Россия, Покров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 07.07.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 23.06.2021 18:18

Ионова Ирина Александровна
преподаватель по профессии "Оператор швейного оборудования"
45 лет
Местоположение
Методические рекомендации по теме "Прорезные карманы" учебной дисциплины МДК 02.01 Технология обработки текстильных изделий по профессии 29.01.08 Оператор швейного оборудования
Категория:
Прочее
17.05.2021 23:38

Просмотр содержимого документа
«Методические рекомендации по теме "Прорезные карманы" учебной дисциплины МДК 02.01 Технология обработки текстильных изделий по профессии 29.01.08 Оператор швейного оборудования»
Методические рекомендации по обработке прорезных карманов различными способами.
Карманы в одежде костюмно-пальтового ассортимента подразделяют на две группы: внешние и внутренние. Внешние карманы в свою очередь делят на прорезные, непрорезные (расположенные в швах или рельефах) и накладные. В зависимости от вида изделия и используемого материала возможны различные методы обработки карманов.
Обработка прорезных карманов
В плечевых изделиях, в зависимости от расположения, различают боковые и верхние прорезные карманы. Классификация прорезных карманов по оформлению входа представлена на рисунке 1.
Обработка карманов в общем виде состоит из нескольких этапов.
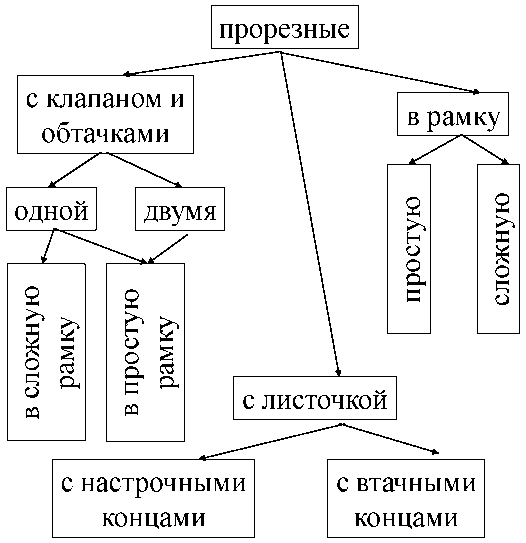
Рисунок 1. - Классификация прорезных карманов
по оформлению входа
На первом этапе из деталей кроя формируют полуфабрикат, из которого на последующих этапах получают готовый узел. В зависимости от вида кармана, применяемых методов обработки и оборудования, количество операций, необходимых для перехода от одного конструктивного состояния к другому, будет различным. Заготовка деталей, оформляющих вход в карман, тоже различна.
Клапаны выкраивают таким образом, чтобы направление нитей основы на них совпадало с направлением нитей основы на основной детали, на которой расположен карман.
В некоторых случаях при использовании тонких костюмных тканей, или при невозможности дублирования основного материала, может дублироваться подкладка клапана, что также увеличивает формоустойчивость.
После дублирования клапаны обтачивают подкладкой клапанов швом шириной 0,5 см. Строчку прокладывают по подкладке клапана, клапан при этом посаживают в уголках на 0,1—0,2 см для костюмных и на 0,2—0,3 см для пальтовых тканей. Припуски швов обтачивания подрезают в уголках, не доходя до строчек на 0,1—0,2 см.
При использовании полуавтомата для обтачивания клапанов автоматически производится обтачивание по контуру, заданному шаблоном (рисунок 2.), и подрезаются припуски шва на расстоянии 0,5 см от строчки.
