
Россия, Сургут


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 08.05.2026 08:11

Мухамедьярова Луиза Наильевна
Преподаватель
56 лет
Местоположение
Специализация
Методические рекомендации по выполнению практических работ ПМ 3 Формы и методы контроля качества металлов и сварных конструкций
Категория:
Прочее
10.12.2021 10:54

Просмотр содержимого документа
«Методические рекомендации по выполнению практических работ ПМ 3 Формы и методы контроля качества металлов и сварных конструкций»
 Автономное учреждение
Автономное учреждение
профессионального образования
Ханты-Мансийского автономного округа – Югры
«Сургутский политехнический колледж»
Структурное подразделение - 2
Методические рекомендации
по выполнению практических работ
по модулю ПМ.03 Контроль качества сварочных работ
Специальность: 23.02.06 Сварочное производство
Наименование профиля: технический
Сургут 2016
Методические рекомендации по выполнению практических работ по модулю ПМ.03 Контроль качества сварочных работ
Составитель: Мухамедьярова Л. Н., преподаватель
Рекомендована профессионально-методическим объединением «Металлообработка», протокол №10 от «10» июня 2016 г.
Перечень практических работ
№ п\п
Название
практических занятий
Количество часов
30
Формируемые компетенции
(в соответствии с ФГОС)
ОК и ПК
По предложенным маркам углеродистых сталей определить их виды и область применения
2
Определять причины, приводящие к образованию дефектов в
Сварных соединениях.
Обосновывать выбор и использование методов, оборудования,
аппаратуры и приборов для контроля металлов и сварных соединений.
Предупреждать, выявлять и устранять дефекты сварных соединений
и изделий для получения качественной продукции.
Оформлять документацию по контролю качества сварки.
По предложенным маркам легированных сталей определить их виды, химический состав и область применения
2
Определить основные параметры входного контроля металлов, данные записать в таблицу
2
Определение видов контроля сварочных материалов
Выполнение контроля качества сборки и прихваток наружным осмотром и обмером
2
Определить виды дефектов их формы и размеры в сварных швах.
2
По предложенным дефектам сварного шва (подрез, наплыв, пористость) определить причины их возникновения и методы устранения
2
8.
Определить и занести в таблицу дефекты влияющие на работоспособность сварных конструкций
2
9.
Определить основные методы предупреждения и устранения деформаций сварных соединений
2
10.
Определить основные методы неразрушающего контроля и дать их краткую характеристику
2
11.
Определить дефекты, выявляемые при визуально – измерительным контролем сварных соединений и швов
2
12.
Используя измерительный инструмент сварщика, определить размеры сварного шва трубы д-159мм на соответствие с ТУ данные занести в таблицу.
2
13.
Составить схему радиационного метода контроля, определить дефекты выявляемые данным методом
2
14.
Выполнить схемы контроля сварных соединений магнитными методами определить выявляемые дефекты.
2
15.
Составить таблицу дефектов сварных соединений выявляемых разрушающими методами контроля
2
| Код компетенции | Формулировка компетенции |
| ОК 02 | Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. |
| ОК 03 | Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. Использовать информационно-коммуникационные технологии в профессиональной деятельности. |
| ОК 04 | Работать в команде, эффективно общаться с коллегами, руководством, клиентами. |
| ОК 05 | Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем. |
| ОК 06 | Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. |
Общие требования безопасности при выполнении практических работ
1. Практические работы выполняются под руководством преподавателя.
2. Студенты допускаются к выполнению практических работ после прохождения инструктажа по мерам безопасности при выполнении практических работ с обязательным оформлением в журнале инструктажа. Студенты, не прошедшие инструктаж по мерам безопасности, к выполнению практических работ не допускаются.
3. Перед выполнением практической работы студенты должны изучить методику и требования по ее безопасному выполнению.
4. При выполнении практических работ на столах не должны находиться приборы и другие предметы, не используемые для выполнения данной практической работы. Приборы и оборудование на рабочем месте размещаются таким образом, чтобы исключить их падение или опрокидывание.
5. При выполнении практических работ не допускается: - прикасаться к электропроводке, арматуре общего освещения и другим токоведущим частям;
- тянуть за шнур электроприбора при отсоединении вилки из розетки; - выполнять работы при появлении дыма или запаха, характерного для горящей изоляции;
- использовать провода с видимой поврежденной изоляцией;
- самостоятельно исправлять возникшие неисправности в работе электроустановок.
Форма отчета о выполнении практической работы
Дата:_________________________________________ _________________
Практическая работа №______.
Название практической работы____________________________________
_______________________________________________________________
Цели практической работы:_______________________________
_______________________________________________________________
Приборное обеспечение, оборудование, схема установки и т.п.:_________
_______________________________________________________________
Описание хода работы:___________________________________________
_______________________________________________________________
Выводы. Качественная оценка полученных результатов. Сравнение полученных результатов с теоретическими значениями (при необходимости). К отчету могут быть приложены фотографии, схемы, таблицы, рисунки и т. п., полнее раскрывающие результаты практической работы.
Критерии оценок
Оценка знаний обучающихся производится по пятибалльной системе.
Оценка 5 ставится, если студент выполняет работу в полном объеме с соблюдением необходимой последовательности проведения экспериментальных исследований; либо расчетов в условиях и режимах, обеспечивающих получение правильных результатов и выводов; грамотно и аккуратно оформляет отчёт.
Оценка 4 ставится, если студент выполняет работу в полном объеме с соблюдением необходимой последовательности проведения экспериментальных исследований; либо расчетов в условиях и режимах, обеспечивающих получение правильных результатов и выводов; грамотно и аккуратно оформляет отчёт, но допускает несущественные ошибки, не влияющие на общий результат работы.
Оценка 3 ставится, если работа выполнена не полностью и объем выполненной части таков, что позволяет получить правильные результаты и выводы.
Оценка 2 ставится, если работа выполнена не полностью и объем выполненной части работы не позволяет сделать правильные выводы; если экспериментальные исследования и наблюдения проводились неправильно.
Выполнять пропущенные работы по уважительным и неуважительным причинам студент может на консультациях (согласно расписанию) или дома.
ПРАКТИЧЕСКАЯ РАБОТА № 1
Тема: По предложенным маркам углеродистых сталей определить их виды и область применения
Цель: Научиться разбираться в структуре кристаллических решеток стали
Оборудование: -плакаты шкалы №2 для определения величины крупного зерна - фотографии структуры зерна
Ход работы: Изучить материал по теме - строение металлов и сплавов, превращения в металлах, методы изучения структуры металлов и сплавов, применение.
Ответить на вопросы:
1. Что называют структурой металла?
2. Какие структуры металлов и сплавов различают?
3. Какими способами выполняют изучение структуры металлов и сплавов?
4. Что определяют по излому образцов
? 5. Что такое макрошлиф?
6. Как готовят макрошлиф?
7. Что можно увидеть на макрошлифе?
ПРАКТИЧЕСКАЯ РАБОТА №2.
Тема: По предложенным маркам легированных сталей определить их виды, химический состав и область применения
Цель работы: Закрепить теоретические знания, полученные на уроке, приобрести навыки работы со справочной литературой, научиться расшифровывать марки легированных сталей.
Задание:
Изучить свойства и применение легированных сталей и расшифровать ; марки сталей.
| 45Х | 20ХНР | 15ХА | 35ХГСЛ |
| 45Г | 40ХН | ШХ15 | 30ХГСНА |
| 18ХГТ | 30ХГСА | 10Г2А | 12Х2НВФА |
| 40ХГТР | 18Х2М4ВА | 12ХНЗА | 9ХС |
| 40ХС | 20ХН4ФА | 18Х2Н4ВА | ХВГ |
| 20ХМ | 38ХНЗМФА | 50ХФА | Х12Ф1 |
| 30ХЗМФ |
| 40ХНМА |
|
| 40ХФА |
| 30ХГСА |
|
| 20Н2М |
|
| |
Результаты занести в таблицу.
| № п/п | Марка сплава | Расшифровка марки сплава | Свойства | Применение |
|
|
|
|
|
|
|
|
| - |
|
|
|
|
|
|
|
|
Сделать вывод.
Ответить на вопросы:
Какая сталь называется легированной?
Классификация сталей по содержанию легирующих элементов.
Влияние легирующих элементов на свойства стали.
ПРАКТИЧЕСКАЯ РАБОТА №3
Тема:Определить основные параметры входного контроля металлов, данные записать в таблицу
Цель работы: Научиться проводить оценку соответствия поступивших на предприятие материалов заданным требованиям и оформлять документацию на входной контроль.
Задание:
По описанию металлопродукции, поступившей на входной контроль (Таблица 1), сделать заключение о ее соответствии требованиям;
На основании заключения о соответствии металлопродукции, заполнить Журнал результатов входного контроля;
Оформить Акт технической приемки и Рекламацию на продукцию (по заданию).
Оснащение:
Описание продукции, поступившей на входной контроль, форма журнала предъявления продукции на входной контроль, форма журнала результатов входного контроля, форма Акта технической приемки, форма Рекламации.
Контрольные вопросы:
Как входной контроль влияет на качество готовой продукции?
Для какой продукции оформляется Акт отбора проб? Кто его оформляет?
Какие методы контроля применяются при входном контроле продукции?
Перечисли действия сотрудника ОТК, если при проведении входного контроля выявлен брак.
Отчет должен содержать:
Заполненный фрагмент журнала результатов входного контроля;
Оформленный Акт технической приемки;
Оформленный Рекламационный акт.
Описание металлопродукции, предъявленной на входной контроль:
Таблица 1
| № | Предъявленная продукция | ГОСТ | Описание продукции | Кол-во | Поставщик |
| 1 | Лист алюминия | ГОСТ 21631-76 | единичные и групповые царапины | 1 лист | ООО «Металлопрофиль» |
| мелкая насечка | 1 лист | ||||
| пятна от пригоревшей смазки ~10% от площади листа | 10 листов | ||||
| 2 | Прутки из алюминия диаметр 45мм | ГОСТ 21488-76 | забоины вмятины мелкие трещины по поверхности, глубиной 0,5мм цвет побежалости на поверхности прутка | 100 шт | ООО «Металлопрофиль» |
| 3 | Сталь Ст3пс прокат | ГОСТ 14637-89 | На поверхности мелкие трещины, вкатанная окалина; Риски и забоины на поверхности более 15% | 5 листов | ООО «Металлист» |
| 4 | Ст3кп прокат сортовой | ГОСТ 535 – 88 | Единичный раскатанный пузырь; Небольшая рябизна на поверхности 5%; Единичные риски и потертости | 2 листа | ООО «Металлист» |
| 5 | Прокат Ст 45 | ГОСТ 1051 – 73 | Единичные трещины, глубиной 0,5мм | 10 листов | ООО «21 век» |
| 6 | Прутки латунные | ГОСТ 2060-90 | На поверхности площадью более 10% глубокие забоины | 50 шт | ООО «21 век» |
| Пресс-утяжина | 2 шт |
Форма журнала результатов входного контроля и пример заполнения
| Дата | Номенклатура | Нормативный документ | Контрагент | Предъявлено, шт | Годные, шт | НСП, шт | Замечания | Решение | Заключение о вх. контр. | № акта тех приемки/ претензии | ОТК ФИО Подпись | ||
| Доработать, шт | Использовать, шт | Брак, шт | |||||||||||
| 12.04.17 | Прокат Ст 45 | ГОСТ 1051 – 73 | ООО «21 век» | 3 листа | 2 листа | 1 | ….. | 1 | 3 | 0 | …… | NNNN |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Утверждаю
Генеральный директор
_________ __________.
____ ________________201 г.
РЕКЛАМАЦИОННЫЙ АКТ
№ ______ от ___________________г.
В Рекламационном акте указать:
Наименование изделия.
Дата изготовления.
Дата забракования.
Изготовитель. (Поставщик).
Причина забракования.
Выводы.
Предложения поставщику (предприятию-изготовителю).
Главный инженер Ф.И.О
Начальник ОТК Ф.И.О
Инженер ОТК Ф.И.О
ПРАКТИЧЕСКАЯ РАБОТА №4
Тема: Определение видов контроля сварочных материалов
Цель: Приобрести навыки по определению видов контроля качества сварочных материалов.
Исходные материалы и данные:
1. Сварочный выпрямитель и электрододержатель.
2. Баллон с аргоном.
3. Сварочная горелка (типа РГА).
