
Россия, Минеральные Воды


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 29.04.2026 09:06

Константинова Ольга Викторовна
преподаватель
59 лет
Местоположение
Специализация
Методы упрочнения металла
Категория:
Прочее
24.12.2018 19:52

Просмотр содержимого документа
«Методы упрочнения металла»

Термомеханическая обработка стали
Методы упрочнения металла
Термомеханическая обработка стали
- закалка предварительно деформированной стали в аустенитном состоянии .
ТМО совмещает пластическую деформацию и термическую обработку.
ТМО относится к комбинированным способам изменения строения и свойств материалов или процессам упрочнения металла.
Термомеханическая обработка стали
- При ТМО в результате деформации аустенита происходит:
- дробление его зерен (блоков); увеличение плотности дислокаций, что при последующей закалке такого аустенита образуются более мелкие пластинки мартенсита, снижаются напряжения.
- дробление его зерен (блоков);
- увеличение плотности дислокаций, что при последующей закалке такого аустенита образуются более мелкие пластинки мартенсита, снижаются напряжения.

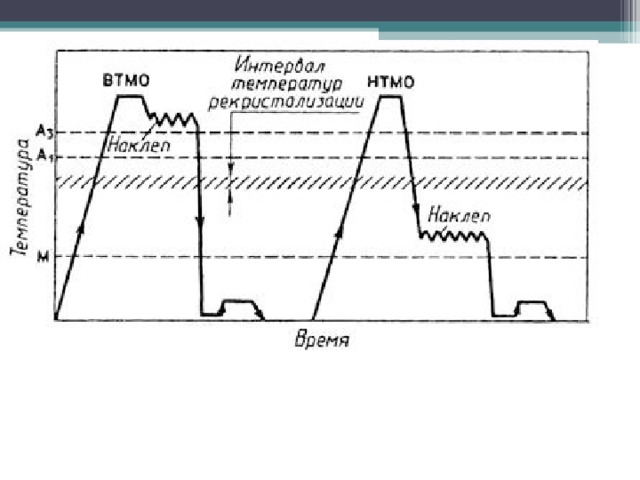
Высокотемпературная ТМО (ВТМО)
Деформация
Аустенизация
углеродистые, легированные, конструкционные, пружинныхе и инструментальные стали
1. нагрев до температуры «Ас 3 +(20…30ºС)»
2. деформация стали
3. закалка стали
4. отпуск при T = 100…200 o С
- повышается ударная вязкость
- понижаются порог хладоломкости и чувствительность к трещинообразованию
- устраняется отпускная хрупкость
Рекристализация
Закалка
Отпуск
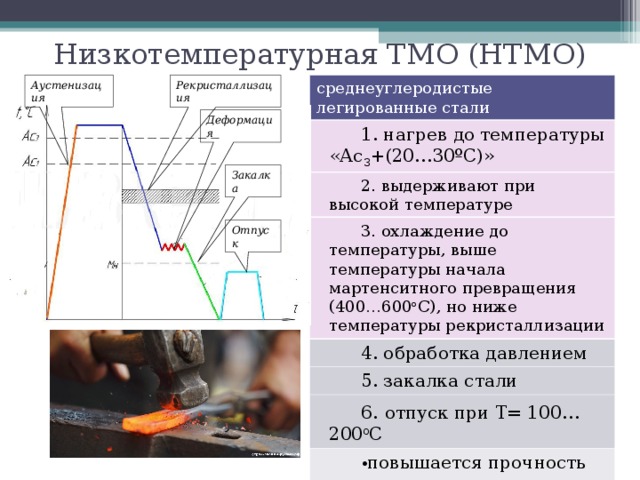
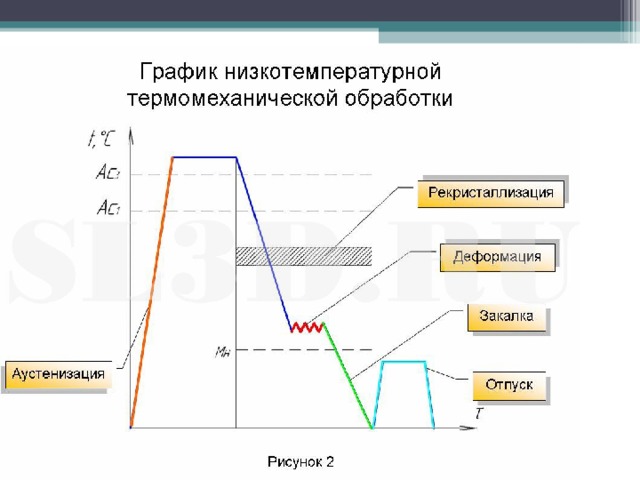
Низкотемпературная ТМО (НТМО)
Аустенизация
среднеуглеродистые легированные стали
1. нагрев до температуры «Ас 3 +(20…30ºС)»
Рекристаллизация
2. выдерживают при высокой температуре
3. охлаждение до температуры, выше температуры начала мартенситного превращения (400…600 o С), но ниже температуры рекристаллизации
4. обработка давлением
5. закалка стали
6. отпуск при T = 100…200 o С
- повышается прочность
- не устраняется отпускная хрупкость
Деформация
Закалка
Отпуск