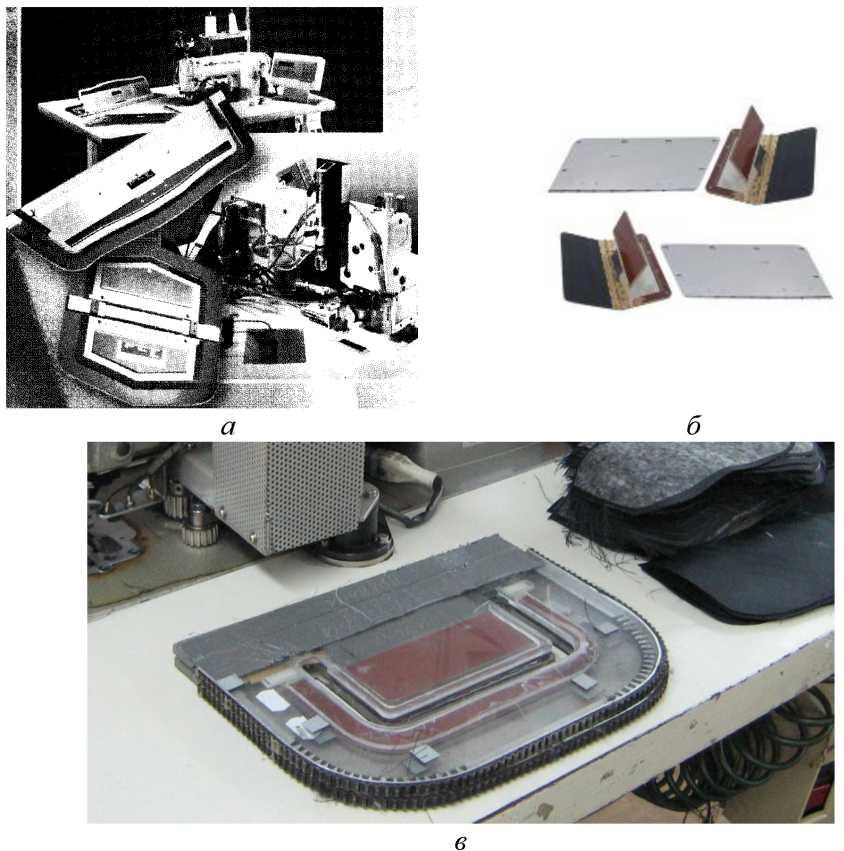
Рисунок 2. - Внешний вид полуавтомата (а) и шаблоны (б, в)
для обтачивания клапанов
Однако припуски шва в уголках дополнительно вручную рассекают (в закругленных уголках) или подрезают до 0,1-0,2 см (в острых уголках).
Клапаны вывертывают, выправляя уголки с помощью колышка или с использованием петли из ниток, подложенных под строчку при обтачивании и после вывертывания удаляемых.
В зависимости от свойств основного материала клапан выметывают на специальной машине однониточного цепного стачивающего стежка перед приутюживанием и прокладыванием отделочной строчки или приутюживают с использованием шаблонов на прессе. Основное требование к этим операциям - выправление канта из клапана величиной 0,1—0,2 см для костюмных и 0,2-0,3 см для пальтовых тканей.
Прокладывание отделочной строчки без предварительного выметывания или приутюживания производят с использованием спецприспособления для выправления канта.
После приутюживания готового клапана нитка выметывания удаляется, а на клапане или его подкладке, в зависимости от вида кармана, намечается линия притачивания к основной детали. Она наносится мелом или карандашом при помощи вспомогательного лекала или путем выдавливания линии на модифицированном прессе.
Обтачки карманов выкраивают вдоль нитей основы ткани таким образом, чтобы использовать их сложенными вдоль посередине или на 1/3 ширины. Обработка обтачек шириной до 0,7 см состоит в их заутюживании изнаночной стороной внутрь.
При использовании обтачек карманов шириной более 0,7 см, их обработка усложняется. В зависимости от вида основного материала обтачки дублируются наполовину, полностью или с заходом прокладки на 0,7-1,0 см за линию сгиба.
Для придания формоустойчивости широким обтачкам карманов могут использоваться неклеевые прокладки. При использовании неклеевых прокладок детали предварительно скрепляют строчкой ниже линии перегиба, затем заутюживают.
Листочки, аналогично клапанам, обычно выкраивают так, чтобы их нити основы совпадали с направлением нитей основы на основной детали. В зависимости от способа закрепления концов листочки различают прорезные карманы с листочками с настрочными и втачными концами. Обработка листочек в этих карманах различная.
Листочки с настрочными концами обрабатывают аналогично клапанам. При использовании листочки, цельнокроеной с ее подкладкой, обтачивают только концы листочки. В изделиях из пальтовых тканей цельнокроеная листочка имеет сложную конфигурацию (рисунок 3. а). Швы обтачивания концов листочки смещают к ее внутренней стороне (рисунок 3. б), разутюживают для уменьшения толщины боковых краев листочки и, тем самым, для упрощения их настрачивания.