4. Муфельная электрическая печь.
5. Лупа с 4 кратным увеличением.
6. Электроды УОНИ-13/45.
7. Присадочная проволока Св-08Г2С.
8. Набор сварных образцов с характерными дефектами.
Литература:
1. Овчинников В. В. Контроль качества сварных соединений – М: Aкадемия, 2009.
2. Овчинников В. В. Лабораторный практикум. Контроль качества сварных соединений – М: Aкадемия, 2009.
Состав задания: определить качество сварочных материалов.
Вопросы для повторения:
1. Что называется контролем качества продукции? [1], стр. 6
2. Назвать факторы, влияющие на качество сварных соединений. [1], стр. 7
3. Назвать требования к качеству сварных соединений. [1], стр. 8
Методические указания
Контроль качества сварных изделий представляет собой совокупность предварительных мероприятий, заканчивающихся приемными испытаниями готовой продукции. При правильной организации технического контроля контроль качества с проверки качества металла, идущего на изготовление изделия. Далее контролируются электроды и присадочный металл, состояние сварочного оборудования и машин (особенно при контактной и дуговой автоматической сварки). Проверяется подготовка сварщиков. Контролируется техническая документация.
Контроль металла, идущего на сварку, необходим для выбора рациональной технологии сварки и производится при помощи химического анализа, механических испытаний и пробы на свариваемость. Контроль металла идущего на изготовление сварочного изделия, избавляет от сложных дальнейших исправлений брака по сварке и непроизводительных потерь производства.
Контроль электродов и присадочного материала.
Проверка их качества обычно производится поставщиком и подтверждается сертификатом.
Проверка электродов производится технологической пробой, механическими испытаниями наплавленного металла и сварного соединения.
Проверка присадочной проволоки для газовой сварки и электродной проволоки производится химическим анализом.
Ход работы
1. Ознакомьтесь с разными видами технологических проб, предназначенных для оценки свариваемости металлов и сплавов.
2. Увлажните покрытые электроды, выдержав их в течение 2-3 минут в емкости с водой, а затем проплавьте насквозь пластину низкоуглеродистой стали. Проконтролируйте визуально форму шва, наличие разбрызгивания электродного металла и пор в металле шва.
3. Увлажненные покрытые электроды поместите на 1 час в муфельную электрическую печь, нагретую до температуры 100-150 0С. После сушки электродов проплавьте насквозь пластину из низкоуглеродистой стали. Проконтролируйте визуально форму шва, наличие разбрызгивания электродного металла и пор в металле шва.
4. Выполните ручную аргонодуговую сварку стыкового соединения пластин из низкоуглеродистой стали толщиной 3 мм с присадочной проволокой Св-08Г2С, на поверхности которой имеются загрязнения - следы смазки и краски. Проконтролируйте визуально наличие дефектов в металле шва.
5. Очистите поверхность присадочной проволоки наждачной бумагой до полного удаления следов краски. Протрите проволоку бязевой салфеткой, смоченной в бензине. Выполните ручную аргонодуговую сварку стыкового соединения пластин из низкоуглеродистой стали толщиной 3 мм с очищенной присадочной проволокой. Проконтролируйте визуально наличие дефектов в металле шва.
Контрольные вопросы:
1. Назначение контроля качества сварочных материалов.
2. Какова конечная цель проведения контроля качества сварочных материалов?
ПРАКТИЧЕСКАЯ РАБОТА №5
Тема: Выполнение контроля качества сборки и прихваток наружным осмотром и обмером
Цель работы:
Ознакомиться с порядком выполнения визуально- измерительного контроля прихваток, сварного соединения согласно РД03-606-03.
Выполнить визуальный и измерительный контроль прихваток, сварного соединения.
Оформить документацию по результатам контроля.
Документация:
РД 03-606-03 Инструкция по визуальному и измерительному контролю.
ПБ03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов
ГОСТ 16037-80 Сварные соединения и швы трубопроводов.
Инструмент и материалы:
Набор универсальных шаблонов;
Металлическая линейка, штангенциркуль;
Контрольное сварное соединение;
Лупа с 5* -10* - кратным увеличением;
Порядок проведения работы:
Ознакомиться с п.6.5 РД03-606-03
Рассмотреть сварной шов и околошовную зону контролируемой детали, внешним осмотром определить наружные дефекты и замерить их. Результаты занести в таблицу 1
Зарисовать внешний вид шва и отметить на нем обнаруженные дефекты
При помощи измерительных инструментов замерить геометрические размеры шва. Результаты занести в таблицу 2
Заполнить акт №1 по результатам контроля и сделать заключение о качестве сварного соединения.
Содержание отчета:
Наименование работы.
Цель работы.
Используемая документация, инструменты и материалы
Эскиз контрольного сварного соединения.
Таблицы и акт заключения по контролю.
Таблица 1
| Вид дефекта | Размер дефекта, мм | Возможные причины образования дефектов | Возможные способы исправления дефектов |
| 1 |
|
|
|
| 2 |
|
|
|
| … |
|
|
|
Таблица 2
| Вид соединения |
| Толщина металла, мм | Ширина шва, мм | Высота усиления |
| Стыковое | Полученные замерами |
|
|
|
| Стыковое | По ГОСТ 16037-80 |
|
|
|
АКТ N ________ от _______
визуального и измерительного контроля
1.В соответствии с наряд-заказом (заявкой)
(номер )
выполнен ____________________________________________________________ (указать вид контроля -визуальный, измерительный)
Контроль_____________________________________________________________ (наименование и размеры контролируемого объекта,
_____________________________________________________________________
шифр документации, ТУ, чертежа, номер объекта контроля)
Контроль выполнен согласно______________________________________________
наименование и (или) шифр технической документации
Оценка качества согласно _________________________________________________
наименование и (или) шифр технической документации
Протокол измерений
| Схема измерений | Размеры | Заключение | ||
|
|
|
|
| |
2. При контроле выявлены следующие дефекты__________________________________ характеристика дефектов ____________________________________________________________________________
____________________________________________________________________________
3. Заключение по результатам визуального и измерительного контроля
____________________________________________________________________________
Контроль выполнил _______________________________________________________
(уровень квалификации, N квалификационного удостоверения) (ФИО)
Руководитель работ по визуальному и измерительному контролю ________________
(уровень , N удостоверения) (ФИО)
Контрольные вопросы:
Какие дефекты выявляют внешним осмотром.
Подготовка сварного соединения для внешнего осмотра.
Согласно какой нормативной документации проводят контроль ВИК
Причины появления наружных дефектов в сварных швах.
ПРАКТИЧЕСКАЯ РАБОТА №6.
Тема : Определение видов дефектов их формы и размеры в сварных швах.
Цель работы :Изучить основные виды дефектов, форм и размеров сварных швов
Порядок проведения работы:
1.Ознакомиться с теоретическим материалом по вопросу (Овчинников В.В. Контроль качества сварных соединений Учебник. – М.: Издательский центр «Академия», 2018.[1],
2.СоставитьОТЧЕТ
2.1 Причина образования дефектов: Согласно ГОСТ 30242 -97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения»» дефекты при сварке металлов плавлением образуются вследствие нарушения требований нормативных документов к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Отдельную группу составляют нарушения формы шва.- отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения и выражается:
-в неполномерности ширины и высоты шва,
- в чрезмерном усилении и резких переходах от основного металла к наплавленному.
Оформить таблицу (Вписать нарушения формы в соответствующие графы таблицы4)
| Перечень нарушений формы шва Превышение выпуклости- Наплав -Подрез -, Натек- Смещение:- Неправильный профиль сварного шва- Прожог-Усадочная канавка- Неполностью заполненная разделка кромок -Неравномерная ширина шва- Пористость в корне сварного шва -Возобновление Превышение проплава- Неровная поверхность- Вогнутость корня шва |
Таблица 4. Основные нарушения формы сварного шва
| Нарушение формы | Отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения | ||||
|
| Углубление продольное на наружной поверхности валика сварного шва |
| |||
|
| Подрез со стороны корня одно-стороннего сварного шва, вызванный усадкой по границе сплавления |
| |||
|
| Избыток наплавленного металла на лицевой стороне шва сверх установленного значен | ||||
|
| Избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения |
| |||
|
| Угол α между поверхностью основного металла и плоскостью, касательной к поверхности сварного шва, менее установленного значения |
| |||
|
| Избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним |
| |||
|
| Смещение между двумя свариваемыми элементами, при котором их поверхности располагаются а)параллельно, но не на требуемом уровне б) под углом, отличающимся от требуемого |
| |||
|
| Металл сварного шва, осевший вследствие дейст-вия силы тяжести без сплавления с соединяемой поверхностью. а): в нижнем положении б) при горизонтальном положении сварки в) при потолочном выполнении сварки |
| |||
|
| Вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве |
| |||
|
| Продольная непрерывная или прерывистая канавка на поверхности сварного шва из-за недостаточности присадочного металла при сварке |
| |||
|
| Чрезмерное превышение размеров одного катета над другим |
| |||
|
| Отклонение ширины от установленного значения вдоль сварного шва | 513 | |||
|
| Грубая неравномерность формы поверхности усиления шва по длине |
| |||
|
| |||||
|
| Неглубокая канавка со стороны корня одностороннего сварного шва, образовавшаяся вследствие усадки |
|
| ||
|
| Наличие пор в корне сварного шва вследствие возникновения пузырьков во время затвердевания металла | 516 |
| ||
|
| Местная неровность поверхности в месте возобновления сварки |
|
| ||














Контрольные вопросы:
1.Каковы причины образования дефектов при сварке?
2. Дать понятие нарушения формы сварного шва?
3.Как называется дефект формы шва, характеризуемый « Избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения»?
4 . Как называется дефект формы шва, характеризуемый « Вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве »
5. Как называется дефект формы шва, характеризуемый «Углубление продольное на наружной поверхности валика сварного шва.
ПРАКТИЧЕСКАЯ РАБОТА №7.
Тема: По предложенным дефектам сварного шва определить причины их возникновения и методы устранения
Цель работы: Научить определять виды дефектов, их причины, способы предупреждения и устранения, методы контроля качества сварных швов и соединений
Материально-техническое обеспечение: образцы сварных швов
Ход работы:
1. Общие сведения
1.1. Дефектами в сварных соединениях называют е отклонение от норм, предусмотренных стандартами и техническими условиями на сварные соединения.
Дефекты сварных соединений различают по причинам возникновения и месту их расположения.
По месту расположения различают дефекты наружные и внутренние.
При сварке металл подвергается расплавлению и затем затвердевает, поэтому в сварных швах могут быть дефекты, присущие литому металлу (раковины, поры, шлаковые включения, трещины и др.).
Причинами, образования дефектов являются:
низкое качество основных и сварочных материалов;
нарушение режима сварки;
низкая квалификация сварщика.
К внешним дефектам относятся : (рис 1)

Рисунок 1. Внешние дефекты сварных швов
Наплыв — дефект сварного соединения, являющийся результатом натекания на холодный основной металл жидкого металла, не сплавившегося с основным (рис.1, д).
Подрез — дефект сварного шва, представляющий собой углубление (канавку) в основном металле, идущее вдоль границы шва (рис.1, в).
Прожог — дефект сварного шва,заключающийся в вытекании металла сварочной ванны на обратную сторону шва с образованием в нем отверстия (рис.1, г).
Поры — это газовые пустоты в металле шва (рис.1, з и рис.2, е). Газовые поры образуются в результате перенасыщения жидкого металла газами, которые не успевают выйти на поверхность во время его быстрой кристаллизации.
Причинами образования газовых пор являются загрязненность кромок свариваемого металла, использование отсыревших электродов или влажного флюса, недостаточная защита шва при сварке в среде защитных газов, увеличенная скорость сварки и завышенная длина дуги. Размер внутренних пор колеблется от 0,1до 2-3 мм в диаметре, а иногда и более. Поры могут быть распределены в шве в виде отдельных включений (одиночные поры), в виде цепочки по продольной оси шва или отдельными группами (скопление пор),
При сварке в среде углекислого газа, а в некоторых случаях и под флюсом на больших токах образуются сквозные поры — так называемые свищи.
Непровар — дефект сварных заключающийся в отсутствии сплавления между металлом шва и основным металлом, или же — при многослойной сварке — между слоями металла шва. Различают непровар по кромке и непровар по сечению. Первый оказывает большее влияние на прочность шва. При этом виде непровара между металлом шва и основным металлом обычно обнаруживаются тонкие прослойки оксидов, а иногда грубые шлаковые прослойки. На рис.1, б и рис.2, б, в показаны примеры непроваров.
