецодежда, маска, очки, перчатки, респиратор.
Средства обучения: инструкционная карта, набор сварных образцов с характерными дефектами
Средства контроля: вопросы
Способ контроля: визуальный
Литература, используемая при подготовке занятия.
Ход занятия.
I. Организационная часть - 5 мин.
Контроль посещаемости и готовности к занятию (проверить внешний вид обучающихся, согласно требованиям техники безопасности).
II. Вводный инструктаж - 40 мин.
Мотивация нового материала: объяснение обучающимся хода и последовательности проведения занятия. Формулировка темы занятия, целей и задач занятия.
Актуализация опорных знаний. Проверка знаний необходимых для занятия.
Вопросы:
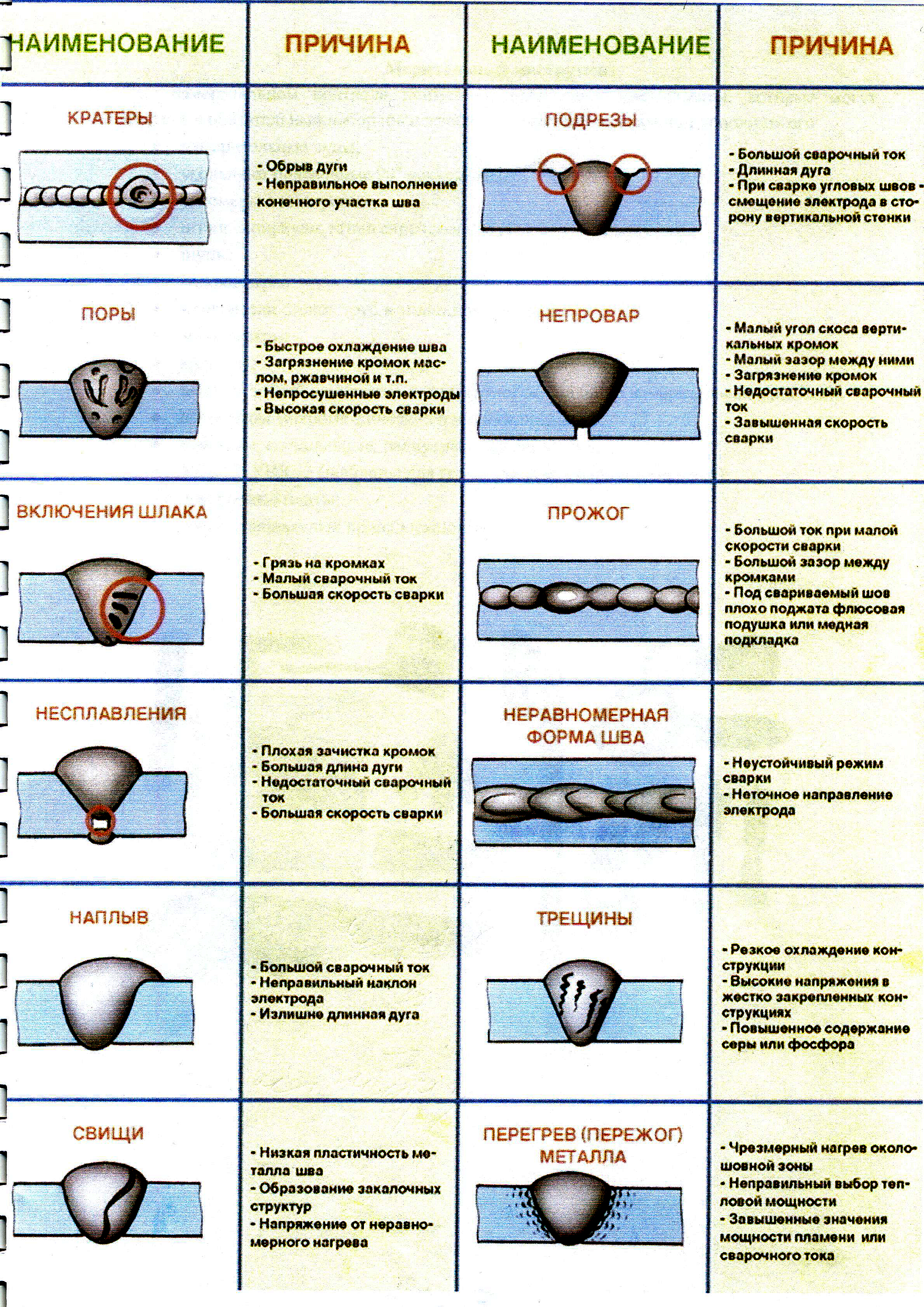
Назвать виды дефектов сварных соединений.
Что такое неразрушающий метод контроля сварных соединений.
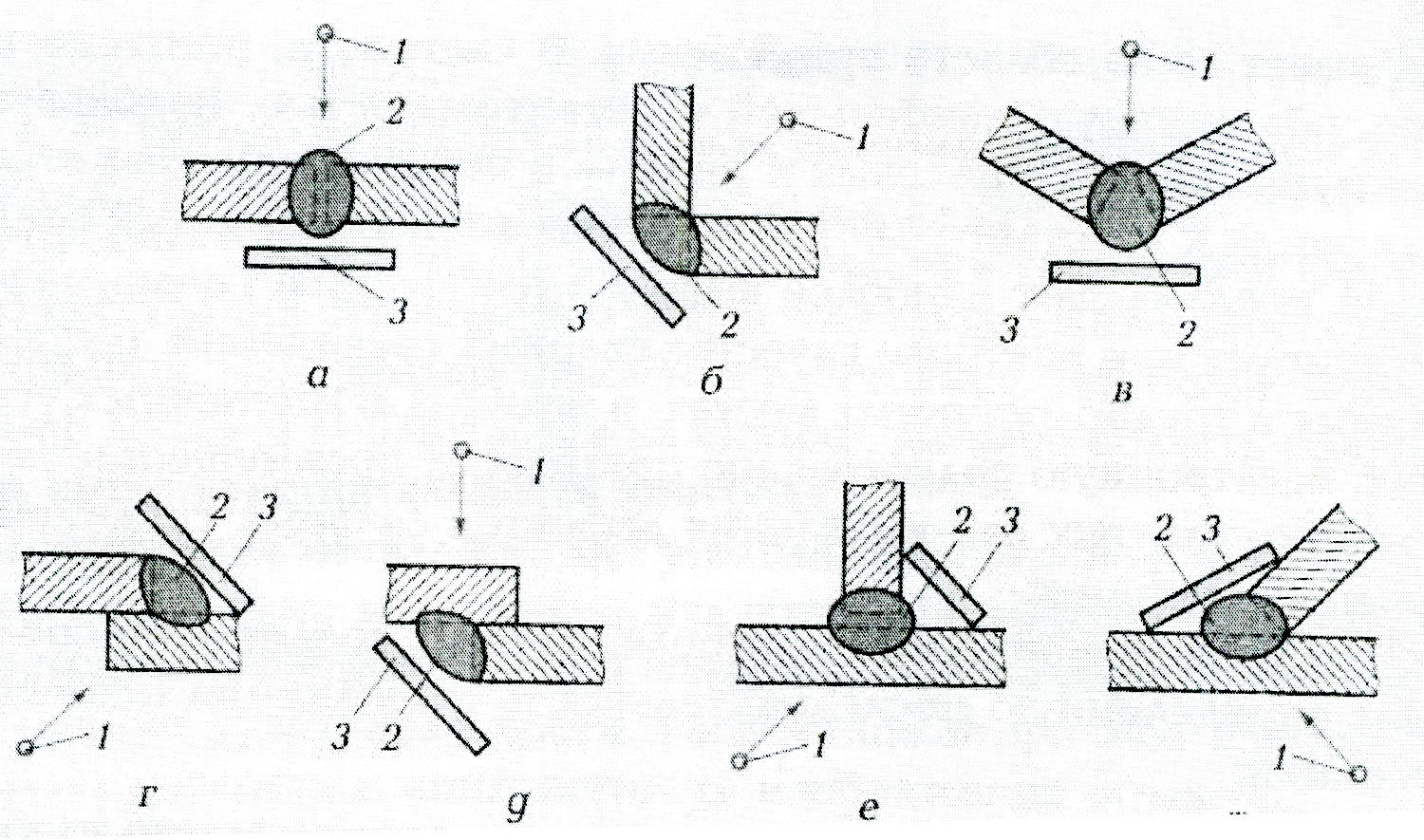
Назвать причины приводящие к образованию дефектов в сварных соединениях (Приложение 1).
2.3. Объяснение нового материала.
Объяснить значимость функции контроля для профессии сварщик.
Организация рабочего места при оценке качества сварных швов.
3. Ознакомление с контрольно - измерительными инструментами
(Приложения 2-9).
Порядок обращения с ними.