На внутренней стороне листочки намечают линию притачивания ее к основной детали, определяющую ширину листочки в готовом виде. Если до притачивания листочки к переду она соединяется с подкладкой кармана, то линия ширины листочки в готовом виде наносится с ее внешней стороны. По намеченной линии прокладывают строчку стачивания листочки с подкладкой кармана.
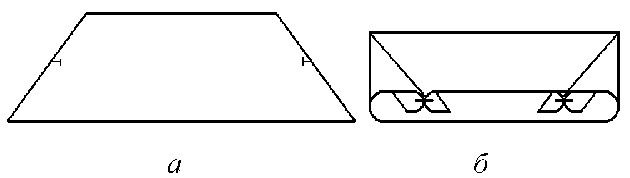
Рисунок 3. - Обработка листочки с настрочными концами в изделиях
из толстых материалов
Листочки с втачными концами обрабатывают значительно проще. Их заготовка состоит в дублировании, заутюживании пополам и намелке линии притачивания к основной детали.
Подкладка кармана составляет внутреннюю часть кармана. Она может быть выкроена из одной или двух частей из хлопчатобумажных, смесовых или синтетических тканей или формоустойчивых трикотажных полотен.
Обработка подкладки кармана состоит в соединении ее частей с подзором и нижней обтачкой кармана (в карманах с обтачками).
Подзор закрывает подкладку кармана на уровне входа в карман, поэтому его выкраивают из основного или подкладочного материала в зависимости от вида кармана.
Подзор соединяют с подкладкой кармана накладным или стачным швом. В первом случае, используемом в карманах с клапаном, подзор выкраивают из подкладочной ткани (такой же, как и подкладка клапана). Настрачивание подзора на подкладку кармана осуществляют по нижнему краю, подгибая срез подзора на 0,7—1,0 см внутрь и прокладывая строчку на 0,1—0,2 см от сгиба. Верхние срезы подкладки кармана и подзора уравнивают.
Во втором случае, применяемом в карманах без клапанов (в рамку, с листочками) подзор выкраивают из основного материала. Такой подзор является более формоустойчивым, чем из подкладочной ткани. Подкладку притачивают к нему швом шириной 0,7—1,0 см. Припуски шва отгибают в сторону подкладки кармана.
К нижней обтачке кармана подкладку кармана притачивают швом 0.7—1,0 см и отгибают припуски шва в сторону подкладки кармана. Соединение нижней обтачки с подкладкой кармана может осуществляться и после разрезания входа в карман и вывертывания припусков швов на изнаночную сторону. Особенно часто такая последовательность применяется при использовании цельнокроеной подкладки кармана в карманах с клапанами и в карманах «в рамку».
Долевик предназначен для предохранения входа в карман от растяжения. Выкраивается он вдоль нитей основы из клеевых или неклеевых прокладочных материалов.
Намелку места расположения кармана осуществляют с лицевой стороны в зависимости от вида кармана одной или двумя линиями вдоль кармана и двумя поперек - в концах кармана - по вспомогательному лекалу.
Долевик располагают с изнаночной стороны переда вдоль входа в карман, при этом концы долевика должны выходить за концы кармана на 2,0-3,0 см. Клеевой долевик приклеивают на прессе или утюгом. При фронтальном дублировании всего переда долевики могут не применяться, т. к. их роль выполняет дублирующая прокладка.
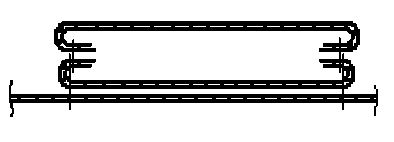
При обработке любого прорезного кармана с основной деталью соединяют две детали, оформляющие вход в карман, таким образом, что с изнаночной стороны образуется рамка, ограниченная строчками притачивания деталей (рисунок 4.). Строчки при этом должны располагаться параллельно друг другу на расстоянии не менее 1,0 см и заканчиваться закрепками точно в концах кармана (по поперечной разметке с лицевой стороны).
После проверки качества притачивания деталей, оформляющих вход в карман, основную деталь с долевиком разрезают с изнаночной стороны посередине между строчками, не доходя 1,0—1,5 см до концов кармана, затем на уголки, не доходя до концов строчек 0,1-0,15 см. Припуски швов притачивания деталей вывертывают на изнаночную сторону, детали выправляют. Концы кармана закрепляют с изнанки тройной обратной строчкой, подтягивая обтачки кармана и листочку (в карманах с листочкой с втачными концами) для предотвращения их слабины и провисания в готовом изделии, и расправляя рассеченные уголки в концах кармана.