Причинами образования непроваров являются плохая подготовка кромок свариваемых деталей, малое расстояние между кромками деталей, неправильный или неустойчивый режим сварки и т.п.
Трещины — это частичное местное разрушение сварного соединения
рис.1, ж и рис.2, а). Они могут возникать в результате надрыва нагретого металла в пластическом состоянии или в результате хрупкого разрушения после остывания металла до более низких температур. Чаще всего трещины образуются в жестко закрепленных конструкциях. Трещины являются наиболее опасным дефектом.
К внутренним дефектам относятся поры, шлаковые включения, непровары, трещины и несплавления (рис.2). Эти дефекты выявляют неразрушающими методами контроля.
Несплавление — это такой дефект, когда наплавленный металл сварного шва не сплавляется с основным металлом (рис.2, г) или с ранее наплавленным металлом предыдущего слоя того же шва.
Несплавление образуется вследствие плохой зачистки кромок свариваемых деталей от окалины, ржавчины, краски, при чрезмерной длине дуги, недостаточном токе, большой скорости сварки и др.
Шлаковые включения в металле шва — это небольшие объемы (рис.2,д), заполненные неметаллическими веществами (шлаками, оксидами). Размеры их достигают нескольких миллиметров. Эти включения образуются в шве из-за плохой очистки свариваемых кромок от оклины и других загрязнений, а чаще всего — от шлака на поверхности первых слоев многослойных швов при наплавке последующих слоев.
Неметаллические включения в металле шва — макро- и микроскопические частицы соединений металла с кислородом (оксидов), азотом (нитридов), серой (сульфидов), фосфором (фосфидов). Неметаллические включения образуются в результате протекающих в металле процессов, например, химических реакций, а также в результате попадания извне инородных частиц.
ИСПРАВЛЕНИЕ ДЕФЕКТОВ
1. При обнаружении недопустимые наружные или внутренние дефекты следует обязательно удалить. Удаление наружных дефектов производится вышлифовкой с обеспечением плавных переходов в местах выборок. Наружные дефекты исправлять вышлифовкой без последующей заварки мест их выборки можно только при сохранении минимально допустимой толщины стенки детали в месте максимальной глубины выборки. Дефекты со стороны обратного валика шва удаляют по всей длине шва заподлицо с основным металлом.
Удаление заглубленных наружных и внутренних дефектов (дефектных участков) в соединениях из алюминия, титана и их сплавов следует производить только механическим способом — вышлифовкой абразивным инструментом или резанием, а также вырубкой с последующей шлифовкой.
 2. При удалении дефектных мест следует соблюдать определенные условия:
2. При удалении дефектных мест следует соблюдать определенные условия:
длина удаляемого участка должна быть равна длине дефектного участка плюс 10-20 мм с каждой стороны, а ширина разделки выборки должна быть такой, чтобы ширина шва после заварки не превышала двойной ширины до заварки;форма и размеры подготовленных под заварку выборок должны обеспечивать возможность надежного провара в любом месте; поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев; при заварке дефектного участка должно быть обеспечено перекрытие прилегающих участков основного металла.
После заварки участок необходимо зачистить до полного удаления раковин и рыхлости в кратере и создания плавных переходов к основному металлу.
В сварных швах со сквозными трещинами перед заваркой требуется засверлить концы трещин, чтобы предотвратить их распространение. Дефектный участок в этом случае проваривают на всю глубину.
Заварку дефектного участка производят одним из способов сварки плавлением (ручной дуговой, дуговой в среде инертных газов и т.д.), обеспечивающих требуемое качество сварного шва в соответствии с требованиями, предъявляемыми к изделию.
Исправленные швы сварных соединений следует повторно проконтролировать. Число исправлений одного и того же дефектного участка зависит от категории ответственности конструкции и не должно превышать трех раз.
Внешний осмотр служит для определения наружных дефектов сварных швов: несоответствие геометрических размеров швов проектным (размеры швов и дефектом определяют измерительным инструментом и специальными шаблонами), подрезы, непровары, поверхностные трещины и наружные поры, крупная чешуйчатость и неравномерность шва, незаплавленные кратеры, коробление изделия или отдельных его элементов. Внешний осмотр производят невооруженным глазом или лупой не более 10-кратного увеличения. Контролю внешним осмотром подвергают все сварные конструкции производят невооруженным глазом или лупой не более 10-кратного увеличения. Контролю внешним осмотром подвергают все сварные конструкции.
Испытаниям на непроницаемость подвергают емкости для хранения жидкостей, сосуды и трубопроводы, работающие при избыточном давлении. При гидравлическом испытании емкости наполняют водой, а в сосудах и трубопроводах создают избыточное давление жидкости, превышающее в 1,5—2 раза рабочее давление. В таком состоянии изделие выдерживают в течение 5—10 мин. Швы осматривают с целью обнаружения течи, капель и отпотеваний. Этот способ испытания одновременно служит для оценки прочности конструкции.
При пневматическом испытании в сосуды нагнетают сжатый воздух под давлением, превышающим атмосферное на 10—20 кПа, швы смачивают мыльным раствором или все изделие опускают в воду. Наличие неплотности в швах определяют по мыльным пузырькам или пузырькам воздуха в воде.
Вакуум-метод основан на создании вакуума и регистрации проникновения воздуха через дефекты на одной, доступной для испытаний стороне шва. В качестве пенного индикатора используют мыльный раствор.
При испытании с помощью гелиевого течеискателя внутри сосуда создают вакуум, а снаружи швы обдувают смесью воздуха с гелием. При наличии неплотностей гелий, обладающий исключительной проникающей способностью, проникает в сосуд, откуда отсасывается в течеискатель со специальной аппаратурой для его обнаружения. По количеству уловленного гелия судят о неплотности швов.
При испытании керосином сварные швы с одной стороны смазывают керосином, а с другой — мелом. При наличии неплотности на поверхности шва, окрашенной мелом, появляются темные пятна керосина. Благодаря высокой проникающей способности керосина обнаруживают дефекты размером 0,1 мм и менее.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах дефектов при намагничивании контролируемых изделий. Изделие намагничивают, замыкая им сердечник электромагнита или помещая внутрь соленоида. Требуемый магнитный поток можно создать пропусканием тока по виткам (3—6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический.
2. Заполнить таблицу
| Название дефекта | Причины появления дефекта | Методы устранения дефекта | Основные методы контроля | Прим |
|
|
|
|
|
|
3. Контрольные вопросы
1. Что называют дефектами сварных соединений?
2. Причины образования дефектов сварных соединений.
3. Внешние и внутренние дефекты сварных соединений.
4. Как производят исправление дефектов?
5. Какие условия необходимо соблюдать при удалении дефектных мест?
6. Что такое разделка трещин?
ПРАКТИЧЕСКАЯ РАБОТА №8
Тема: Определение дефектов влияющих на работоспособность сварных конструкций
Цель работы: Приобрести практические навыки при изучении влияющих на работоспособность сварных конструкций
Ход выполнения работы:
Ознакомление с теоретическими сведениями
Произвести анализ причин появления дефектов при производстве сварных конструкций.
Описать влияние дефектов на работоспособность сварных соединений
По результатам выполнения работы необходимо сформулировать выводы
Ответить на контрольные вопросы.
Теоретические сведения
Причинами проявления дефектов в сварных металлоконструкциях могут быть:
несоответствие химического состава основного и присадочного металла, а также электродных покрытий и флюса;
несоответствие механических свойств и структуры основного металла;
наружные дефекты свариваемого металла;
внутренние дефекты свариваемого металла;
дефекты обработки: разметки, наметки, резки, правки, гибки;
дефекты сборки: несоответствие общим геометрическим размерам чертежа, увеличенные зазоры между элементами, искривление конструкций относительно осей, недостаточная прихватка, перекосы и смещение элементов (деталей);
дефекты сварки: непровары, шлаковые включения, газовые пузыри, трещины в наплавленном и основном металле, прожоги;
ошибки в работе конструкторских и технологических отделов.
Такое множество причин требует для предотвращения дефектов тщательного контроля основного металла, присадочных материалов, внимательной разработки технологии по всем операциям производства, тщательного контроля деталей и узлов в процессе изготовления и приемки конструкций. Контроль производства проводится как пооперационный, так и при приемке к испытанию готовых конструкций. Естественно, что приемка сварных конструкций на некоторых этапах производства должна выполняться с более разнообразными требованиями, чем клепаных конструкций. Целый ряд отклонений от технических условий и разработанной технологии при производстве сварных конструкций ведет к непоправимому браку. Например, непровары в сварных швах, определяемые выборочной засверловкой или в некоторых случаях лучами радия и рентгеновским просвечиванием, относятся к крайне тяжелым дефектам. Они не могут быть выявлены засверловкой на всей протяженнопости швов и только при доступности средств просвечивания могут быть выявлены, но с очень большой затратой средств. Дефекты заклепочных соединений устанавливаются сравнительно просто путем контрольного простукивания заклепок молотком и устраняются заменой дефектных заклепок.
Дефекты от несоответствия химического состава основного металла проявляются, главным образом, в повышенном содержании серы и фосфора. Как известно, фосфор придает металлу свойства холодноломкости, а сера красноломкости. Эти примеси при проплавлении основного металла переходят в наплавленный металл. Так как сера и фосфор в соединениях с окислами железа дают легкоплавкие соединения, то при понижении температуры они вытесняются в зоны металла, затвердевающие в последнюю очередь, т. е. проявляется так называемая ликвация. При затвердевании и усадке металла в этих зонах возникают трещины (фиг. 173). Повышенное содержание серы и фосфора характерно для бессемеровской и томасовской стали, поэтому при сварке стали этих марок чаще появляются трещины. Сварку конструкций из бессемеровской и томасовской стали можно осуществлять, учитывая свойства этих сталей при конструировании сварных соединений и разработке технологии.
Повышенное содержание серы свыше 0,04—0,05 % содействует образованию трещин, поэтому предельное содержание серы в металле, предназначенном для сварки, и в электродном металле ограничивается ГОСТ.
По времени появления в технологическом процессе производства сварных конструкций, времени, месту и причине образования дефекты условно можно разделить на следующие виды:
Дефекты деталей сварного изделия, которыми могут быть дефекты, образовавшиеся при их изготовлении, и дефекты, образовавшиеся в металлопрокате, применяемом для изготовления деталей.
Дефекты сборки под сварку.
Сварочные дефекты (дефекты сварных соединений).
Сварочные дефекты, в зависимости от их характера и расположения, подразделяют на внутренние, наружные и сквозные. Данные дефекты могут быть единичными (отдельными), в виде скоплений или цепочек. К сварочным дефектам следует отнести также дефекты структуры и чрезмерные остаточные напряжения в металле шва и зоны термического влияния.
К сквозным дефектам относят обычно прожоги и свищи. К наружным сварочным дефектам относятся прожоги, свищи, кратеры, наплывы подрезы, непровары в корне шва, дефекты геометрии (формы и размеров) сварных швов, трещины и поры, выходящие на поверхность шва или околошовной зоны. Причиной появления дефектов данного вида являются, как правило, низкая квалификация сварщиков, образование дефектов при разделке кромок, плохая подготовка их поверхности пол сварку, наличие дефектов сборки, неправильно подобранные или неправильно установленные на сварочном оборудовании параметры режимов сварки, некачественные сварочные материалы или не соответствующая требованиям подготовка их к сварке. Наружные дефекты могут быть обнаружены методами визуально-измерительного контроля (ВИК).
Дефекты, расположенные внутри сварных швов, обнаруживают при контроле сварных соединений специальными методами. К внутренним сварочным дефектам относятся непровары и несплавления в середине швов, трещины, поры, шлаковые включения, вольфрамовые и окисные включения.
По причинам и природе образования различают трещины горячие и холодные. В зависимости от формы трещины могут быть продольными, поперечными и разветвленными. Трещины могут образовываться в металле сварного шва и в околошовной зоне.
Образование указанных выше дефектов в сварных конструкциях, если не принимать мер по их предупреждению и устранению, не только ухудшает их качество и товарный вид, затрудняющие их сбыт. В ряде случаев они могут стать причиной признания изготовленных деталей и дорогостоящих сварных конструкций негодными.