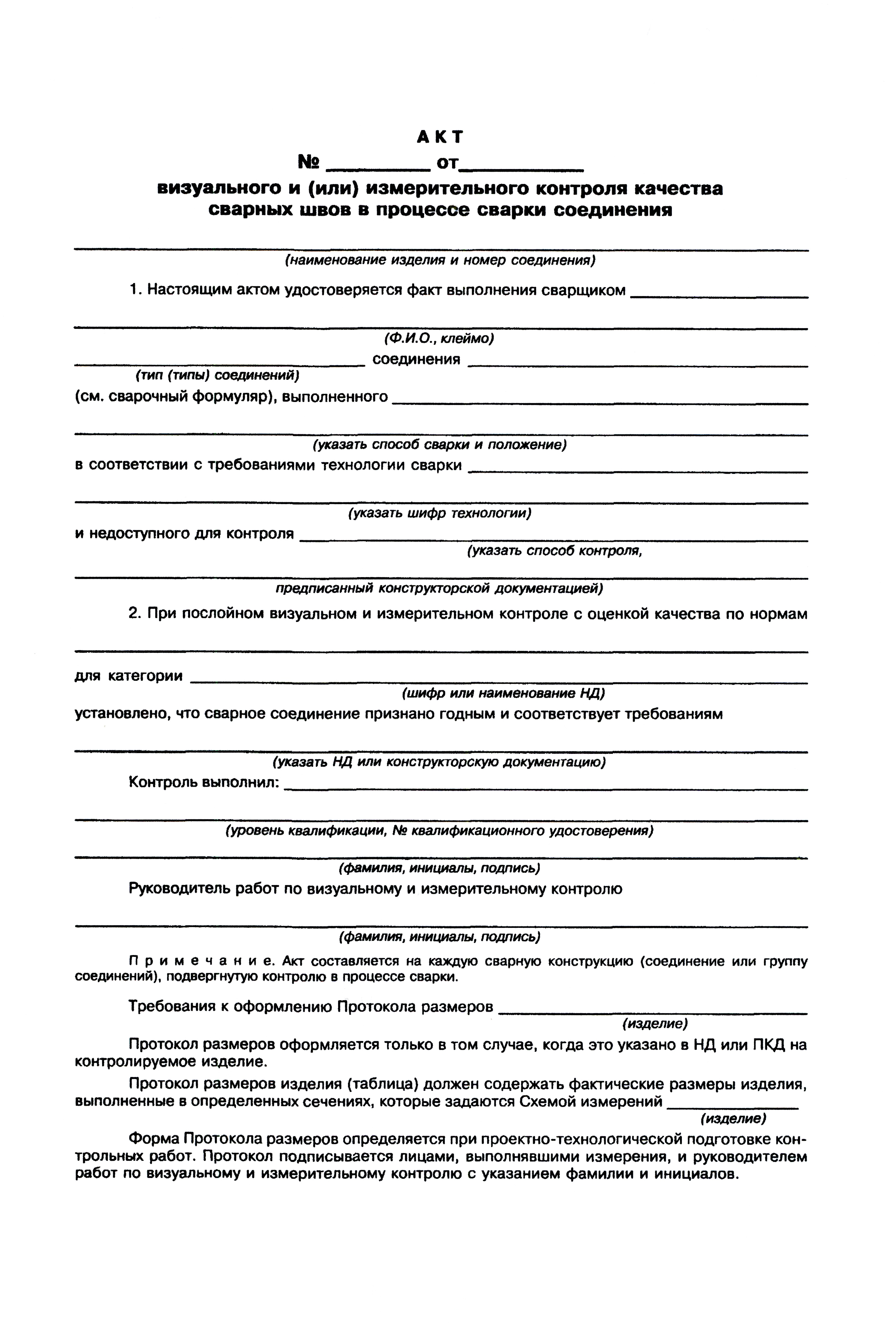
4. Ознакомление с актом визуального контроля качества сварных швов
(Приложение 12).
5. Показ дефекта сварного шва - подрезов по линии сплавления
сварного шва - образца.
6. Разъяснение причины возникновения подреза сварного шва
(неправильный подбор типа электрода, сварного оборудования,
неправильный подбор режима сварки) (Приложение 10).
7. Показ мастером производственного обучения способа устранения
дефекта:
- произвести вырубку участка дефекта, зачистку и заплавку дефекта;
- показ выполненного сварного шва;
- показ визуально - измерительного контроля свариваемого образца
при помощи универсального шаблона сварщика УШС-3.
Мастер производственного обучения раздает сварочные образцы с дефектами сварных швов и задание к ним (Приложение 11).
Закрепляет правила охраны труда, безопасность выполняемых работ, особенности по организации труда.
III. Текущий инструктаж.
Целевые обходы рабочих мест:
Первый обход - проверяется организация рабочих мест.
Второй обход - проверяется освоение умений технологии работы с контрольно - измерительным инструментом.
Третий обход - проверка освоения способов применения профессиональных знаний, умений и навыков технологии выполнения приемов и техники по вырубке дефекта, его исправления.