Срезы подкладки кармана стачивают швом шириной 1,0 см. В изделиях с отлетной подкладкой подкладка кармана может обметываться. Стачивание подкладки кармана может совмещаться с закреплением концов кармана: в этом случае строчку начинают и заканчивают закреплением концов кармана.
По модели могут дополнительно выполняться вертикальные закрепки на полуавтомате в концах кармана с лицевой стороны.
При обработке прорезных карманов с клапаном и одной обтачкой в зависимости от толщины основного материала соединение обтачки кармана с передом осуществляется краевым обтачным швом в простую (рисунок 5. а) или сложную рамку (рисунок 5. б).
Намелку места расположения кармана в первом случае осуществляют четырьмя линиями: двумя продольными, с расстоянием между ними, равным удвоенной ширине обтачки в готовом виде, и двумя поперечными.
По одной из намеченных линий притачивают клапан, уложенный подкладкой вверх между поперечными линиями намелки, совмещая
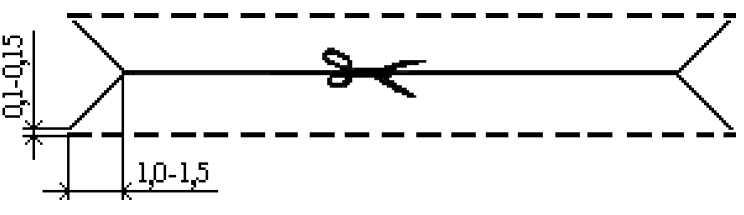
Рисунок 4. - Схема разрезания входа в карман
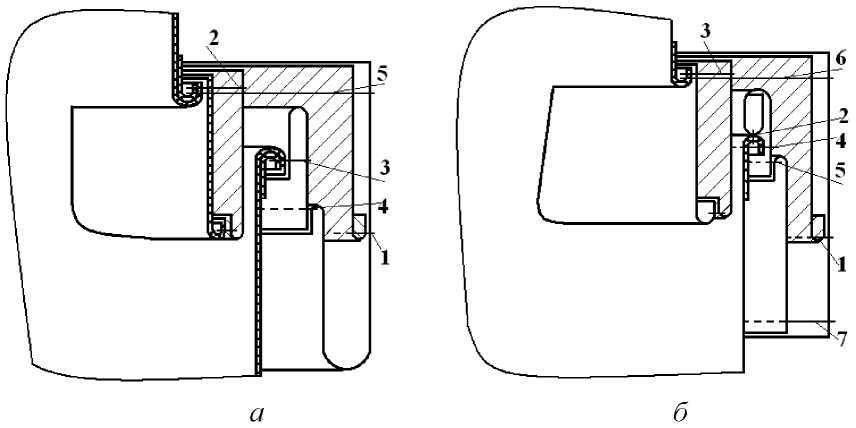
Рисунок 5. - Обработка боковых прорезных карманов
с клапаном и одной обтачкой:
а - в изделиях из тонких и средних тканей,
б - в изделиях из толстых тканей
намеченные линии на переде и клапане. Ко второй линии сгибом укладывают обтачку кармана, симметрично выпуская концы обтачки за поперечные линии намелки, широкой стороной вверх, строчку прокладывают от сгиба обтачки на расстоянии, равном ширине обтачки в готовом виде строго между поперечными линиями намелки (рисунок 6.).
После разрезания входа в карман и вывертывания припусков швов притачивания деталей на изнаночную сторону подзор с подкладкой кармана притачивают к шву притачивания клапана к переду, уравнивая верхние срезы деталей (строчка 5, рисунок 5. а и строчка 6, рисунок 5. б).