Особенно опасны дефекты сварных соединений, которые при недостаточно тщательном контроле качества становятся причиной их разрушения в процессе эксплуатации, приводящим к тяжелым техногенным катастрофам и гибели людей.
Опасность присутствия в эксплуатируемых сварных конструкциях сварочных дефектов характеризуется следующими факторами:
уменьшением площади сечения шва, противостоящего действующим на сварное изделие нагрузкам;
образованием в металле, окружающем дефекты, концентраторов напряжений, увеличивающих напряжения от внешних нагрузок до значений, превышающих предел текучести и даже предел прочности металла шва;
потерей герметичности сварных соединений сосудов, резервуаров и трубопроводов, что особенно опасно при их заполнении взрывоопасными и легковоспламеняющимися веществами и продуктами с отравляющими свойствами.
По результатам отечественных и зарубежных исследований установлено, что дефекты в виде пор и включений при их небольших размерах и относительно небольшой суммарной площади в сечении шва практически мало влияют на статическую прочность неразъемных соединений. Однако это относится только к пластичным металлическим материалам и малонагруженным соединениям.
Если швы имеют концентраторы в виде резкого изменения их размеров и формы, либо имеет место несовпадение (смещение) кромок, то поры и включения с суммарной площадью более 5% сечения шва, особенно при наличии остаточных напряжений, могут существенно повысить опасность усталостных разрушений конструкций при знакопеременных и вибрационных нагрузках.
Особенно опасны при таких нагрузках дефекты в виде подрезов, трещин, несплавлений и непроваров. Последние виды дефектов, а также сквозные поры и свищи часто становятся причиной разрушения сварных изделий при эксплуатации, нарушения герметичности сварных сосудов, аппаратов и трубопроводов, работающих под давлением. Поскольку опасность образования дефектов зависит от их вида и размеров, в нормативных документах, регламентирующих правила изготовления сварных конструкций, сварочные дефекты условно делят на две группы:
дефекты, которые в сварных соединениях не допускаются при любом их размере. К ним всегда относят трещины. И холодные, и горячие. При изготовлении сварных изделий особо ответственных и дорогостоящих в эту группу включают также подрезы, непровары и несплавления.
виды дефектов, которые в сварных соединениях допускаются, если они не превышают установленные нормативными документами максимальные размеры, зависящие:
от категории сварных соединений;
толщины металла сварного соединения;
длины данного сварного соединения, подлежащего контролю.
В этих же нормативных документах для изделий и сооружений ответственного назначения указываются рекомендуемые методы обнаружения дефектов и методы испытания готовой продукции. Дополнительные требования к качеству продукции (но не менее жесткие, чем в НД) могут быть указаны в конструкторской документации.
Факторами, влияющими на возможность образованиядефектов сварных изделий,могут быть конструктивные, организационные и производственно-технологические факторы.
Конструктивные факторы представляют собой недостатки и ошибки в конструкторской документации. Например: выбор материала, обладающего недостаточно хорошей свариваемостью по сравнению с другими материалами, рекомендуемыми нормативными документами для данных условий эксплуатации; назначение неоптимальных значений допускаемых отклонений от номинальных размеров; ошибки в прочностных расчетах.
Производственно-технологическими факторами, приводящими к образованию дефектов, могут быть: выбор нерациональных способов и неоптимальных параметров режима сварки: выбор некачественных сварочных материалов; выбор неэффективных методов контроля качества; несоблюдение технологии выполнения сборочно-сварочных и других видов работ.
Недостатками организации производства сварных конструкций, приводящими к образованию дефектов в них, могут быть: допуск к выполнению сборочно-сварочных и других ответственных технологических операций недостаточно квалифицированных сварщиков и рабочих других профессий; отсутствие должного входного контроля качества сварочных материалов, металлопроката и полуфабрикатов; отсутствие обратной оперативной связи от контроля к технологии (отсутствие анализа причин образования наиболее часто образующихся видов дефектов и разработка методов предупреждения из образования в изготавливаемых сварных изделиях, их деталях и сварных соединениях).
Поэтому управление качеством должно предусматривать контроль всех факторов, от которых зависит качество продукции.
Влияние дефектов на работоспособность сварных соединений
Все дефекты основного металла и сварного шва снижают показатели работоспособности сварного соединения в зависимости от свойств самого материала, вида и величины приложенной нагрузки.
Так, у пластичных материалов такие дефекты, как поры и непровары снижают при статических нагрузках прочностные показатели пропорционально площади поперечного сечения дефекта в общей площади поперечного сечения конструкции. Однако, даже для пластичных материалов при динамических, вибрационных и циклических нагрузках эта пропорциональность снижает работоспособность более интенсивно, чем при идентичных по величине статических нагрузках.
Накопленный опыт показывает, что для альтернативной оценки опасности влияния сварочных дефектов, их целесообразно разделить на две группы: объемные и плоскостные. Объемные дефекты, такие как, поры, непровары, зашлаковки, и т. д. не оказывают существенного влияния на работоспособность соединения, особенно при статических нагрузках. Поэтому эти дефекты можно нормировать по размерам или площади ослабления ими конструкции, и в ряде случаев даже оставлять без изменения.
В то же время, плоскостные дефекты, к которым относятся трещины, пленки, несплавления, подрезы и др. по нормативно-технической документации, как правило, считаются недопустимыми.
Все дефекты, объемные и плоские, подразделяются на критические, значительные, малозначительные, а так же устранимые и неустранимые.
Критическими называются дефекты, которые делают использование сварного соединения недопустимым. Значительными называются дефекты, которые оказывают существенное влияние на надежность и ресурс работоспособности создаваемой продукции.
Малозначительными называются дефекты, не влияющие на эксплуатационные показатели продукции. Устранимыми называются дефекты, которые технически возможно устранить, неустранимые – которые невозможно устранить. Значение допустимых наружных и внутренних дефектов указывается в нормативно-технической документации. Категории швов и объем контроля определяется заказчиком и проектировщиком и содержится в основном документе, регламентирующем нормы контроля на изделие – правилах контроля – ПК.
В конструкциях, работающих при статических и динамических нагрузках, одни и те же дефекты неодинаково влияют на сварные соединения. При статической нагрузке основное влияние на прочность конструкций, работающих при температурах до -60°С, оказывает относительная величина дефекта при условии, что материал сварного соединения имеет большой запас пластичности. При более низких температурах прочность характеризуется интенсивностью напряжений в зоне дефекта. При динамических нагрузках прочность сварных соединений определяется их сопротивлением усталостным напряжениям. Подрезы, поры, шлаковые включения и непровары снижают долговечность конструкций, являясь причинами образования концентрации напряжений. Трещины любой величины, как правило, не допускаются в сварных соединениях, так как способствуют концентрации внутренних напряжений, легко распространяясь при этом в глубь металла.
Степень влияния подрезов на усталостную прочность зависит от глубины подреза, величины остаточной напряженности и вида сварного соединения. Так, у трубопроводов для горючих, токсичных и сжиженных газов не допускаются подрезы в местах перехода сварного шва к основному металлу глубиной более 0,1 толщины стенки трубы, по не более 1 мм. На одном стыке допускается подрез общей протяженностью не более 30% длины шва. Сварные стыки трубопроводов, работающих при условном давлении от 10 до 100 МПа (от 100 до 1000кгс/см2) и температуре от -50 до +5ю°с, бракуют при наличии подрезов в местах перехода от шва к основному металлу длиной более 20% протяженности шва при наружном диаметре до 159 мм и длиной более 100 мм при наружном диаметре свыше 159 мм. Кроме того, сварные стыки трубопроводов бракуют при подрезах глубиной более 5% при толщине стенки до 10 мм и глубиной более 1 мм при толщине стенки более 10 мм. Суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое.
Поры являются причинами усталостных разрушений в угловых, стыковых и в поперечных швах (по отношению к действующей нагрузке) с высокими растягивающими остаточными напряжениями. Поэтому в сварных швах трубопроводов высокого давления не допускаются одиночная пора, сплошная цепочка или сетка пор (независимо от длины и площади) размером более 5% толщины стенки трубы при ее толщине до 20 мм и свыше 1 мм при большей толщине и наличии двух и более пор на 100 мм сварного шва- В нахлесточных соединениях поры практически не влияют на их выносливость. Отрицательное влияние на прочность сварки соединений оказывают также шлаковые включения.
Непровар оказывает большое влияние на ударную прочность металла сварных швов. По данным Института электросварки им. Е. О. Патона, непровар в 10% толщины сварного соединения может наполовину снизить усталостную прочность, а непровар в 40-50% снижает пределы выносливости стали в 2,5 раза-
Эксплуатации сварных конструкций показывает, что сварочные напряжения и деформации в основном не снижают несущей способности конструкций. Но в некоторых случаях изменение размеров и формы сварной конструкции снижает ее работоспособность, портит внешний вид и даже может привести к разрушению. Так, искривление продольной оси элементов конструкций, работающих на сжатие, местное выпучивание, грибовидность полок колонн и балок могут привести к потере устойчивости и разрушению всей конструкции.
Существует общая закономерность снижения прочности сварных конструкций под действием ударной нагрузки при наличии подрезов, пор, шлаковых включений и непроваров. Виды, количество и размеры допускаемых внутренних дефектов зависят от назначения конструкции.
У трубопроводов для горючих, токсичных и сжиженных газов сварные швы бракуют, если обнаружены трещины любых размеров и направлений, свищи, сетки или цепочки пор, шлаковые или другие инородные включения, непровар в корне шва, межваликовые несплавления. Кроме того, бракуют сварные, швы, имеющие непровар при одностороннем шве без подкладного кольца глубиной более 10% толщины стенки трубы (если она не превышает 20 мм) и глубиной более 2 мм при толщине стенки свыше 20 мм, а также бракуют швы, имеющие одиночные поры, включения вольфрама размером свыше 10% толщины стенки (если толщина не превышает 20 мм) и размером более 2 мм (если толщина стенки свыше 20 мм) в количестве более трех на каждые 100 мм шва.
В сварных соединениях стальных конструкций промышленных и гражданских зданий и сооружений допускаются непровары по сечению швов в соединениях, доступных сварке с двух сторон глубиной до 5% толщины металла, но не более 2 мм при длине непровара не более 50 мм и общей длине участков непровара не более 200 мм на 1 м шва. Кроме того, возможны непровары в соединениях, доступных сварке с одной стороны (без подкладок), глубиной до 15% толщины металла, если она не превышает 20 мм. Допускается суммарная величина непровара, шлаковых включений и пор, расположенных отдельно или цепочкой, не превышающая в рассматриваемом сечении при двухсторонней сварке 10% толщины свариваемого металла, но не более 2 мм, и при односторонней сварке без подкладок 15%, но не свыше 3 м.
ПРАКТИЧЕСКАЯ РАБОТА №9.
Тема: Определение основных методов предупреждения и устранения деформаций сварных соединений
Цель работы: Ознакомиться с основными методами выявления причин возникновения и определения методов предупреждения и устранения дефектов сварных швов.
Оснащение:
справочные таблицы;
набор сварочных конструкций;
карточки- задания;
бланки отчетов
Ход работы.
I.Теоретическая часть.
Сварочный процесс, как и любой другой способ металлообработки, сопровождается образованием дефектов. Кристаллизация металла при формировании сварного шва, химическая неоднородность металла, взаимодействие жидкого металла сварочной ванны с твердым металлом детали, с газами и шлаком, больше всего влияют на образование сварочных дефектов.
Сварочные дефекты могут быть вызваны как физико-химическими явлениями: кристаллизационные и холодные трещины, несплавления, неметаллические включения, поры, так и несоблюдением технологии сварки: подрезы, прожоги, непровары, отклонения геометрии шва и т. д. Сварные дефекты приводят к уменьшению прочности конструкций, нарушению их работоспособности и авариям.
Основные причины возникновения сварочных дефектов.
Практически всегда они появляются в случае, когда стараются использовать исключительно дешевые и низкосортные материалы. То же самое можно сказать в отношении низкокачественного сварочного оборудования. Кроме того, частота возникновения дефектов нередко возрастает после некачественного ремонта используемых специалистами приборов. Разумеется, подобное сплошь и рядом происходит при нарушениях технологии работы. Серьезные дефекты сварного шва нередко встречаются у неопытных специалистов с низкой квалификацией.

Рис.7. Дефекты сварного шва.