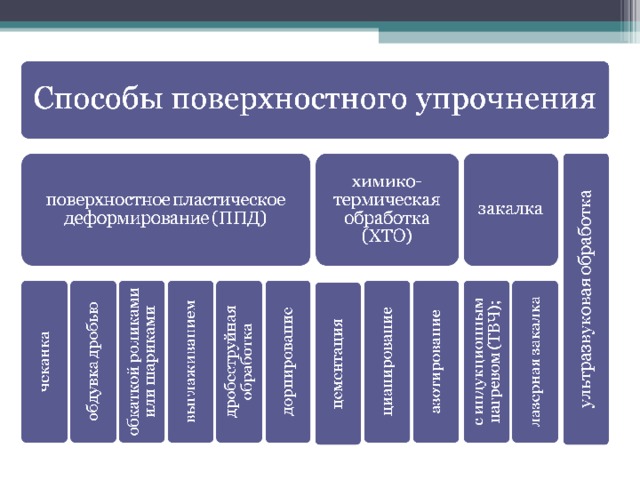
Поверхностное пластическое деформирование (ППД)
– это обработка деталей давлением (без снятия стружки), при которой пластически деформируется только их поверхностный слой на глубину 0,2…0,4 мм.
Назначение ППД — снижение параметра шероховатости до Rа= 0,04...0,16 мкм.
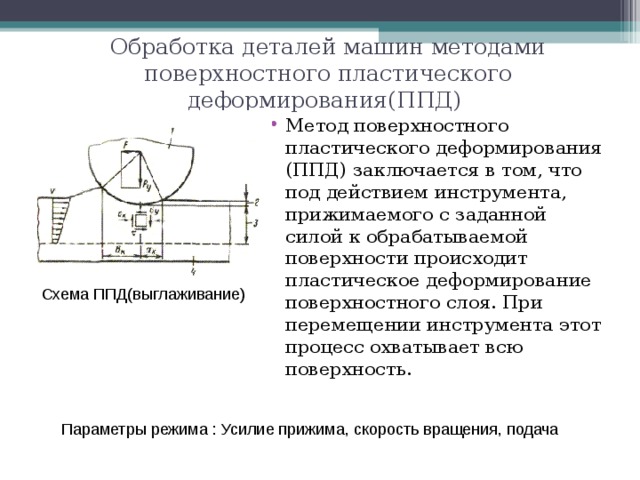
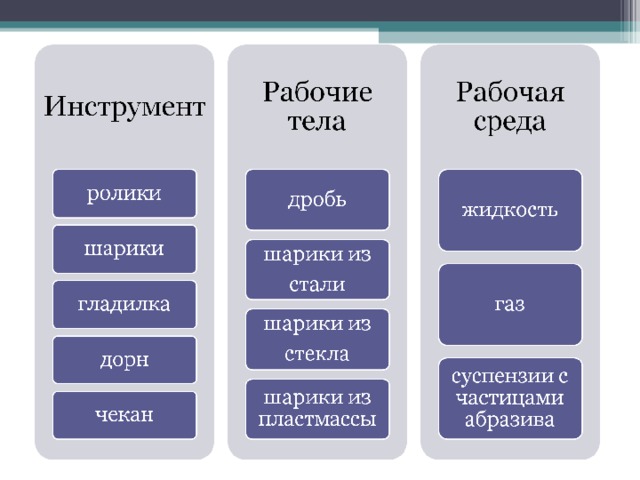
Обработка деталей машин методами поверхностного пластического деформирования(ППД)
- Метод поверхностного пластического деформирования (ППД) заключается в том, что под действием инструмента, прижимаемого с заданной силой к обрабатываемой поверхности происходит пластическое деформирование поверхностного слоя. При перемещении инструмента этот процесс охватывает всю поверхность.
Схема ППД(выглаживание)
Параметры режима : Усилие прижима, скорость вращения, подача
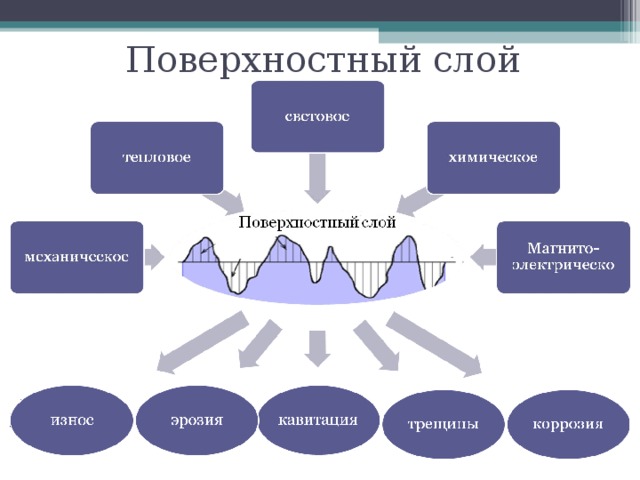
Поверхностный слой

Дефекты поверхности
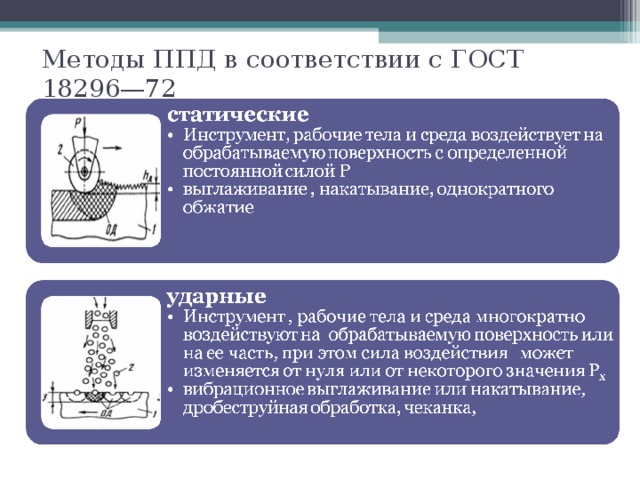
Методы ППД в соответствии с ГОСТ 18296—72
Преимущества ППД
Преимущества ППД
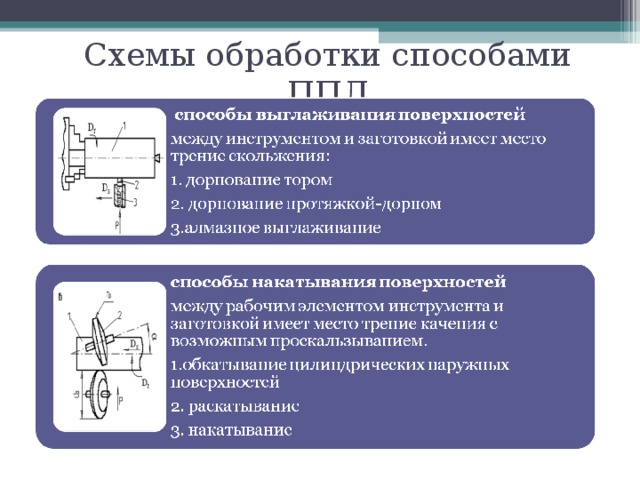
Схемы обработки способами ППД
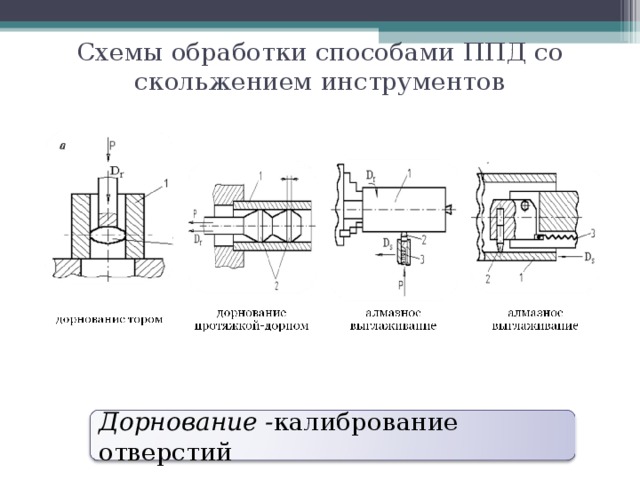
Схемы обработки способами ППД со скольжением инструментов
Дорнование - калибрование отверстий
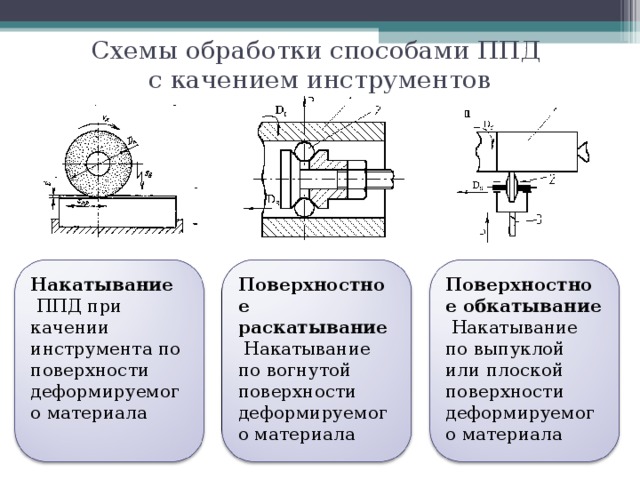
Схемы обработки способами ППД
с качением инструментов
Накатывание ППД при качении инструмента по поверхности деформируемого материала
Поверхностное раскатывание Накатывание по вогнутой поверхности деформируемого материала
Поверхностное обкатывание Накатывание по выпуклой или плоской поверхности деформируемого материала