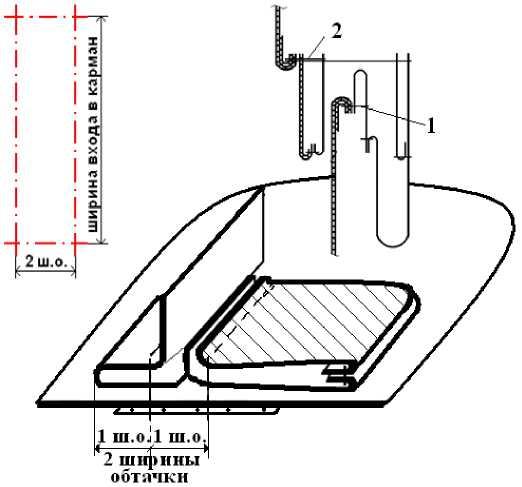
Рисунок 6. - Схема
обработки кармана с
клапаном и одной
обтачкой
В изделиях из толстых тканей (рисунок 5. б) место расположе-
ния кармана намечают одной линией вдоль и двумя поперек в концах
кармана. Обтачку кармана предварительно не обрабатывают. Незаутю-
женную обтачку укладывают срезом к продольной меловой линии на
переде, отступая от нее на 0,1 см, и притачивают швом шириной, рав-
ной ширине обтачки в готовом виде (строчка 2, рисунок 5. б). По
намеченной линии притачивают клапан.
После разрезания входа в карман шов притачивания обтачки кар-
мана разутюживают, огибают обтачкой припуск шва, формируя нужную
ширину обтачки в готовом виде, и прокладывают закрепляющую строч-
ку по шву или на расстоянии 0,1 см от него по переду (строчка 4, рису-
нок 5. б).
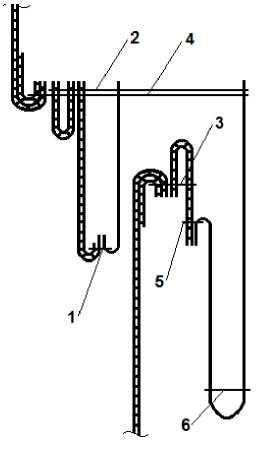
Прорезные карманы с клапаном и двумя обтачками применя-
ются в изделиях из тонких тканей, поэтому соединение нижней обтачки
с передом осуществляют обтачным швом в простую рамку (рисунок
7.). При обработке таких карманов на универсальной машине предва-
рительно собирают узел из обтачки кармана, клапана и подкладки кар-
мана (строчка 2, рисунок 7.). В этом случае на клапане с лицевой сто-
роны намечают линию укладывания сгиба верхней обтачки кармана
(ширина клапана в готовом виде, уменьшенная на ширину обтачки в го-
товом виде). Далее на подкладку кармана с подзором укладывают кла-
пан, совмещая верхние срезы. На клапан, сгибом к намеченной линии,
укладывают обтачку кармана (боковые срезы обтачки кармана и под-
кладки с подзором уравнивают, выпуская симметрично за боковые сто-
роны клапана) и прокладывают скрепляющую строчку на расстоянии,
равном ширине обтачки в готовом виде от сгиба обтачки.
Прорезные карманы в рамку (без клапана) оформляют двумя обтачками, соединенными с передом краевым обтачным швом в простую (рисунок 8. а) или сложную (рисунок 8. б) рамку.
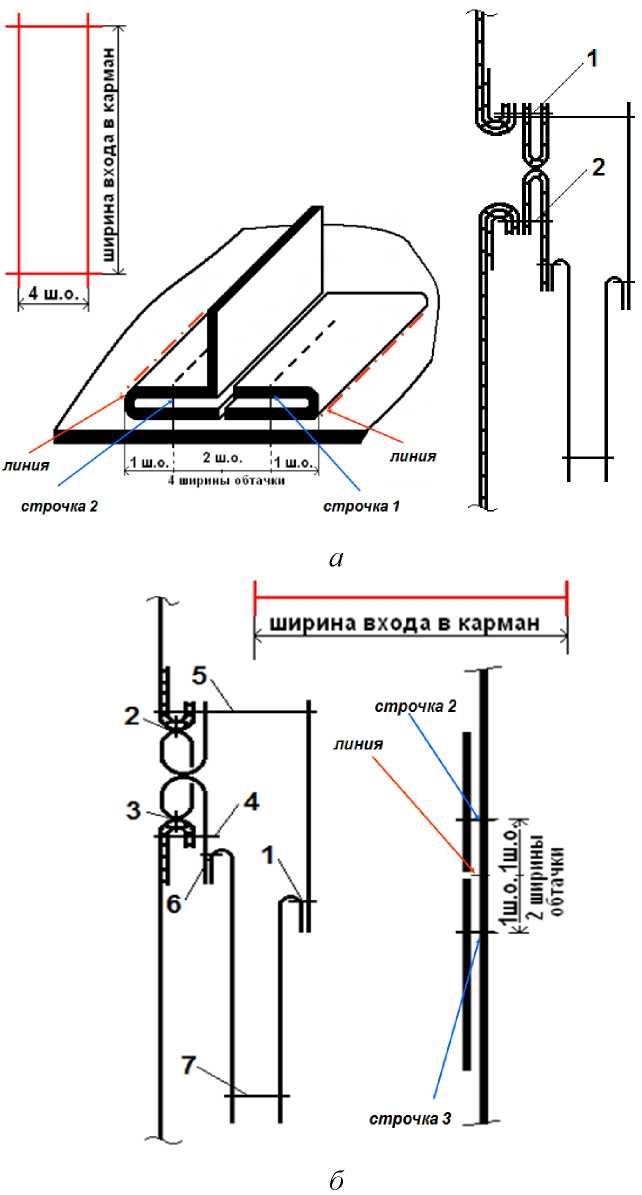
Рисунок 8. - Схема обработки прорезного кармана
с двумя обтачками:
а - в простую рамку, б - в сложную рамку
В каждом случае подзор кармана выкраивают из основного материала и соединяют с подкладкой кармана стачным швом взаутюжку.