Несложно понять, что наиболее качественные изделия получаются в случае использование полностью автоматизированного оборудования. Не стоит забывать и об удобстве рабочего пространства. Так, крупная чешуйчатость шва и нарушения его ширины очень часто встречаются в тех случаях, когда сварщик (пусть даже опытный) работает в неудобном положении. Собственно, не случайно в требованиях к выполнению сварочных работ имеются пункты, которые особо оговаривают полноценное оснащение рабочего места, предусматривающее его качественную эргономику. Немаловажное замечание. Даже начинающим сварщикам прекрасно известно, что для обеспечения максимальной прочности шов должен иметь небольшое усиление высотой порядка 1-2 мм. В то же время те же сварщики нередко допускают грубую ошибку, когда делают усиление высотой 3-4 мм. В принципе, в простых случаях ничего страшного в этом нет, но не тогда, когда дело касается изделий, постоянно находящихся в состоянии динамической нагрузки. Все это приводит к концентрации напряжений и резкому повышению вероятности поломки.
Неравномерность швов - так называется грубое несоответствие геометрических параметров соединений требуемым в нормативных документах характеристикам. Проще говоря, если сварка идет «змейкой», наискосок и т. п., речь как раз идет о подобном типе дефектов. Чаще всего они появляются при работе неопытных сварщиков, а также при значительных скачках напряжения, некачественном оборудовании и банальной спешке.
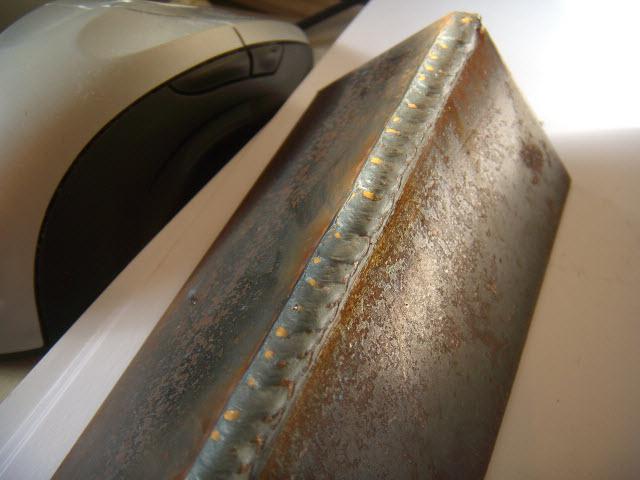
Рис.8.Неровности сварного шва.
Опасен этот дефект тем, что зачастую комбинируется с недоваром, который уже куда опаснее. Если отклонение от осевой линии соединения незначительно и не вызывает снижения прочности изделия, деталь может быть допущена к эксплуатации. В этом случае всегда следует помнить одну простую вещь: чем меньше угол перехода от основного металла к слою наплавления, тем хуже становится механическая прочность свариваемого изделия. Конечно же, при изготовлении каких-то бытовых конструкций (каркас теплицы, к примеру) в условиях недостаточного напряжения обойтись без неравномерности швов просто нереально. Впрочем, в таком случае они и не представляют особой опасности.
Основные способы устранения, исправления дефектов.
Сразу скажем следующее: в большинстве случаев способы устранения дефектов сварных швов обсуждать не имеет смысла, так как в условиях более-менее строгого ОТК все изделия с какими-то изъянами попросту бракуются. Но порой действительно бывает так, что дефект не слишком серьезный, а потому его можно устранить. Как это делать? В случае со стальными конструкциями испорченную поверхность срезают (плазменно-дуговая сварка), тщательно зачищают место неудачного соединения, а затем повторяют попытку. Если имеются незначительные внешние дефекты сварных швов (неравномерность соединения, неглубокие оспины), то их можно попросту зашлифовать. Конечно же, при этом не стоит увлекаться и снимать слишком большой слой металла.
Важное замечание.
Если речь идет об изделиях из легированной стали, которые должны пройти обязательную термическую обработку, то исправление дефектов сварных швов должно производиться только (!) после отпуска в температурном диапазоне от 450 до 650 °С.
Исправление прочих разновидностей
Проще всего исправлять наплывы и механическую неравномерность шва. В таком случае место соединения просто зачищают (о чем мы уже писали). Об исправлениях подрезов мы уже говорили выше, но еще раз заметим – с такими дефектами деталь более целесообразно сразу выбраковать, так как ее эксплуатация может быть опасна! Если имеется прожог (что встречается не так часто), то устранение дефектов сварных швов провести довольно просто: сперва поверхность как следует зачищается, а затем ее повторно проваривают. Приблизительно так же поступают и с кратерами.
Основные условия «косметического ремонта»
При устранении дефектов нужно соблюдать определенные технологические условия. Во-первых, нужно следовать простому правилу: длина дефектного участка должна соответствовать его ширине, плюс 10-20 мм стоит оставить «на всякий случай». Важно! Ширина сварочного шва после его повторной проварки не должна превышать двукратного его размера до начала работ. Не ленитесь перед исправлением огрехов хорошо подготовить поверхность. Это предотвратит попадание в металл кусочков шлака. Кроме того, данная нехитрая мера поможет ускорить работу и повысить качество ее результатов. Очень важно подготовить выборку под вновь заделываемый участок. Если вы используете УШМ («болгарку»), то лучше взять диск самого маленького диаметра. Боковые грани выборки нужно делать как можно более ровными, без заусениц и прочих выступающих частей, которые в процессе сварки могут превратиться во все тот же шлак.
Если речь идет о соединениях алюминия, титана, а также сплавах этих металлов, то к делу стоит подойти еще более ответственно. При устранении дефектов в этом случае допускается использовать только (!) механические методы, применение же дуговой сварки недопустимо. Предпочтительнее всего вырубать испорченный участок, зачищать и заново заваривать шов.
Замечание по исправленным дефектам
Места с исправленными - повторно заваренными соединениями, должны вновь пройти процедуру ОТК. Если дефект в той или иной степени сохранился, его можно попробовать устранить опять. Важно! Количество исправлений зависит от марки стали и характеристик самого изделия, но в нормальных условиях переделывать работу можно не более двух-трех раз, так как в противном случае наблюдается резкое снижение прочностных качеств детали.
II.Практическая часть.
1.Технологическая задача: По фотоматериалам определить вид дефектов сварных швов, установить причины возникновения дефектов и предложить способы устранения их( заполнить технологическую карту).
| № п/п | Фотография сварного шва | Название дефекта шва | Причины возникновения дефекта шва | Методы устранения дефекта шва |
| 1. |
|
|
|
|
| 2 | |
|
|
|
| 3. | |
|
|
|
|
| |
|
|
|




Контрольные вопросы
1.Какие дефекты сварных соединений являются внешними и внутренними?
2.Что называют непроваром, наплывом, подрезом, шлаковым включением, пористо-стью, трещиной?
3. Каковы причины образования разных видов дефектов?
4. Какие дефекты в сварных соединениях допустимы с ограничениями, а какие — нет?
ПРАКТИЧЕСКАЯ РАБОТА №10.
Тема: Основные методы неразрушающего контроля , краткая характеристика.
Цель работы: составить классификацию видов и методов неразрушающего контроля качества сварных соединения в виде схемы
1.Рекомендации по подготовке к практической работе с указанием литературы
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
Контроль качества сварки. http://svarkainfo.ru/rus/lib/quolity/
Овчинников В.В.Контроль качества сварных соединений: учебник для СПО- М.:Изд.центр «Академия», 2009г.-208с. (с.49-50)
2.Теоретические сведения
Методы контроля качества сварных соединений делят на два класса: методы разрушающего контроля (РК) и методы неразрушающего контроля (НРК). К разрушающим относятся: Металлографические исследования для определения структуры сварных швов и околошовной зоны; Физико-химические исследования с целью определения коррозионной стойкости; Механические испытания с целью определения конкретных прочностных характеристик.
Неразрушающие испытания проводят обычно на самих изделиях. При этом качество сварных соединений, например, прочность или надежность, оценивают косвенно по физическим свойствам, имеющим связь с теми или иными дефектами в сварном шве или в зоне термического влияния. Неразрушающие методы контроля можно разделить на визуальный и измерительный контроль и физические методы контроля (дефектоскопия)
В зависимости от физических явлений, положенных в их основу, эти методы разделяют на 10 основных видов: 1) радиационный, 2) акустический, 3) магнитный, 4) капиллярный, 5) течеискание, 6) электромагнитный, 7) радиоволновой, 8) тепловой, 9) оптический, 10) электрический.
3 .Порядок выполнения
1. Составить схему на тему «Классификация видов и методов контроля» пользуясь ГОСТ 3242-79 Соединения сварные. Методы контроля качества, учебником Овчинников В.В.Контроль качества сварных соединений.
2. Ответить на контрольные вопросы
4. Отчет о работе
1. Отчет должен содержать: название работы, цель, схему «Классификация видов и методов контроля», ответы на контрольные вопросы.
5. Контрольные вопросы
Каковы два основных класса контроля качества сварной продукции?
Какие методы контроля относятся к разрушающему контролю?
Какие методы контроля относятся к неразрушающему контролю?
От чего зависит выбор методов контроля?
На каких стадиях производства сварных конструкций осуществляется контроль качества?
ПРАКТИЧЕСКАЯ РАБОТА№11.
Тема: Дефекты, выявляемые при визуально – измерительном контроле сварных соединений и швов.
Цель работы: изучить методику визуально-измерительного контроля согласно РД 03-606-03; ознакомиться с инструментами и принадлежностями для контроля.
1.Рекомендации по подготовке к практической работе с указанием литературы
1. Перед испытаниями образцов изучить методические указания по выполнению практической работы, пройти инструктаж по охране труда.
2. РД 03-606-03 Инструкция по визуальному и измерительному контролю
2.Теоретические сведения
РД 03-606-03 устанавливает порядок проведения визуального и измерительного контроля (ВИК) сварных соединений, наплавок и основного материала объектов, подконтрольных Ростехнадзору.
РД 03-606-03 обязателен для организаций, которые осуществляют деятельность по визуальному и измерительному контролю (ВИК) при строительстве, изготовлении, эксплуатации, монтаже, реконструкции, техническом диагностировании, ремонте, экспертизе промышленной безопасности технических устройств, зданий и сооружений на опасных производственных объектах.
В РД 03-606-03 приведены определения различных дефектов и их иллюстрации, методики использования средств неразрушающего контроля для измерения конкретных дефектов.
РД 03-606-03 устанавливает требования:
- к контролю на конкретных стадиях (входной контроль, изготовление, подготовка к сборке и т.д.);
- к квалификации персонала, проводящего ВИК;
- к средствам НК (неразрушающего контроля);
- непосредственно к выполнению ВИК (подготовке мест контроля, подготовке к контролю, порядку ВИК на разных стадиях контроля и т.д.);
- к методам и средствам контроля для измерения конкретных параметров;
- к оценке результатов контроля;
- к процедурам продления, расширения и прекращения действия аттестации;
- к регистрации результатов контроля;
- к требованиям безопасности.
3.Описание рабочего места и оборудования
Место проведения работы – Лаборатория испытания материалов и контроля качества сварных соединений.
Инструменты – комплект ВИК, Инструкция по визуальному и измерительному контролю РД 03-606-03
4.Техника безопасности
Ознакомится с инструкцией № 01-10 по охране труда при проведении занятий в учебных кабинетах, учебно-производственных мастерских, лабораториях.
5.Порядок выполнения
1. Изучить комплектацию набора для визуально-измерительного контроля.
2. Определить назначение измерительных инструментов для контроля качества сварных соединений и металла (штангенциркуля, универсального шаблона сварщика УШС-3, набора щупов, набора радиусов, угольников и др. инструментов).
3. Изучить возможности УШС-3 по паспорту завода-изготовителя, произвести несколько измерений для тренировки
4.Изучить содержание инструкции по визуальному и измерительному контролю. Ответить на вопросы по методике ВИК. Подготовиться к беседе по методике ВИК
5. Изучить содержание технологической карты по ВИК
6. Отчет о работе
Отчет должен содержать: название работы, цель, оборудование и материалы, ответы на контрольные вопросы.
7. Контрольные вопросы
Каковы требования устанавливает РД 03-606-03 на стадии входного контроля?
Каковы требования устанавливает РД 03-606-03 при подготовке к контролю?
На каких стадиях производства сварных конструкций применяется ВИК?
Какие требования к персоналу, производящему ВИК?