Четвертый обход - выясняются причины затруднения в работе и оказание помощи.
Пятый обход - производится приемка и оценка работ.
IV. Заключительный инструктаж.
Подведение итогов работы.
Разбор допущенных ошибок, причины их возникновения.
Выставление оценок, отметить обучающихся, кто из них добился отличного качества работы.
Разобрать наиболее характерные недочеты в работе обучающихся.
Выдача домашнего задания:
Повторить тему: «Производить измерения основных размеров сварных швов с помощью универсальных и специальных инструментов, шаблонов и контрольных приспособлений».
Литература, используемая при подготовке занятия:
1 .Овчинников, В. В. Технология электросварочных и газосварочных работ / В. В. Овчинников. - М.: Асадегта, 2012.
В. Контроль качества сварных соединений: учебник для студ. учреждений сред. проф. образования /В. В.Овчинников. - 2-е изд., испр. - М.: Издательский центр «Академия».2012
В. Контроль качества сварных соединений: практикум учебное пособие для студ. учреждений сред. проф. образования /В. В.Овчинников. -2-е изд., испр. - М.: Издательский центр «Академия».2009
В. Дефекты сварных соединений: учебное пособие для студ. учреждений нач. проф. образования и профессиональной подготовки /В. В.Овчинников. - 2-е изд., испр. - М.: Издательский центр «Академия», 2008.
5.Учебное пособие Ю. А. Якуба «Справочник мастера производственного обучения», Москва, «Академия», 2000 год.
6.Учебное пособие Г. И.Кругликов «Учебная работа мастера профессионального обучения», Москва, «Академия», 2008 год.
7.Учебное пособие Н. В.Пыжков и др. «Организация производственного обучения», Екатеринбург, 2005 год.
Справочная литература ГОСТы:
1. ГОСТ РИСО 6520-1-2012 «Сварка и родственные процессы.
Классификация дефектов геометрии и сплошности в металлических
материалах» част 1 сварка плавлением.
2. Инструкция по визуальному и измерительному контролю РД 03-606-
03.
3 .Иллюстрированное пособие А. «Дефекты сварных соединений» -издательство «СОУЭЛО», 2007г.
Литература, рекомендуемая обучающимся:
1. Контроль качества сварных соединений : учебник для студ. учреждений сред. проф. образования /В. В.Овчинников. - 2-е изд., испр. - М.: Издательский центр «Академия».2012.
| №№ п/п | Фотографии сварного шва | Название дефекта шва | Причины возникновения дефекта шва | Методы устранения дефекта шва |
| | | | | |
| | | | | |
| | | | | |
| | | | | |