Для изделий из тонких и средних по толщине материалов и карманов с прямой прорезью (рисунок 8. а) место расположения кармана на переде намечают четырьмя линиями: расстояние между продольными равно удвоенной ширине двух обтачек в готовом виде. Заутюженные обтачки кармана укладывают сгибами к намеченным линиям и притачивают строчкой, проложенной на расстоянии от сгибов, равном ширине обтачки в готовом виде.
Обработка входа в карман швом в сложную рамку (рисунок 8. б) применяется в изделиях из толстых тканей или из других тканей, если карманы имеют криволинейную прорезь. В этом случае обтачки предварительно не обрабатывают, место расположения кармана на переде намечают тремя линиями (одной линией вдоль и двумя поперек в концах кармана). Обтачки кармана укладывают срезами к намеченной линии и притачивают к переду швом шириной, равной ширине обтачек в готовом виде (строчки 2 и 3). После разрезания входа в карман швы притачивания обтачек разутюживают, огибают обтачками и закрепляют строчками (строчки 4 и 5). Под верхнюю обтачку кармана при этом подкладывают подзор, уравнивая верхние срезы.
В изделиях из облегченных тканей, куртках карманы в рамку могут обрабатываться с использованием тесьмы-молнии (рисунок 9. а). Тесьму-молнию притачивают к переду одновременно или до притачивания подзора к переду и стачивания подкладки кармана.
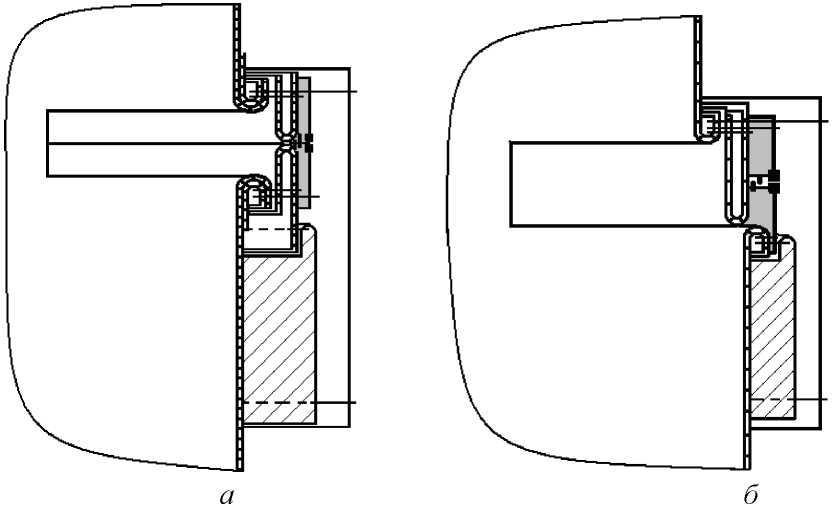
Рисунок 9. - Обработка карманов,
застёгивающихся на тесьму-молнию:
а - в рамку, б - с листочкой
Прорезные карманы с листочками обрабатываются как с втачными, так и с настрочными концами.
