
Россия, Минеральные Воды


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 28.08.2025 18:14

Константинова Ольга Викторовна
преподаватель
58 лет
Местоположение
Специализация
Организация рабочего места слесаря
Категория:
Технология (мальчики)
03.01.2020 11:03

Просмотр содержимого документа
«Организация рабочего места слесаря»
Организация рабочего места слесаря
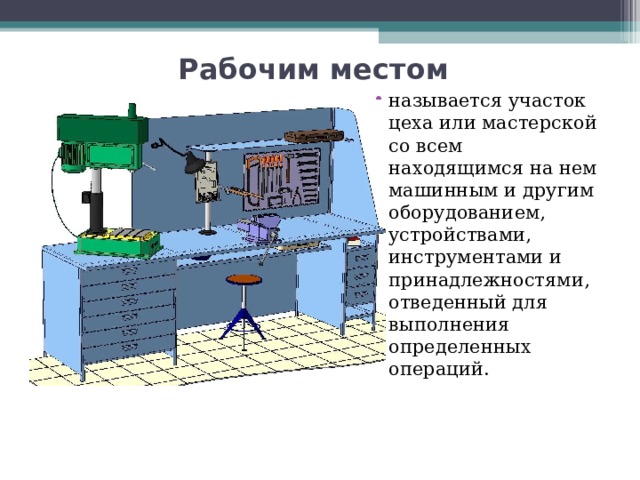
Рабочим местом
- называется участок цеха или мастерской со всем находящимся на нем машинным и другим оборудованием, устройствами, инструментами и принадлежностями, отведенный для выполнения определенных операций.

Рабочее место слесаря должно быть оборудовано
- слесарным верстаком с тисками,
- необходимым инструментом,
- приспособлениями,
- материалами,
- документацией (технологические карты, чертежи, наряды) и пр.
- иметь хорошее освещение и вентиляцию;
- ровным и исправным полом

Требования к организации рабочего места:
- 1) рабочее место должно быть чистым, на нем должны находиться только нужные предметы;
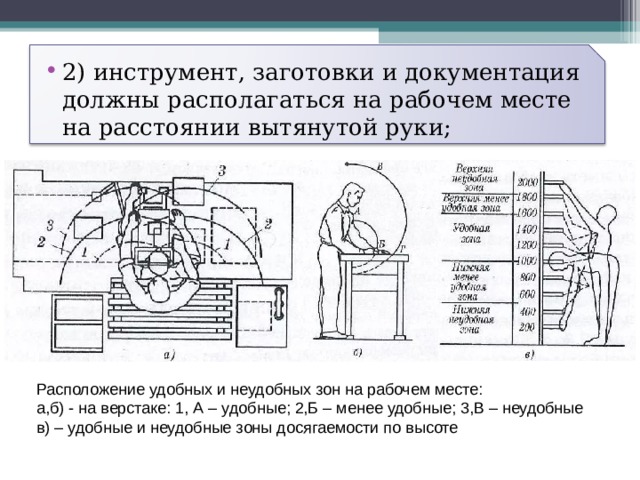
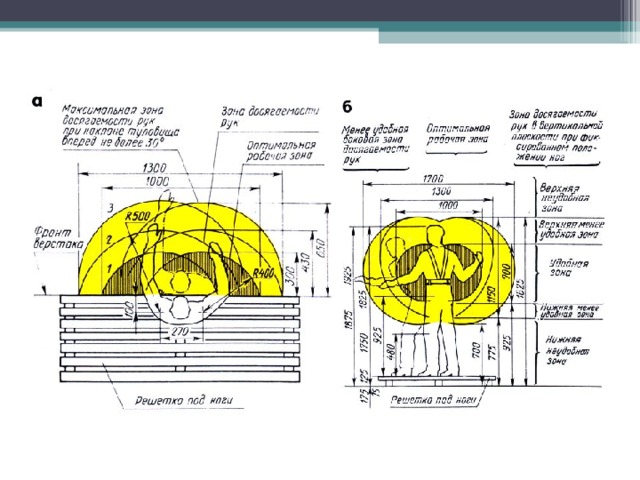
- 2) инструмент, заготовки и документация должны располагаться на рабочем месте на расстоянии вытянутой руки;
Расположение удобных и неудобных зон на рабочем месте:
а,б) - на верстаке: 1, А – удобные; 2,Б – менее удобные; 3,В – неудобные
в) – удобные и неудобные зоны досягаемости по высоте

- 3) инструмент, который берут правой рукой, кладут с правой стороны; тот, который берут левой рукой,- с левой стороны;
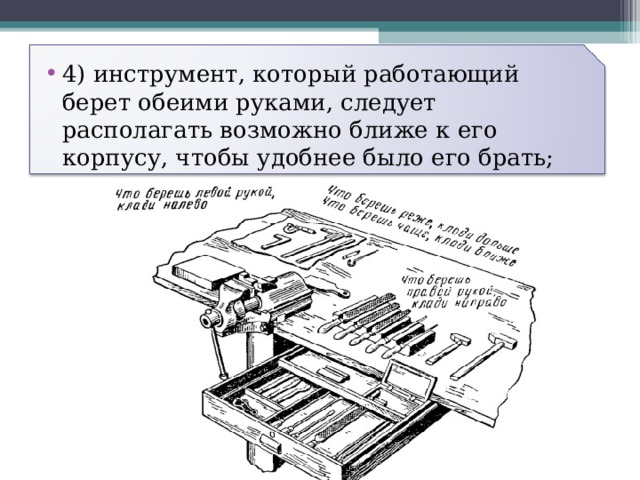
- 4) инструмент, который работающий берет обеими руками, следует располагать возможно ближе к его корпусу, чтобы удобнее было его брать;

5) приспособления, материалы и изделия нужно располагать в ящиках на отведенных для них местах

6) точные и измерительные инструменты хранить в специальных футлярах или деревянных коробках;

7) режущие инструменты предохранять от ударов, загрязнения, не разбрасывать и не накладывать друг на друга, а укладывать на деревянные подставки
8) после окончания работы нужно убрать рабочее место:
инструмент и приспособления, необходимо очистить от грязи и масла, протереть.
верстак очистить щеткой от стружки и мусора
- инструмент и приспособления, необходимо очистить от грязи и масла, протереть. верстак очистить щеткой от стружки и мусора

Слесарный верстак
- это специальный стол, на котором выполняют слесарные работы
- должен быть прочным и устойчивым
- каркас сварной конструкции из чугунных или стальных труб, стального профиля (уголка)
- крышка (столешница) из досок толщиной 50-60 мм твердых пород дерева, её покрывают листовым железом толщиной 1-2 мм, линолеумом или фанерой
- кругом окантовывают бортиком
- под столешницей верстака находятся выдвижные ящики для хранения инструментов, мелких деталей и документации.

Слесарный одноместный верстак:
7
- 1 - каркас,
- 2 - столешница,
- 3 - тиски,
- 4 - защитный экран,
- 5 - планшет для чертежей,
- 6 - светильник,
- 7 - полочка для инструмента,
- 8 - планшет для рабочего инструмента,
- 9 - ящики,
- 10 - полки,
- 11 - сиденье
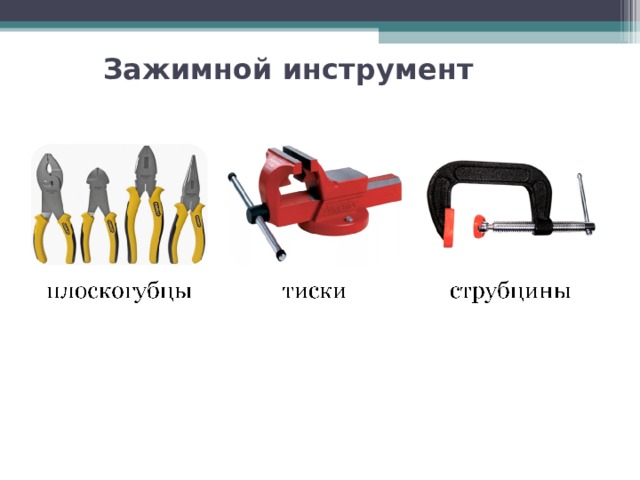
Зажимной инструмент