2. Контрольные вопросы
1 Какие дефекты сварных соединений являются внешними и внутренними?
2.Что называют непроваром, наплывом, подрезом, шлаковым включением, пористостью, трещиной?
Каковы причины образования разных видов дефектов?
Какие дефекты в сварных соединениях допустимы с ограничениями, а какие — нет? Вывод:______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
ЗАДАНИЯ ПО УЧЕБНОЙ ПРАКТИКЕ
1. Выполнить работу по определению вида дефекта по сварным
образцам.
2. Устранить возможными способами дефекты.
3. Выполнить внешний осмотр сварного образца, используя шаблоны и инструмент для контроля.
| |
| |
| | |
| | |
| | |
| | |



| | |
| | |

| | |
| | |


| |
| |

| 8. Назовите параметры, контролируемые при подготовке деталей к сборке и сборке под сварку | |
|
|
|
| 9. Назовите геометрические параметры сварных швов и дефектов, изображенных на рисунках. Назовите виды технического контроля | |
| | |


| 10. Перечислите измерительный инструмент, изображенный на рисунках. Назовите вид контроля, при котором он применяется. Технология измерения параметров | |
|
|
|


| 11. Назовите вид технического контроля, при котором измеряются изображенные параметры сварочного соединения. Дайте характеристику этого вида контроля и поясните технологию его выполнения. | |
| | |


| 12. Назовите вид сварки, посредством которой выполнено сварное соединение. Охарактеризуйте измерительный инструмент и измеряемые геометрические параметры сварного шва. | |
|
|
|
| 13. Назовите метод выявления внутреннего дефекта сварного соединения. Дополните рисунок. Поясните технологию выполнения данного вида контроля. | |
|
| |



| 14. Назовите вид контроля представленных сварных соединений. Поясните технологию выполнения метода контроля. Дополните рисунок. |
| |
| 15. Назовите оборудование, изображенное на рисунках. Его назначение и область применения. Дополните рисунок. |
|
|

| 16. Назначение, принцип работы и устройство изображенного оборудования для контроля. Назовите метод контроля, при котором используется данное оборудование. |
|
|
| 17. Проведите сравнительный анализ методов контроля, изображенных на рисунках. Дополните рисунки. | |
|
|
|
|
|
|
Мерительный инструмент
При измерительном контроле применяют следующие инструменты, которые могут входить в обязательный набор инспектора технического надзора или дополнять его:
измерительные лупы;
угольники поверочные 90° лекальные;
угломеры с нониусом;
штангенциркули, штангенрейсмасы и штангенглубиномеры;
щупы;
микрометры;
измерители стенок труб и толщиномеры индикаторные;
микрометры;
калибры;
металлический измеритель длины (рулетки, стальные измерительные линейки);
нутромеры микрометрические и индикаторные;
шаблоны: специальные, радиусные, резьбовые и др.;
УШС-2, УШС-3 (шаблоны для геометрических параметров швов);
поверочные плиты;
набор специальных принадлежностей.






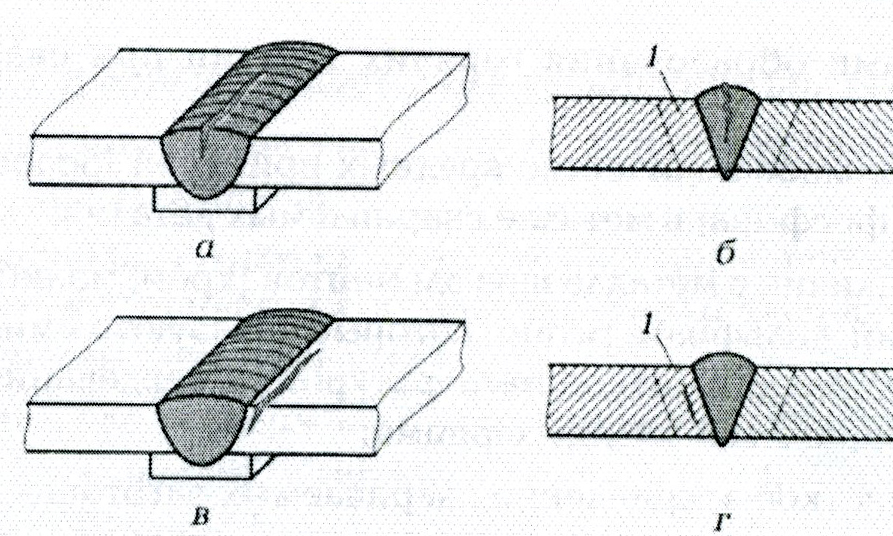
Рисунок 1. Влияние тока на форму и размеры сварного шва