В первом случае обязательно используют подзоры из основной ткани, закрывающие подкладку по входу в карман. Подзор может быть цельнокроеным с подкладкой кармана, которую в этом случае выкраивают из основного материала (рисунок 9 б).
Намелка места расположения прорезных карманов с листочками с втачными концами осуществляется четырьмя линиями: двумя вдоль, с расстоянием между ними, равном ширине листочки в готовом виде, и двумя поперек - в концах кармана.
На листочке с внутренней стороны отмечают её ширину в готовом виде. Для притачивания листочки к переду ее укладывают, совмещая намеченные на переде и листочке линии, выпуская концы листочки равномерно за поперечные линии намелки, и прокладывают строчку 1 по намелке строго между поперечными линиями (рисунок 10.).
Строчкой 3 притачивают подзор, цельнокроеный с подкладкой кармана, к переду. Срез подзора при этом заходит за линию разметки на 0,7-,0 см, строчку прокладывают по намеченной на переде линии (рисунок 10.).
Место расположения боковых прорезных карманов с листочками с настрочными концами намечают тремя линиями - одной вдоль кармана и двумя поперек в концах.
Листочку с обработанными концами притачивают к переду по намелке, при этом совмещаются линии, намеченные на обеих деталях. Подзор в таких карманах отсутствует, так как подкладку кармана притачивают к переду на расстоянии 1,0 см от шва притачивания листочки, и она находится далеко от верхнего края листочки (рисунок 11.).
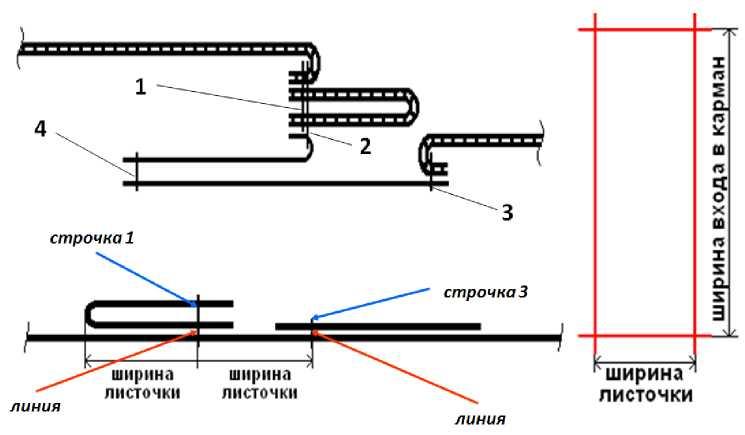
Рисунок 10. - Схема обработки прорезного кармана
с листочкой с втачными концами
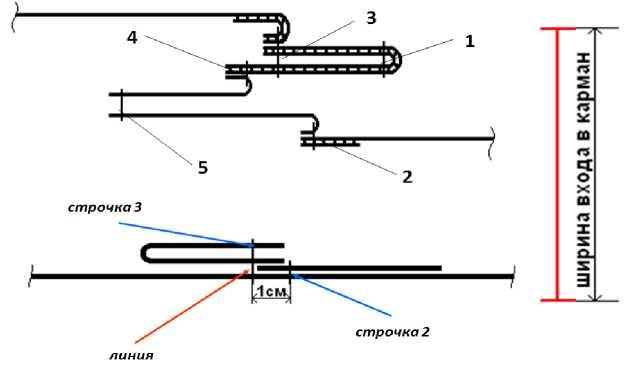
Рисунок 11. - Схема обработки прорезного кармана
с листочкой с настрочными концами
Настрачивание концов листочки на перед осуществляется до или
после стачивания подкладки кармана. Обычно прокладывают две
строчки: первая - на расстоянии 0,1-0,2 см от края листочки, начиная от
шва притачивания, затем на уголок, и вторая - по отделочной строчке.
В моделях без отделочных строчек используется «скрытое» на-
страчивание (рисунок 12.). С этой целью при выправлении канта из ли-
сточки при ее приутюживании оставляются напуски 0,2-0,3 см из ли-
сточки и ее подкладки, не ухудшающие внешний вид детали. Настрачи-
вание концов листочки осуществляется только по внутренней части ли-
сточки, отгибая листочку.
Верхние прорезные карманы с листочками чаще всего обраба-
тывают в пиджаках. При этом могут использоваться различные методы
обработки (рисунок 13.).