Другие способы ППД
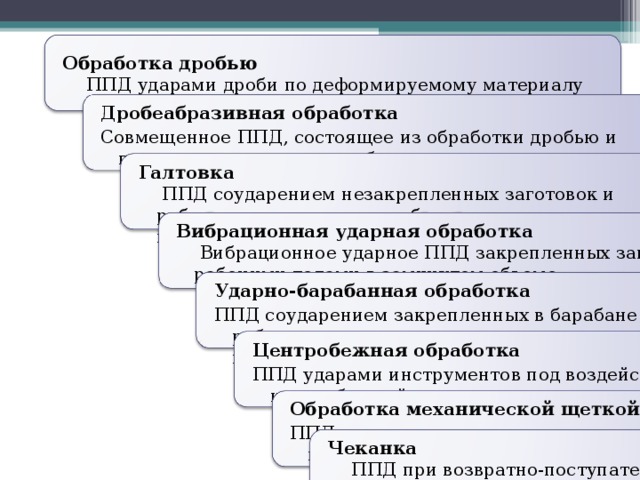
Обработка дробью ППД ударами дроби по деформируемому материалу
Дробеабразивная обработка
Совмещенное ППД, состоящее из обработки дробью и полирования частицами абразива
Галтовка ППД соударением незакрепленных заготовок и рабочих тел в замкнутом объеме при их перемещении, вызванном вращением рабочего органа
Вибрационная ударная обработка Вибрационное ударное ППД закрепленных заготовок рабочими телами в замкнутом объеме
Ударно-барабанная обработка
ППД соударением закрепленных в барабане заготовок с рабочими телами, падающими вследствие его вращения
Центробежная обработка
ППД ударами инструментов под воздействием центробежной силы
Обработка механической щеткой
ППД ударами концов ворса вращающейся механической щетки
Чеканка ППД при возвратно-поступательном относительном перемещении инструмента и деформируемого материала

Применение ППД
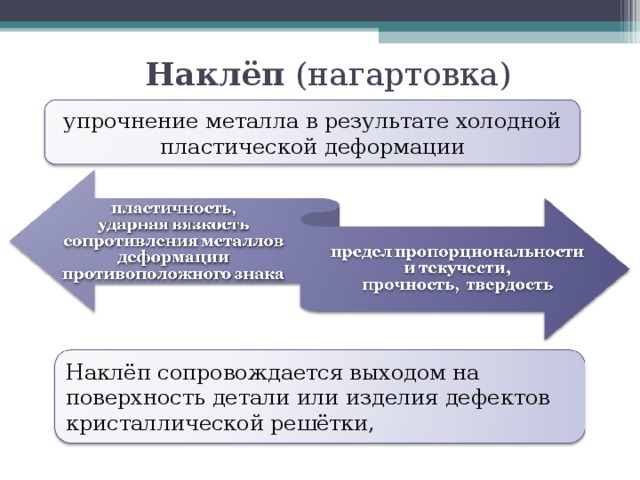
Наклёп (нагартовка)
упрочнение металла в результате холодной пластической деформации
Наклёп сопровождается выходом на поверхность детали или изделия дефектов кристаллической решётки,
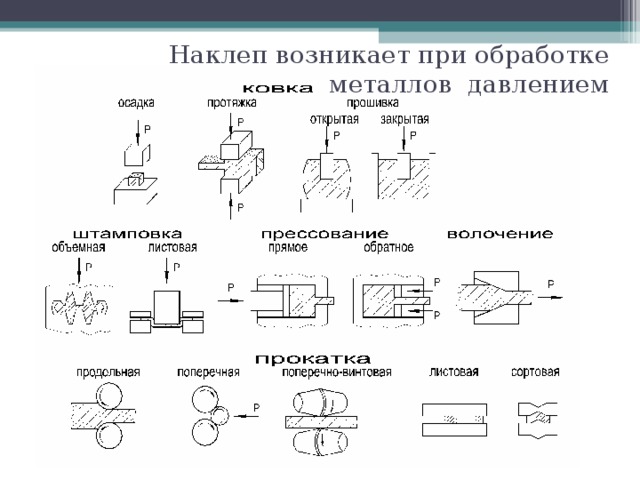
Наклеп возникает при обработке металлов давлением

Комплекты видеоуроков для учителей







Скачать
© 2018, Константинова Ольга Викторовна 2517 17
Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