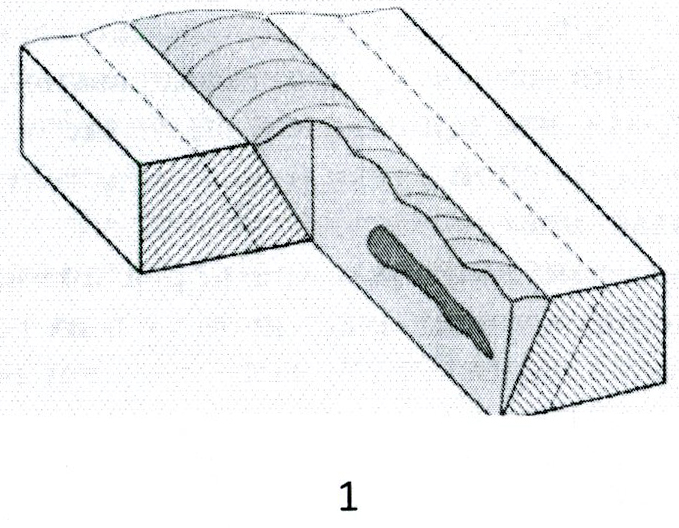
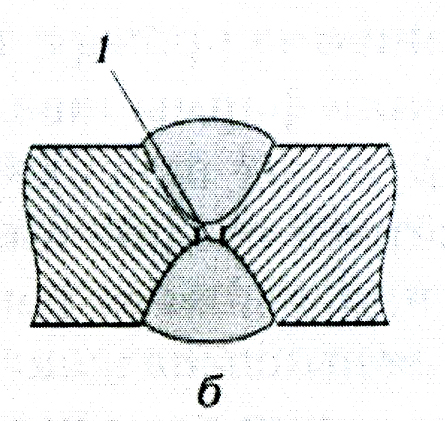
Рисунок 2. Влияние напряжения дуги на форму и размеры сварного шва.
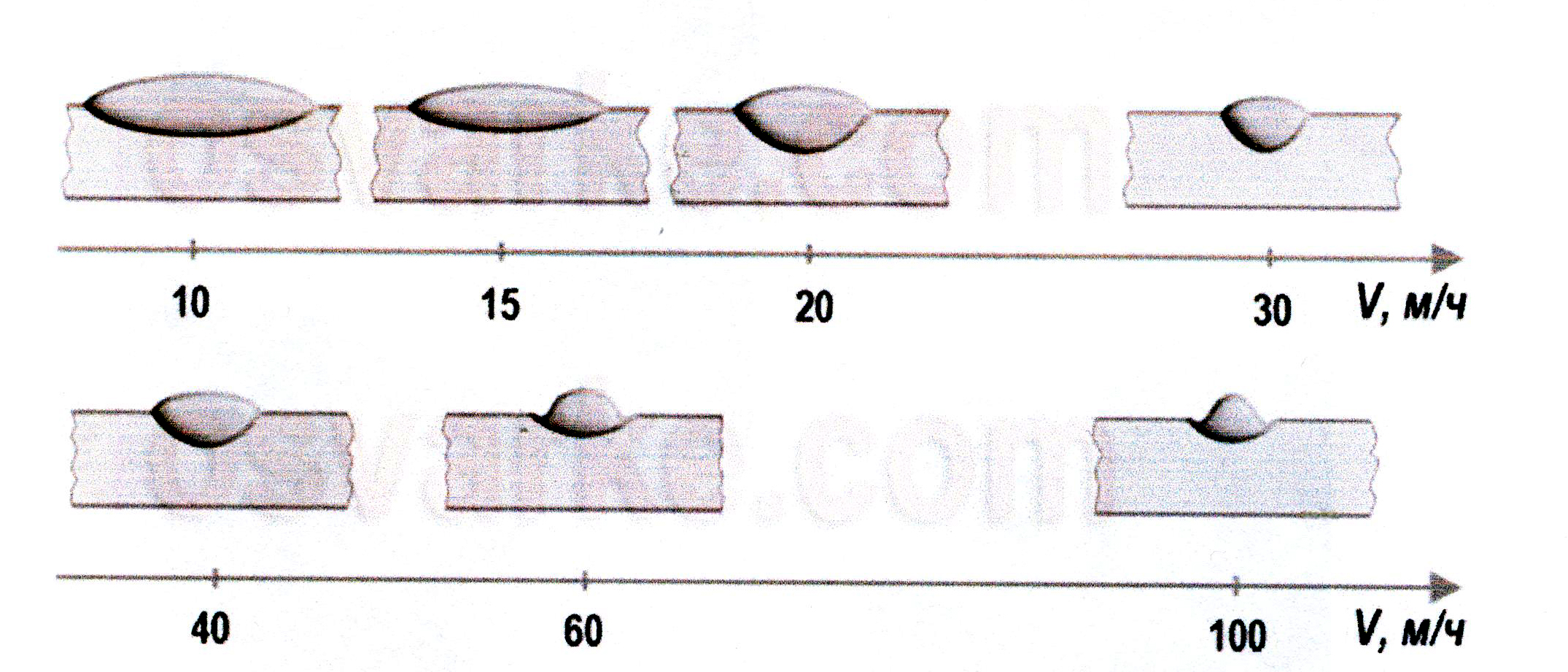