Так как верхнюю часть переда пиджака всегда дублируют, то в
кармане может отсутствовать долевик. Разметку кармана осуществляют
одной линией вдоль и двумя поперек в концах кармана.
В верхнем прорезном кармане может отсутствовать подзор (рису-
нок 13. а), поскольку листочка с настрочными концами.
Верхние срезы подзора или подкладки кармана уравнивают с
намеченной линией и притачивают к переду швом шириной 1,0 см меж-
ду поперечными линиями намелки (строчка 1, рисунок 13 а, б).
Рисунок 12 - «Скрытое»
настрачивание концов листочки
Листочку притачивают к пе-
реду по намеченной линии, совме-
щая линии намелки на листочки и
переде (рисунок 13 а), или пере-
крывая её на 1 см (рисунок 13 б).
Шов притачивания листочки к пере-
ду заутюживают (рисунок 13 а)
или разутюживают (рисунок 13 б).
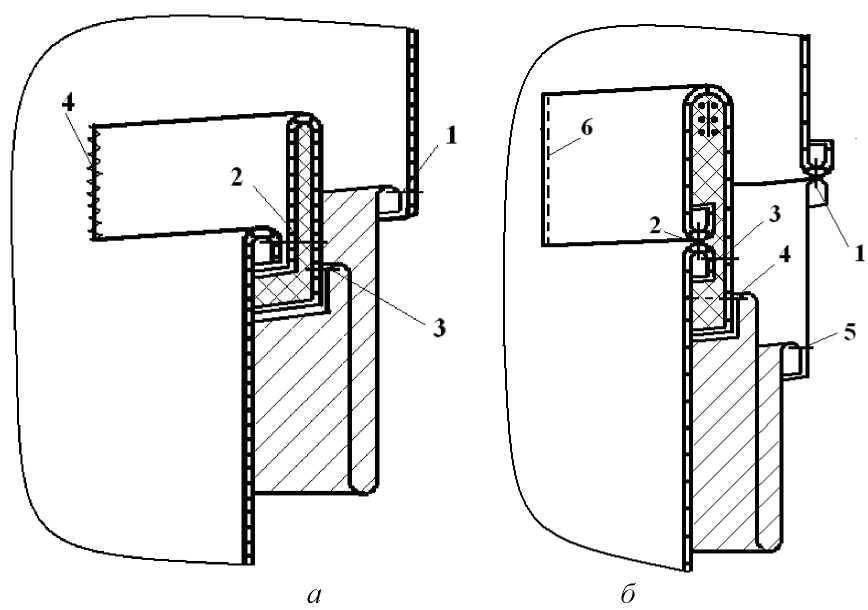
Рисунок 13. - Верхние прорезные карманы с листочками:
а - без подзора, б - с подзором
Разрезают вход в карман, выправляют подзор (подкладку) и припуск шва притачивания листочки на изнаночную сторону. Притачивают вторую сторону подкладки кармана к листочке (строчка 3, рисунок 13 а) швом шириной 0,7-1,0 см. Стачивают боковые стороны подкладки кармана швом шириной 1,0 см. Уголки прорези в концах кармана не закрепляют, а направляют внутрь кармана.
Настрачивание концов листочки осуществляется на машине зигзагообразной строчки шириной зигзага 0,1-0,2 см (строчка 4, рисунок 13. а) или на универсальной машине (строчка 6, рисунок 13 б).
Для повышения эффективности и улучшения качества изготовления прорезных карманов широко используются специализированные швейные машины, специальные приспособления, полуавтоматы. Так, для настрачивания подзоров на подкладку карманов используют специальные лапки для подгибания срезов, для обтачивания клапанов - полуавтоматы, для притачивания деталей, оформляющих вход в карман, - двухигольные машины, машины с ножом и полуавтоматы (рисунок 14.).
Схема сборки прорезного кармана на полуавтомате показана на рисунке 14. Несмотря на то, что вывертывание карманов осуществляется вручную, а закрепление концов и стачивание подкладки карманов - на универсальной машине, производительность труда при обработке кармана на полуавтомате повышается более чем в 3 раза.

Рисунок 14. - Внешний вид полуавтомата для обработки
прорезных карманов

Рисунок 15. - Схема обработки на полуавтомате прорезного кармана с клапаном и двумя обтачками












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ




