
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 17.09.2025 17:15

Шишкина Людмила Николаевна
Преподаватель спецпредметов
66 лет
Местоположение
Специализация
Мини - конспект: «Подготовка и сборка металла для газовой сварки»
Категория:
Технология (мальчики)
27.09.2017 18:41

Просмотр содержимого документа
«Мини - конспект: «Подготовка и сборка металла для газовой сварки»»
Міні-конспект
До теми № 3: «Підготовка та складання металу до газового зварювання»
Перед газовим зварюванням кромки зварюваного металу і прилеглі до них ділянки повинні бути очищені від іржі, окалини, фарби та інших забруднень. Очищають зварювані кромки металевою щіткою і полум'ям зварювального пальника з подальшою зачисткою металевою щіткою. Перед зварюванням деталі з'єднують один з одним зварюванням в окремих місцях короткими швами з тим, щоб в процесі зварювання зазор між ними залишався б постійним. Ці сполуки називаються прихватками. Розміри прихваток і відстань між ними вибирають залежно від товщини зварюваного металу і довжини шва.
При зварюванні тонкого металу і коротких швах довжина прихваток не повинна перевищувати 5 мм , а відстань між ними -50-100 мм.
При зварюванні товстолистової сталі і швів значної довжини довжина прихваток може становити 20-30 мм при відстані між ними 300 - 500 мм. Прихватки виконують на тих же режимах , що і зварювання . Під час зварювання особливу увагу необхідно звертати на ретельне проварювання ділянки прихватки, щоб уникнути не провару в цих місцях.
Стикові шви можна зварювати і без прихваток , в цьому випадку для збереження постійного зазору в процесі зварювання листи укладають так, щоб вони утворювали між собою невеликий кут . Під час зварювання листи стягуються за рахунок поперечної усадки шва і, таким чином , величина зазору залишається постійною але всій довжині шва. Від правильної і ретельної підготовки і складання деталей під зварювання в чому залежить якість, зовнішній вигляд зварювального з'єднання, його надійність і міцність .
При зварюванні довгих швів застосовується ступінчастий і обратно ступенчастий спосіб зварювання. За даних способах зварювання весь шов розбивається на ділянки , які зварюють в певному порядку. При накладенні кожноЇ наступної ділянки попередню ділянку перекривають на 10-20 мм залежно від товщини зварюваного металу.
Залежно від положення в просторі зварні шви поділяються на:
нижні ,
горизонтальні ,
вертикальні ,
стельові .
Нижні шви зварювати найбільш легко, так як розплавлений присадний метал під дією сили тяжіння стікає в кратер і не випливає із зварювальної ванни. Крім того , спостереження за зварюванням нижнього шва найбільш зручно. Нижні шви зварюються як лівим, так і правим способами залежно від товщини зварюваного металу.
Вертикальні шви зварюють при малих товщинах зверху вниз - правим способом і лівим способом - знизу вгору.
При зварюванні металу товщиною від 2 до 20 мм вертикальні шви доцільно виконувати способом подвійного валика. У цьому випадку скосу кромок не роблять і зварюються деталі встановлюють із зазором, рівним половині товщини зварюваного металу. Процес ведеться знизу вгору.
При товщинах більше 6 мм зварювання виконується двома зварювальниками . При цьому способі в нижній частині стику проплавляється наскрізний отвір , Полум'я , розташовуючись в цьому отворі і поступово піднімаючись знизу вгору , оплавляє верхню частину отвору . Шов формується на всю товщину , а посилення виходить з обох сторін стику. Потім переміщують полум'я вище , оплавляючи верхню крайку отвори і накладаючи наступний шар металу на нижню сторону отвору і так до повного виконання шва.
Горизонтальні шви, при зварюванні яких метал прагне стекти на нижню крайку , зварюють правим способом , тримаючи кінець дроту зверху , а мундштук пальника знизу ванни. Зварювальна ванна розташовується під деяким кутом до осі шва, що полегшує формування шва.
Найбільші труднощі виникають при зварюванні стельових швів. При зварюванні цих швів кромки нагрівають до початку оплавлення і в цей момент в зварювальну ванну вводять присадний дріт, кінець якого швидко оплавляється . Метал зварювальної ванни утримується від стікання вниз тиском газів полум'я. Зварювання краще вести правим способом і виконувати в декілька шарів з мінімальною товщиною кожного шару.
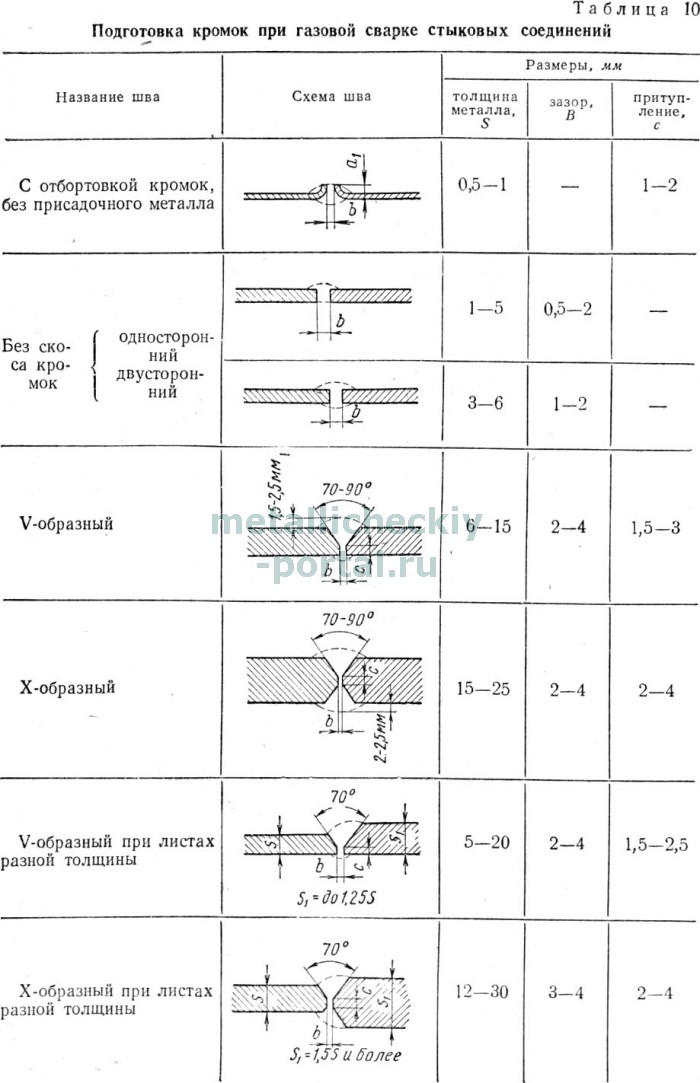
Таблиця1. Підготовка крайок при газовому зварюванні стикових з’єднань







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