Какой порядок выполнения ВИК готовых сварных изделий?
Какие инструменты применяются для измерительного контроля?
ПРАКТИЧЕСКАЯ РАБОТА №13.
Тема: Составление схемы радиационного метода контроля , определение дефектов выявляемые данным методом.
Схема, сущность и классификация радиационных методов контроля 2. Оборудование для радиационной дефектоскопии. Устройство и принцип работы. 3. Материалы для радиографического контроля. 4. Технология радиографического контроля, оценка R-снимков и оформление результатов контроля. 1 Схема, сущность и классификация радиационных методов контроля. Радиационные методы контроля сварных соединений проводятся с целью выявления внутренних дефектов в шве и околошовной зоне (непроваров, газовых пор, включений, трещин). Выявление внутренних дефектов при просвечивании основано на способности рентгеновского и гамма – излучения проникать через непрозрачные материалы, ослабляться и рассеиваться в зависимости от его толщины и плотности, а также воздействовать на эмульсию фотопленки и вызывать свечение отдельных химических элементов. В качестве ионизирующего излучения при радиационных методах контроля используют: рентгеновское излучение (контроль R –излучением) и гамма излучение. R – излучение образуется в результате торможения на аноде рентгеновской трубки свободных электронов. Гамма излучение образуется в результате распада ядер радиоактивных элементов (изотопов). В качестве изотопов применяемых в радиационной дефектоскопии используют: Тулий – 170; Цезий – 137; Селен – 75; Иридий -192. Методы радиационного контроля различаются способами регистрации дефектов и соответственно делятся на радиографические, радиоскопические и радиометрические. Радиографические методы радиационного неразрушающего контроля основаны на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. На практике этот метод наиболее широко распространен в связи с его простотой и документальным подтверждением полученных результатов. В зависимости от используемых детекторов различают пленочную радиографию и ксерорадиографию. В первом случае детектором скрытого изображения и регистратором статического видимого изображения служит фоточувствительная пленка, во втором — полупроводниковая пластина, а в качестве регистратора используют обычную бумагу. Радиационная интроскопия – метод, основанный на преобразовании радиационного изображения контролируемого объекта в световое изображение на выходном экране радиационно-оптического преобразователя, причем анализ полученного изображения проводится в процессе контроля. Чувствительность этого метода несколько меньше, чем радиографии, но его преимуществами являются повышенная достоверность получаемых результатов благодаря возможности стереоскопического видения дефектов и рассмотрения изделий под разными углами, "экспрессность" и непрерывность контроля. Радиометрическая дефектоскопия – метод получения информации о внутреннем состоянии сварного шва и околошовной зоны, просвечиваемых ионизирующим излучением, в виде электрических сигналов (различной величины, длительности или количества). Этот метод обеспечивает наибольшие возможности автоматизации процесса контроля и осуществления автоматической обратной святи контроля и технологического процесса изготовления изделия. Преимуществом метода является возможность проведения непрерывного высокопроизводительного контроля качества изделия. По чувствительности этот метод не уступает радиографии. Радиографический метод используют для контроля изделий ответственного назначения. Суть этого метода заключается в том, что на исследуемый материал (рис. 8) воздействуют рентгеновскими лучами. Пройдя через металл, лучи воздействуют на эмульсию фотопленку, вызывая ее потемнение. Потемнение пленки тем больше, чем меньшую плотность имеет металл на их пути. Поскольку любой дефект сварного соединения — это своего рода несплошность, и следовательно, имеющая меньшую плотность, то такие внутренние дефекты, как поры, раковины, трещины, будут выглядеть на пленке более темными пятнами, чем окружающий металл.

Достоинства метода: относительная простота интерпретации дефектов; наличие документа (пленки) после выполнения контроля. Недостатки метода: вредность и опасность излучения; ограничение по толщине контролируемого металла; трудность выявления «тонких» дефектов при их неблагоприятном расположении по отношению к направлению лучей (трещин, плоскость расположения которых перпендикулярна лучам); низкая производительность и относительно высокая стоимость материалов для контроля. 2.Оборудование для радиационной дефектоскопии. Устройство и принцип работы ПОРТАТИВНЫЙ ИМПУЛЬСНЫЙ РЕНТГЕНОВСКИЙ АППАРАТ «ШМЕЛЬ-250» Аппарат «ШМЕЛЬ-250» используется в качестве источника рентгеновского излучения при неразрушающем контроле сталей методом рентгенографии. ( Рис 9) 1 3 2 1 – рентгеновский моноблок; 2 – пульт управления; 3 – выносная лампа; 4 – блок аккумуляторов; 5 – зарядное устройство 4 5

Рис. 9 Рентгеновский аппарат «Шмель 250» и аксесуары к нему Рентгеновский аппарат состоит из двух блоков: рентгеновского моноблока поз.1 , пульта управления поз. 2. и выносной лампы поз. 3.Рентгеновский аппарат комплектуется блоком аккумуляторов поз. 4 и зарядным устройством поз 5. Межблочное соединение выполнено морозостойким низковольтным кабелем длиной 25 метров. Аппараты имеют биологическую защиту от обратного и рассеянного излучения, что обеспечивает безопасную работу оператора без использования специальных средств защиты. Рентгеновский аппарат, для расширения технологических возможностей, может быть установлен на тележку. (Рис. 10) Рис. 10 Транспортное средство (тележка) для панорамного просвечивания Предназначено для транспортировки аппарата «Шмель-250» с блоком аккумуляторов в трубопроводе диаметром от 720 до 1420 мм. Транспортное средство снабжено фонарем освещения. Перед просвечиванием моноблок R – аппарата устанавливается на приспособлении, которое крепится на контролируемую трубу. Рис. 11 Крепление рентгеновского аппарата «Шмель-250» для фронтального просвечивания Для промышленного применения радиоактивных источников излучения при контроле сварных швов применяют гамма – дефектоскопы (Рис.12), которые позволяют перемещать источники излучения в рабочее положение непосредственно при контроле и в положение хранения, после завершения контроля. Основной частью гамма – дефектоскопа является защитная радиационная головка, ампула с радиоактивным изотопом с помощью ручного пульта управления по ампулопроводу перемещается в коллиматор, который формирует панорамное излучение. После просвечивания ампула возвращается в положение хранения радиационной головки, которая обеспечивает защиту оператора от вредного воздействия излучения. Рис.12 Гамма-дефектоскоп РИД-SE 4P Стандартная поставка Внешний вид Наименование Чертеж Описание Головка радиационная еИ3.400.097 Головка радиационная с держателем источника Пульт управления ручной ПУ8/8 МГРА15.01.00.000- 03 Пульт управления в сборе Ампулопровод еИ6.438.130 Ампулопровод (рукав гибкий) длиной 8 м, внутренний диаметр 7.6 мм Коллиматор еИ5.176.168 Коллиматор для получения направленного пучка излучения Штуцер еИ9.330.868-02 Штуцер для соединения ампулопровода с радиационной головкой 3 Материалы для радиографического контроля Выбирают радиографическую пленку в зависимости от толщины и плотности материала просвечиваемого объекта, а также требуемой производительности и чувствительности контроля. Пленку РТ-1 используют главным образом для контроля сварных соединений больших толщин, так как она обладает высокой контрастностью и чувствительностью к излучению. Универсальную экранную пленку РТ-2 применяют при просвечивании деталей различной толщины, при этом время просвечивания меньше, чем при использовании других типов пленок. Для контроля изделий из алюминиевых сплавов и сплавов черных металлов небольшой толщины можно использовать высококонтрастные пленки РТ-3 и РТ-4. При дефектоскопии ответственных соединений применяют пленку РТ-5. Эта пленка обладает весьма высокой контрастностью, позволяет выявлять незначительные дефекты, хотя и имеет наименьшую чувствительность к излучению, что приводит к увеличению времени экспозиции при контроле. Для оценки качества снимков используют эталоны чувствительности. Это установленные нормативными документами по форме, составу и способу применения тест-образцы. По химическому составу составу и плотности материала эталоны должны бать идентичны контролируемому материалу. На рис. 13 изображены наиболее часто применяемые эталоны чувствительности. Эталон чувствительности ступенчатого типа имеет пять ступеней квадратной формы размером, например, 10 мм каждая; толщина ступеней 0,25; 0,5; 1,0 и 1,25 мм. Канавочный эталон чувствительности представляет собой пластину с канавками установленных форм и размеров. Проволочный эталон – это набор прямых проволочек установленных длин и диаметров. Проволочные эталоны стандартизованы ГОСТ-7512-82. Рис.13. Эталоны чувствительности радиационного контроля: 1 - ступенчатый; 2 - ступенчато-дырочный; 3 - проволочный; 4 – пластинчатый Для сокращения времени просвечивания R – пленку помещают между усиливающими экранами ( металлическими или флуоресцентными). Перед проведением радиографического контроля пленку вместе с усиливающими экранами помещают в специальную светозащитную кассету. С целью обозначения изделия и R – по участкам контроля применяют свинцовые маркировочные знаки, которые размещают в кассете. При просвечивании и фотообработке R – снимков они отпечатываются на пленке. Гибкие кассеты, заряженные радиографической пленкой и экранами, с помощью магнитных держателей или резиновых поясов закрепляют на контролируемом металле. 4. Технология радиографического контроля, оценкаR–снимков и оформление результатов контроля Детали, узлы, изделия поступают на просвечивание после визуального контроля, устранения недопустимых наружных дефектов, очищенными от масла, грязи, шлака и т.п. На контролируемые узлы изделий разрабатываются технологические карты контроля, которые определяют параметры режимов просвечивания, применяемое оборудование, порядок и технику контроля Название организации _____________________________________ ТЕХНОЛОГИЧЕСКАЯ КАРТА (пример) Объект: З 17, ГОСТ 16037. Номер сектора промышленности: 10 Схема просвечивания: чертеж 5г по ГОСТ 7512-82 Параметры контроля Толщина свариваемых элементов (S, мм) - 6,0 Диаметр свариваемых элементов (D, мм) - 159 Материал - ст. 20 Радиационная толщина (h, мм) - 13 Источник излучения – «Шмель-250» Тип эталона–канавочный Эталон чувствительности № 1 Толщина усиливающих металлических экранов, мм Флуоресцирующие экраны - ЭУ-В2А Тип пленки - РТ-1 Чувствительность, - 0,3 мм 1. Источник излучения 2. Контролированный участок 3. Кассета 4. Эталон чувствительности Длина контролированного участка, мм – 200 Число участков на каждом шве - 4 Схема зарядки кассеты в соответствии с ГОСТ 7512-82 Длина пленки, мм - 240 3. 1. 3. Ширина пленки, мм - 60 Фокусное расстояние (F, мм) - 300 Время экспозиции, мин - 0,5 1. Радиографическая пленка 2. Усиливающие металлические экраны 3.Флуоресцирующиеэкраны Ток трубки, мА - 0,3 Напряжение, кВ - 140 Оценка качества: ГОСТ 23055-78, ДБН В.2.5- 20-2012г. Перед просвечиванием новых объектов в соответствии с технологической картой контроля выполняются следующие операции: - анализируется конструкция и определяются участки и схемы просвечивания; - выбираются источники излучения, тип рентгенографической пленки, усиливающие экраны; - определяются режимы просвечивания (напряжение на рентгеновской трубке и сила тока, тип радиоактивного источника, фокусное расстояние, время просвечивания); - проводятся мероприятия по защите людей от воздействия ионизирующего излучения, по обеспечению электро- и пожаробезопасности; - заряжаются кассеты; - устанавливаются с помощью средств механизации и автоматизации в положение просвечивания источники излучения и контролируемые объекты, а также кассеты, маркировочные знаки, эталоны чувствительности подготавливаются к включению рентгеновские аппараты или гамма - дефектоскопы. Места на деталях и узлах изделий, подлежащие контролю просвечиванием, размечают цветным карандашом или мелком на отдельные участки, соответствующие размеру снимка, и маркируют условными обозначениями. Маркировочные знаки (цифры, буквы, стрелки) изготавливают в соответствии с ГОСТ 15843-70. Заряженные кассеты закрепляют на контролируемом объекте с помощью магнитных держателей или гибких поясов, обеспечивающих плотное прилегание кассет к просвечиваемому участку. СХЕМЫ ПРОСВЕЧИВАНИЯ Рис.14 Схемы просвечивания Схемы контроля сварных соединений различных типов приведены на рис. 14 (1 – 11). Стыковые односторонние соединения без разделки кромок, а также с V-образной разделкой (рис.14.1) просвечивают, как правило, по нормали к плоскости свариваемых элементов. Швы, выполненные двусторонней сваркой с К-образной разделкой кромок, наиболее целесообразно просвечивать по схеме (рис.14.2 )с применением в ряде случаев двух экспозиций. В этом случае направление центрального луча должно совпадать с линией разделки кромок. Допускается просвечивать эти швы также и по схеме 1. При контроле швов нахлесточных, угловых и тавровых соединений центральный луч направляют, как правило, под углом 45° к плоскости листа (рис.14.3 —14.8). Трубы большого диаметра (более 200 мм) просвечивают через одну стенку, а источник излучения устанавливают снаружи или внутри изделия с направлением оси рабочего пучка перпендикулярно шву (рис.14.9- 14.11). При просвечивании через две стенки сварных соединений труб малого диаметра во избежание наложения изображения участка шва, обращенного к источнику излучения, на изображение участка шва, обращенного к пленке, источник сдвигают по отношению к плоскости сварного соединения (рис.14. 10) под углом 20 ...25°. РАСШИФРОВКА РАДИОГРАФИЧЕСКИХ СНИМКОВ Первый этап просмотра пленки требует оценки качества радиографического изображения. Он включает определение следующих факторов: - содержит ли снимок пятна, полосы, загрязнения и повреждения эмульсионного слоя; - имеется ли на снимке изображение ограничительных меток, маркировочных знаков, эталона чувствительности; - в заданных ли пределах находится оптическая плотность почернения на снимке. Расшифровка снимков — наиболее ответственный этап в проведении работ по фото-обработке. Задача контролера заключается в выявлении дефектов, установлении их видов и размеров. При измерении размеров изображений дефектов до 1,5 мм рекомендуется применять измерительную лупу (ГОСТ 25706—83), свыше 1,5 мм — прозрачную измерительную линейку. При расшифровке снимков необходимо отличать дефекты, вызванные плохим качеством пленки или неправильным обращением с нею в процессе фотообработки, от дефектов контролируемого материала. В сомнительных случаях контролируемый материал подвергают повторному просвечиванию. При этом оценку качества изделия проводят только по сухому снимку (рентгенограмме), соответствующему следующим требованиям (ГОСТ 7512—82): Заключение о качестве проконтролированного сварного соединения дается в соответствии с техническими условиями на изготовление и приемку изделия.. Для записи результатов контроля применяют сокращенные обозначения обнаруженных на снимке дефектов: Условное обозначение дефектов: Аа – газовые сферические поры; Аb – удлиненные газове поры; Аd – скопление газовых пор; Ас – цепочка газовых пор; Ва – шлаковые включения; Вb – удлиненные шлаковые включения; Вb – металлические включения; С – несплавления: Еа, Еb, Ес – трещины. Пример сокращенной записи выявленных дефектов В сварном шве обнаружены отдельные газовые пори диаметром 1мм5шт; 2мм-5 шт; 4мм – 2 шт;; цепочка пор длиной 14 мм; скопление мелких пор диаметром 9 мм; три шлаковых включения по 3; 7; 5, мм; не сплавления протяженностю 24 мм; 2 продольные трещини по 11 мм. Аа 1х5; Аа 2х5; Аа 4х2; Ас 14; Аd 9; Ва 3; ; Ва 7; Ва 5; С 24; Е 11 х 2 1.