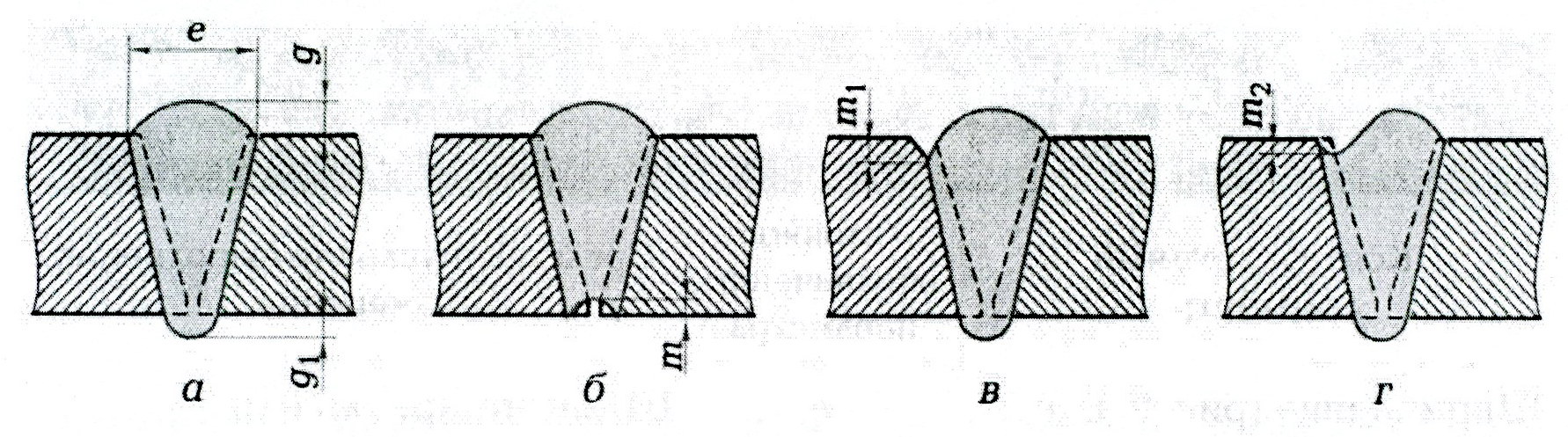
Рисунок 3. Влияние скорости сварки на форму и размеры шва.









Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

