
Россия, Минеральные Воды


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 28.08.2025 18:14

Константинова Ольга Викторовна
преподаватель
58 лет
Местоположение
Специализация
Метрологические характеристики средств измерения
Категория:
Прочее
11.05.2021 12:08

Просмотр содержимого документа
«Метрологические характеристики средств измерения»

Практическое занятие
ГБПОУ «Минераловодский региональный многопрофильный колледж»
ОП. 05 Метрология и стандартизация
преподаватель Константинова О.В.

ЩЦ- I
Расположение губок для измерений
ЩЦ- II
Наличие микрометрической передачи
ЩЦ- III
Возможность измерения наружных размеров
ШЦТ- I
Возможность измерения размеров
ЩЦК- I
Возможность измерения глубины
ЩЦЦ-1
Наличие нониуса
Возможность использования для разметки

- нониусные;
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний;
- цифровые — с цифровой индикацией для безошибочного считывания

(от нем. Stangenzirkel ) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий
Диапазон изменений
размеры от 0 до 15 см.
Точность измерения глубины отверстий составляет 0,05 мм.



- Инструмент взять в правую руку, а измеряемую деталь в левую руку. Проверить точность инструмент при смыкании губок просвета между ними не должно быть. Расположить деталь между губками инструмент. Зафиксировать винт, предназначенный для зажима подвижной рамки. Определить размер детали Отложить деталь в сторон Губки штангенциркуля сжать до соприкосновения с деталью
- Инструмент взять в правую руку, а измеряемую деталь в левую руку.
- Проверить точность инструмент при смыкании губок просвета между ними не должно быть.
- Расположить деталь между губками инструмент.
- Зафиксировать винт, предназначенный для зажима подвижной рамки.
- Определить размер детали
- Отложить деталь в сторон
- Губки штангенциркуля сжать до соприкосновения с деталью

- Перед началом измерений следует:
- проверить прибор на возможное наличие повреждений (перекошенность или стертость губок)
- губки прибора следует плотно прижать к измеряемым поверхностям, не допуская перекосов и прижимая не слишком сильно, зазоров между деталью и губками быть не должно.




- В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
- Порядок поверки штангенциркулей определён ГОСТ 8.113-85 [

- число целых миллиметров считают _( вставьте слово )__ от __( вставьте слово )__ по _( вставьте слово )__ _ шкале штангенциркуля;
- доли миллиметра считают, по __( вставьте слово )__ на __( вставьте слово )__ _, который совпадает со _( вставьте слово )__ шкалы __( вставьте слово )__;
- результат измерения детали получаем, _( вставьте слово )__ целые и доли миллиметров.
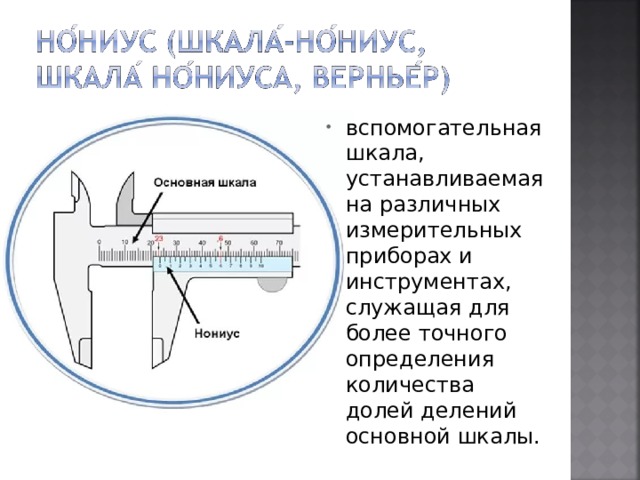
- вспомогательная шкала, устанавливаемая на различных измерительных приборах и инструментах, служащая для более точного определения количества долей делений основной шкалы.


- считают число целых миллиметров слева от нулевого штриха нониуса,
- считают доли миллиметра, по штриху на нониусе, который совпадает со штрихом шкалы штанги
- результате получаем сумму двух параметров - целых миллиметров и долей

- 7 мм + 0,6 мм = 7,6 мм

- 3 мм + 0,3 мм = 3,3 мм
- 36 мм + 0,8 мм = 36,8 мм

- 0 мм + 0,5 мм = 0,5 мм
- 6 мм + 0,9 мм = 6,9 мм
- 34 мм + 0,3 мм = 34,3 мм

- 0 мм + 0,8 мм = 0,8 мм

- 6 мм + 0,45 мм = 6,45 мм
- 1 мм + 0,65 мм = 1,65 мм

Метрологические показатели штангенциркуля
Цена деления основной шкалы
Цена деления по нониусу
Диапазон показаний
Диапазон измерений
Погрешность на максимальной длине

ШЦ–I–125–0,1 ГОСТ 166–89–
штангенциркуль типа ШЦ–I с пределами измерений 0–125 мм и отсчетом по нониусу 0,1 мм:
ШЦ–II–250–0,05 ГОСТ 166–89 –
штангенциркуль типа ШЦ–II с пределами измерений 0–250 мм и отсчетом по нониусу 0,05 мм:
ШЦ–III–1600–0,1 ГОСТ 166–89–
штангенциркуль типа ШЦ–III с пределами измерения 60–1600 мм и отсчетом по нониусу 0,1 мм
ШЦК–I–150–0,02 ГОСТ 166-89–
Штангенциркуль типа ШЦ–I с диапазоном измерения 0–150 мм и ценой деления круговой шкалы 0,02 мм
ШЦЦ–I–125–0,01 ГОСТ 166-89–
штангенциркуль типа ШЦ–I с диапазоном измерения 0–125 мм и шагом дискретности цифрового отсчетного устройства 0,01 мм
ШГ–200 ГОСТ 162–90
штангенглубиномер с пределом измерений 0–200 мм
ШР–250–0,05 ГОСТ 164–90
штангенрейсмас с пределом измерений 0–250 мм и отсчетом по нониусу 0,05 мм

Тип модели
Пределы измерения шкалы, мм
Цена деления, мм
ШЦ- I, ШЦТ- 1
0 . . . 125
Предел допустимой погрешности при классе точности, мкм
ШЦ- II , ШЦ-111
0 . . . 160
0,1
0 и 1
±0,05
0 . . . 200
0,1, 0,01
2
±0,05
–
0,05
0 . . . 250
ШЦ-111
–
0 . . . 315
0,1
0 . . . 400
0 . . . 500
0,06
250 . . . 630
0,07
0 . . . 100
100 . . .200
0,08
250 . . .800
320 . . . 1000
200 . . . 250
0,08
500 . . . 1250
0,09
250 . . . 300
300 . . . 400
0,1
500 . . . 1600
400 . . . 1000
0,16
500 . . . 1000
1000 . . . 1200
0,17
800 . . . 2000
1200 . . . 1300
0,18
1300 . . . 1400
0,2
1400 . . . 2000








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