Схемы контроля:
Сварные соединения следует контролировать по черт.4 и 5.
Черт.1. Схемы контроля стыковых, нахлесточных, угловых и тавровых соединений
Схемы контроля стыковых, нахлесточных, угловых и тавровых соединений

1.2. При ограниченной ширине привариваемого элемента допускается проводить контроль тавровых сварных соединений с направлением излучения по образующей этого элемента в соответствии с черт.6.
Черт.2. Схемы контроля кольцевых (стыковых, нахлесточнхы, угловых и тавровых) сварных соединений
Схемы контроля кольцевых (стыковых, нахлесточных, угловых и тавровых) сварных соединений

- схему черт.2е (панорамное просвечивание) - для контроля изделий диаметром до 2 м независимо от объема контроля и диаметром 2 м и более при 100%-ном контроле;
- схему черт.2ж - при 100%-ном и выборочном контроле, если использование схемы черт.2е невозможно;
- схему черт.2з - при выборочном контроле изделий диаметром 2 м и более;
-схемы черт.2а, б - для изделий с внутренним диаметром 10 м и более, если использование схемы черт.2е невозможно.
Черт.3. Контроль тавровых сварных соединений

3. При контроле стыковых сварных соединений по схемам черт.2а, б, е, ж, з направление излучения должно совпадать с плоскостью контролируемого сварного соединения. При контроле по этим схемам угловых сварных швов вварки труб, штуцеров и т.п. угол между направлением излучения и плоскостью сварного соединения не должен превышать 45°.
3.1. При контроле сварных соединений по схемам черт.2в, г, д направление излучения следует выбирать таким, чтобы изображения противолежащих участков сварного шва на снимке не накладывались друг на друга.
При этом угол между направлением излучения и плоскостью сварного шва должен быть минимальным и в любом случае не превышать 45°.
Эти схемы и направления излучения должны быть предусмотрены технической документацией на контроль и приемку сварных соединений.
3.2. Для уменьшения разности оптических плотностей различных участков снимка при контроле сварных соединений с большим перепадом толщин, а также в случае, когда контролируемое сварное соединение не обеспечивает защиту радиографической пленки от воздействия прямого излучения (например при контроле торцевых швов вварки труб в трубные решетки, при контроле наплавки кромок под сварку и т.п.), контроль следует проводить с использованием приставок-компенсаторов.
Допускается использовать компенсаторы из любого материала, обеспечивающего требуемое ослабление излучения.
3.3. При выборе схемы и направления излучения следует учитывать:
- расстояние от контролируемого сварного соединения до радиографической пленки должно быть минимальным и в любом случае не превышать 150 мм;
- угол между направлением излучения и нормалью к радиографической пленке в пределах контролируемого за одну экспозицию участка сварного соединения должен быть минимальным и в любом случае не превышать 45°.
4. ВЫБОР ПАРАМЕТРОВ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ4
4.1. Расстояние от источника излучения до ближайшей к источнику поверхности контролируемого участка сварного соединения (при просвечивании сварных соединений цилиндрических и сферических пустотелых изделий через две стенки - до близлежащей к источнику поверхности контролируемого сварного соединения) и размеры или количество контролируемых за одну экспозицию участков для всех схем просвечивания (за исключением схемы черт.5е) следует выбирать такими, чтобы при просвечивании выполнялись следующие требования:
- геометрическая нерезкость изображений дефектов на снимках при расположении пленки вплотную к контролируемому сварному соединению не должна превышать половины требуемой чувствительности контроля при чувствительности до 2 мм и 1 мм - при чувствительности более 2 мм;
- относительное увеличение размеров изображений дефектов, расположенных со стороны источника излучения (по отношению к дефектам, расположенным со стороны пленки), не должно превышать 1,25;
- угол между направлением излучения и нормалью к пленке в пределах контролируемого за одну экспозицию участка сварного соединения не должен превышать 45°;
- уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по отношению к оптической плотности в месте установки проволочного эталона чувствительности или по отношению к оптической плотности изображения канавочного или пластинчатого эталона чувствительности не должно превышать 1,0.
4.2. Формулы для определения минимальных допустимых расстояний от источника излучения до контролируемого сварного соединения, а также максимальных размеров и минимального количества контролируемых за одну экспозицию участков при контроле по схемам черт.1-3.
4.3. При контроле сварных соединений по черт.5з (панорамное просвечивание) отношение внутреннего диаметра  к внешнему диаметру
к внешнему диаметру  контролируемого соединения не должно быть менее 0,8, а максимальный размер фокусного птна источника излучения не должен быть более
контролируемого соединения не должно быть менее 0,8, а максимальный размер фокусного птна источника излучения не должен быть более ![]() , где - чувствительность контроля.
, где - чувствительность контроля.
4.4. В случаях, когда размеры дефектов не определяются (например дефекты не допускаются независимо от их размеров), приведенное в п.5.3 соотношение между внутренним и внешним диаметрами контролируемого соединения может не соблюдаться.
4.5. При отсутствии источника излучения, удовлетворяющего требованию п.5.3, допускается при контроле по черт.5з использовать источники излучения с максимальным размером фокусного пятна, удовлетворяющим соотношению
![]() .
.
В этом случае эталон чувствительности должен устанавливаться на сварном соединении или имитаторе сварного соединения, используемом при определении чувствительности, только со стороны источника излучения.
4.6. Длина снимков должна обеспечивать перекрытие изображений смежных участков сварных соединений при длине контролируемого участка до 100 мм не менее 0,2 длины участка, при длине контролируемого участка св. 100 мм - не менее 20 мм.
4.7. Ширина снимков должна обеспечивать получение изображений сварного шва, эталонов чувствительности, маркировочных знаков и околошовных зон шириной:
- для стыковых и нахлесточных соединений:
не менее 5 мм - при толщине свариваемых кромок до 5 мм;
не менее толщины свариваемых кромок - при толщине свариваемых кромок св. 5 до 20 мм;
не менее 20 мм - при толщине свариваемых кромок св. 20 мм;
- для тавровых и угловых соединений - устанавливается технической документацией на контроль или приемку этих соединений.
5. РАСШИФРОВКА СНИМКОВ
5.1. Просмотр и расшифровку снимков следует проводить после их полного высыхания в затемненном помещении с применением специальных осветителей-негатоскопов.
Следует использовать негатоскопы с регулируемыми яркостью и размерами освещенного поля. Максимальная яркость освещенного поля должна составлять не менее 10 кд/м
кд/м , где
, где  - оптическая плотность снимка. Размеры освещенного поля должны регулироваться при помощи подвижных шторок или экранов-масок в таких пределах, чтобы освещенное поле полностью перекрывалось снимком.
- оптическая плотность снимка. Размеры освещенного поля должны регулироваться при помощи подвижных шторок или экранов-масок в таких пределах, чтобы освещенное поле полностью перекрывалось снимком.
(Измененная редакция, Изм. N 1).
5.2. Снимки, допущенные к расшифровке, должны удовлетворять требованиям:
- на снимках не должно быть пятен, полос, загрязнений и повреждений эмульсионного слоя, затрудняющих их расшифровку;
- на снимках должны быть видны изображения ограничительных меток, маркировочных знаков и эталонов чувствительности;
- оптическая плотность изображений контролируемого участка шва, околошовной зоны и эталона чувствительности должна быть не менее 1,5;
- уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по сравнению с оптической плотностью изображения эталона чувствительности не должно превышать 1,0.
5.3. Чувствительность контроля (наименьший диаметр выявляемой на снимке проволоки проволочного эталона, наименьшая глубина выявляемой на снимке канавки канавочного эталона, наименьшая толщина пластинчатого эталона, при которой на снимке выявляется отверстие с диаметром, равным удвоенной толщине эталона), не должна превышать значений, приведенных в табл.6*.
Таблица 1
|
|
|
|
|
|
|
|
|
| |||
| Радиационная толщина (в месте установки эталона чувствительности) | Класс чувствительности | ||||||||||
|
| 1 | 2 | 3 | ||||||||
| До | 5 |
|
|
|
| 0,10 | 0,10 | 0,20 | |||
| Св. | 5 | до | 9 | включ. |
| 0,20 | 0,20 | 0,30 | |||
| " | 9 | " | 12 | " |
| 0,20 | 0,30 | 0,40 | |||
| " | 12 | " | 20 | " |
| 0,30 | 0,40 | 0,50 | |||
| " | 20 | " | 30 | " |
| 0,40 | 0,50 | 0,60 | |||
| " | 30 | " | 40 | " |
| 0,50 | 0,60 | 0,75 | |||
| " | 40 | " | 50 | " |
| 0,60 | 0,75 | 1,00 | |||
| " | 50 | " | 70 | " |
| 0,75 | 1,00 | 1,25 | |||
| " | 70 | " | 100 | " |
| 1,00 | 1,25 | 1,50 | |||
| " | 100 | " | 140 | " |
| 1,25 | 1,50 | 2,00 | |||
| " | 140 | " | 200 | " |
| 1,50 | 2,00 | 2,50 | |||
| " | 200 | " | 300 | " |
| 2,00 | 2,50 | - | |||
| " | 300 | " | 400 | " |
| 2,50 | - | - | |||
5.4. В соответствии с требованиями технической документации на контролируемые изделия допускается определять чувствительность ( ) в процентах по формуле
) в процентах по формуле
![]() ,
,
где - чувствительность, мм;
- толщина просвечиваемого металла, мм.
5.5. Расшифровка и оценка качества сварных соединений по снимкам, не имеющим изображений эталонов чувствительности, допускается:
- при панорамном просвечивании кольцевых сварных соединений при одновременном экспонировании более четырех пленок. В этих случаях, независимо от общего числа снимков, допускается устанавливать по одному эталону чувствительности на каждую четверть длины окружности сварного соединения;
- при невозможности применения эталонов чувствительности.
В этих случаях чувствительность определяется на имитаторах сварного соединения при обработке режимов контроля.
5.6. При расшифровке снимков определяют размеры изображений трещин, непроваров, пор и включений, а также, при необходимости, оценивают величину вогнутости и выпуклости корня шва (в случаях, когда корень шва недоступен для внешнего осмотра).
Перечень подлежащих определению размеров и методика оценки величины вогнутости и выпуклости корня шва должны быть приведены в технической документации на контроль и приемку сварных соединений.
5.7. При документальном оформлении результатов расшифровки снимков определенные по снимкам размеры следует округлить до ближайших значений из ряда 0,2; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,5; 2,0; 2,5; 3,0 мм или ближайших целых значений в миллиметрах, если определенный по снимку размер превышает 3,0 мм.
5.8. Если при контроле пленка располагается на расстоянии  от обращенной к пленке поверхности контролируемого сварного соединения и выполняется соотношение
от обращенной к пленке поверхности контролируемого сварного соединения и выполняется соотношение
![]() ,
,
определенные по снимку размеры перед их округлением рекомендуется умножать на коэффициент
![]() ,
,
где - расстояние от источника излучения до обращенной к источнику поверхности контролируемого участка сварного соединения, мм;
 - радиационная толщина, мм.
- радиационная толщина, мм.
5.9. При измерении размеров дефектов до 1,5 мм применяют измерительную лупу с ценой деления 0,1 мм, св. 1,5 мм - любое измерительное устройство с ценой деления 1 мм.
5.10. Результаты расшифровки снимков и чувствительность контроля должны быть записаны в заключении или журнале регистрации результатов контроля, форма которых должна устанавливаться технической документацией на контроль или приемку сварных соединений.
5.11. Для обозначения дефектов в заключении или журнале регистрации результатов контроля следует применять условные обозначения, приведенные в приложении 5.
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. Основными видами опасности для персонала при радиографическом контроле являются воздействие на организм ионизирующего излучения и вредных газов, образующихся в воздухе под воздействием излучения, и поражение электрическим током.
6.2. Радиографический контроль и перезарядка радиоактивных источников должны проводиться только с использованием специально предназначенной для этих целей и находящейся в исправном состоянии аппаратуры, документация на изготовление и эксплуатацию которой при выпуске в количестве более трех экземпляров должна быть согласована с Государственным комитетом СССР по использованию атомной энергии и Главным санитарно-эпидемиологическим управлением Министерства здравоохранения; до трех экземпляров - с местными органами санитарно-эпидемиологической службы.
6.3. Электрооборудование действующих стационарных и переносных установок для радиографического контроля должно соответствовать требованиям ГОСТ 12.2.007.0 и "Правил устройства электроустановок", утвержденных Главным техническим управлением по эксплуатации энергосистем и Госэнергонадзором Министерства энергетики.
6.4. При проведении радиографического контроля, хранении и перезарядке радиоактивных источников излучения должна быть обеспечена безопасность работ в соответствии с требованиями "Основных санитарных правил работы с радиоактивными веществами и другими источниками ионизирующих излучений" ОСП-72/80* N 2120-80, утвержденных Главным государственным санитарным врачом СССР 18 января 1980 г., "Норм радиационной безопасности" НРБ-76** N 141-76, утвержденных Главным государственным санитарным врачом СССР 7 июня 1976 г., "Санитарных правил по радиоизотопной дефектоскопии" N 1171-74*, утвержденных заместителем Главного государственного санитарного врача СССР 7 августа 1974 г. и ГОСТ 23764.
6.7. Предприятия, выполняющие радиографический контроль сварных соединений, разрабатывают в соответствии с требованиями безопасности настоящего раздела документацию, определяющую правила и методы безопасной организации работ, объем и средства радиографического контроля с учетом местных условий производства и доводят их в установленном порядке до работающих.
ПРАКТИЧЕСКАЯ РАБОТА №14.
Тема: Схемы контроля сварных соединений магнитными методами .
Цель практической работы: изучить схемы различных способов намагничивания для магнитопорошкового метода контроля ферромагнитных материалов
1.Рекомендации по подготовке к практической работе с указанием литературы
Перед началом работы ознакомится с:
1. ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод. Источник:http://www.znaytovar.ru/gost/2/GOST_2110587_Kontrol_nerazrush.html
2. Овчинников В.В.Контроль качества сварных соединений: учебник для СПО-М.:Изд.центр «Академия», 2009г.-208с. (с. 111-124)
2.Теоретические сведения
Чувствительность магнитопорошкового метода определяется магнитными характеристиками материала объекта контроля, его формой, размерами и шероховатостью поверхности, напряженностью намагничивающего поля, местоположением и ориентацией дефектов, взаимным направлением намагничивающего поля и дефекта, свойствами дефектоскопического материала, способом его нанесения на объект контроля, а также способом и условиями регистрации индикаторного рисунка выявляемых дефектов.
При магнитопорошковом контроле применяют намагничивание: циркулярное; продольное (полюсное); комбинированное; во вращающемся магнитном поле.
Виды, способы и схемы намагничивания приведены в табл. 1.
Вид и способ намагничивания выбирают в зависимости от размеров и формы объекта, материала и толщины покрытия, а также от характера и ориентации дефектов, подлежащих выявлению. При этом наилучшее условие выявления дефектов - перпендикулярное направление намагничивающего поля по отношению к направлению ожидаемых дефектов.
При необходимости выявления дефектов различной ориентации применяют намагничивание в двух или трех взаимно перпендикулярных направлениях, комбинированное намагничивание, а также намагничивание во вращающемся магнитном поле.
Таблица1
| Вид намагничивания | Способ намагничивания | Схема намагничивания |
| Циркулярное | Пропусканием тока по всему объекту |
|
| Пропусканием тока по части объекта |
| |
| Пропусканием тока по проводнику, помещенному в сквозное отверстие в объекте |
| |
| Путем индуцирования тока в объекте |
| |
| Пропусканием тока по тороидальной обмотке |
| |
| Продольное (полюсное) | При помощи постоянного магнита |
|
| При помощи электромагнита |
| |
| При помощи соленоида |
| |
| Перемещением постоянного магнита по объекту |
| |
| Комбинированное | Пропусканием тока но объекту и при помощи электромагнита |
|
| Пропусканием тока по объекту и при помощи соленоида |
| |
| Пропусканием по объекту двух токов во взаимно перпендикулярных направлениях |
| |
| Индуцированием тока в объекте и пропусканием тока по проводнику, помещенному в сквозное отверстие в объекте |
| |
| Во вращающемся магнитом поле | При помощи соленоида вращающегося магнитного поля |
|














Примечание. Обозначения: О - объект контроля; Ф - магнитный поток; I - электрический ток.
3.Порядок выполнения
1. Изучить методические рекомендации к выполнению данной практической работы.
2. Зарисовать схемы намагничивания.
3. Выбрать схемы намагничивания для заданных деталей.
4.Отчет о работе
Название и цель работы;
Обоснование выбора схем намагничивания заданных деталей;
Ответы на контрольные вопросы.
5.Контрольные вопросы
От чего зависит чувствительность магнитопорошкового контроля?
Какие схемы намагничивания применяют для выявления дефектов в разных направлениях?
Какие существуют разновидности магнитопорошкового контроля?
ПРАКТИЧЕСКАЯ РАБОТА №15.
Тема: Дефекты сварных соединений выявляемых разрушающими методами контроля.
Цель работы: По опытным образцам определить виды дефектов.
Теоретическая часть:
Качество — это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять потребности в соответствии с ее назначением. Это категория относительная и комплексная. Требования, предъявляемые к изделиям различного назначения, не могут быть одинаковыми. Качество сварных соединений оценивается совокупностью показателей: прочностью, пластичностью, коррозионной стойкостью, структурой металла шва и околошовной зоны, числом дефектов, числом и характером исправлений, вероятностью безотказной работы за заданное время и т.д.
Для получения качественных сварных конструкций на всех этапах их изготовления применяются различные методы контроля, обеспечивающие обнаружение дефектов и их предупреждение.
Обычно по воздействию на материал или изделие все методы контроля разделяются на две большие группы — разрушающие и неразрушающие.
К разрушающим относят механические, металлографические и коррозионные испытания. Механические испытания сварных соединений и металла шва включают растяжение, изгиб, сплющивание и другие виды разрушения, которые количественно характеризуют прочность, качество и надежность соединений. По характеру нагрузки предусматривают статические, динамические и усталостные испытания. Разрушающие испытания проводят обычно на образцах-свидетелях и реже — на самих изделиях. Образцы-свидетели сваривают из того материала и по той же технологии, что и сварные соединения изделий.
Разрушающие испытания проводят на образцах-свидетелях, моделях и реже на самих изделиях для получения информации, прямо характеризующей прочность, качество или надежность соединений. К их числу относятся: механические испытания, металлографические исследования, химический анализ и специальные испытания. Эти методы применяют главным образом при разработке технологии изготовления металлических конструкций или для выборочного контроля готовой продукции.
Механические испытания предусматривают статические испытания различных участков сварного соединения на растяжение, изгиб, твердость и динамические испытания на ударный изгиб и усталостную прочность.
Металлографические исследования проводят для установления структуры металла сварного соединения и наличия дефектов.
Методы разрушающего контроля
Разрушающий контроль служит для количественного определения максимальной нагрузки на предмет, после которой наступает разрушение. Испытания могут носить разный характер: статические нагрузки позволяют точно измерить силу воздействия на образец и подробно описать процесс деформации. Динамические испытанияслужат для определения вязкости или хрупкости материала: это разного рода удары, при которых возникают инерционные силы в частях образца и испытательной машины. Испытания на усталость – это многократные нагрузки небольшой силы, вплоть до разрушения. Испытания на твердость служат для измерения силы, с которой более твердое тело (например, алмазный наконечник ударника) внедряется в поверхность образца. Испытания на изнашивание и истирание позволяют определить изменения свойств поверхности материала при длительном воздействии трения. Комплексные испытания позволяют описывать основные конструкционные и технологические свойства материала, регламентировать максимально допустимые нагрузки для изделия.

Для определения характеристик механической прочности используют разрывные машины. Например, WEB 600, производства TIME Group Inc.: она способна развивать усилие 600 кН. Машины для технологических испытаний, такие как ИА 5073-100, ИХ 5133, ИХ 5092 отечественного производства, поставляемые компанией ООО «Северо-Западные Технологии», служат для испытаний на скручивание проволоки, выдавливание листового металла, перегибов проволоки и так далее.
Есть несколько методов определения твердости металла: по Виккерсу, когда в поверхность вдавливается четырехгранная алмазная пирамидка под действием нагрузки в 5, 10, 20, 30, 50 и 100 кгс. Затем отпечаток измеряют по диагоналям квадрата, и по таблице определяют число твердости. Машины для определения твердости – твердомеры. Например ИТ 5010 – машина для определения твердости по Виккерсу.
При исследовании твердости по методу Роквелла, образец плавно нагружают до 98 Н (10 кгс). Затем дается дополнительная нагрузка до максимального значения 490 Н (50 кгс) – 1373 Н (140 кгс). После его достижения на шкале индикатора прибора отображается количество единиц твердости образца. Один из распространенных твердомеров по Роквеллу – ТР 5006 М. Среди машин, предназначенных для испытания на усталость можно назвать МУИ-6000»).
Данные дефектов занести в таблицу и указать на способы его устранений.
Литература:
1. Овчинников В. В. Контроль качества сварных соединений – М: Aкадемия, 2009.
2. Овчинников В. В. Лабораторный практикум. Контроль качества сварных соединений – М: Aкадемия, 2009.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