ТИСКИ ВЕРСТАЧНЫЕ
приспособления для удержания и закрепления обрабатываемых предметов на верстаке
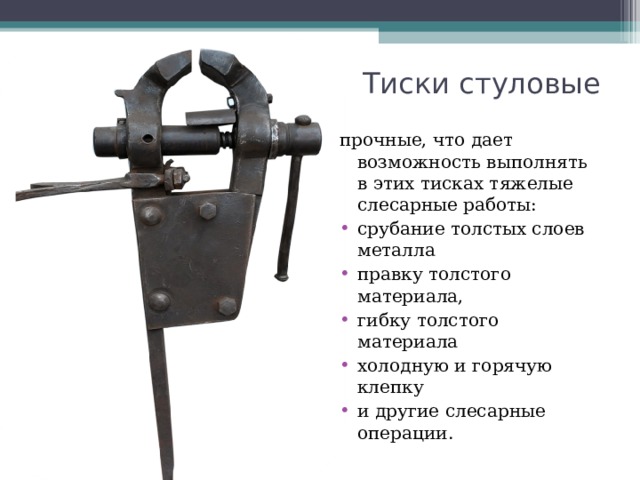
Тиски стуловые
прочные, что дает возможность выполнять в этих тисках тяжелые слесарные работы:
- срубание толстых слоев металла
- правку толстого материала,
- гибку толстого материала
- холодную и горячую клепку
- и другие слесарные операции.
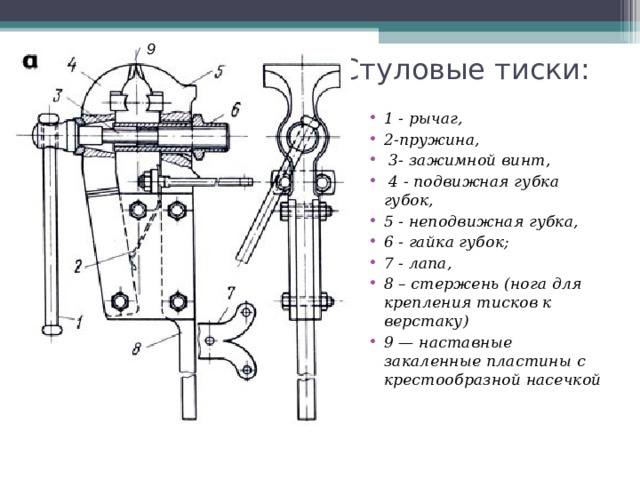
Стуловые тиски:
9
- 1 - рычаг,
- 2-пружина,
- 3- зажимной винт,
- 4 - подвижная губка губок,
- 5 - неподвижная губка,
- 6 - гайка губок;
- 7 - лапа,
- 8 – стержень (нога для крепления тисков к верстаку)
- 9 — наставные закаленные пластины с крестообразной насечкой

Губки тисков
- Ширина губок в зависимости от типа и размера стуловых тисков: 100, 130, 150, 180 мм,
- Наибольшее раскрытие губок – 90, 130, 150 и 180 мм.
- На рабочие части губок наваривается накладка из инструментальной стали или укрепляются на винтах специальные пластины
- Рабочие поверхности этих пластин насекаются крестообразной насечкой и закаливаются.
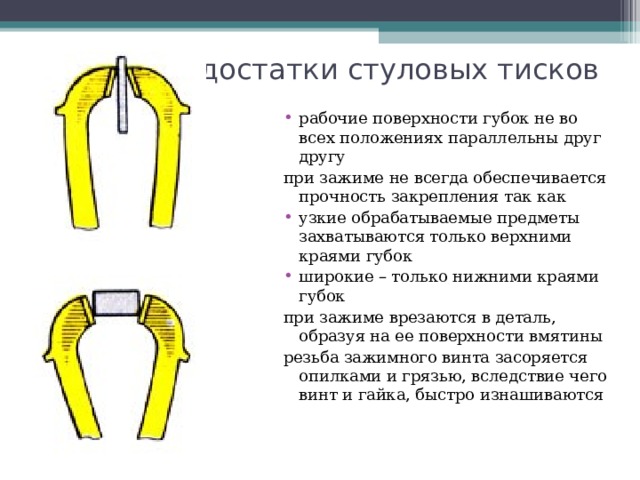
Недостатки стуловых тисков
- рабочие поверхности губок не во всех положениях параллельны друг другу
при зажиме не всегда обеспечивается прочность закрепления так как
- узкие обрабатываемые предметы захватываются только верхними краями губок
- широкие – только нижними краями губок
при зажиме врезаются в деталь, образуя на ее поверхности вмятины
резьба зажимного винта засоряется опилками и грязью, вследствие чего винт и гайка, быстро изнашиваются

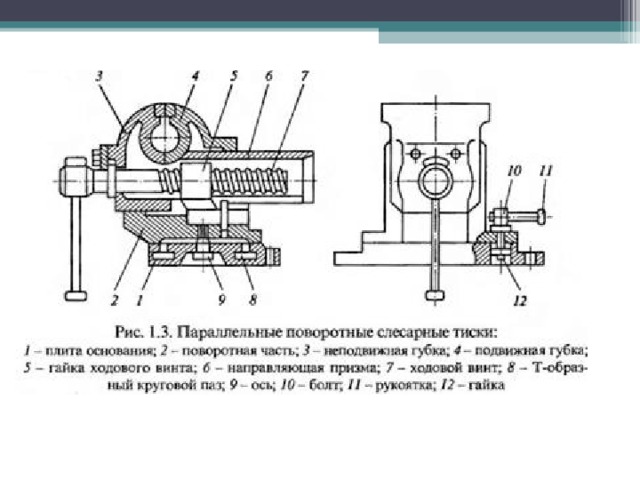
Параллельные тиски (ГОСТ 4045-57)
- по устройству разделяются на поворотные и неповоротные,
- губки у этих тисков перемещаются параллельно одна другой
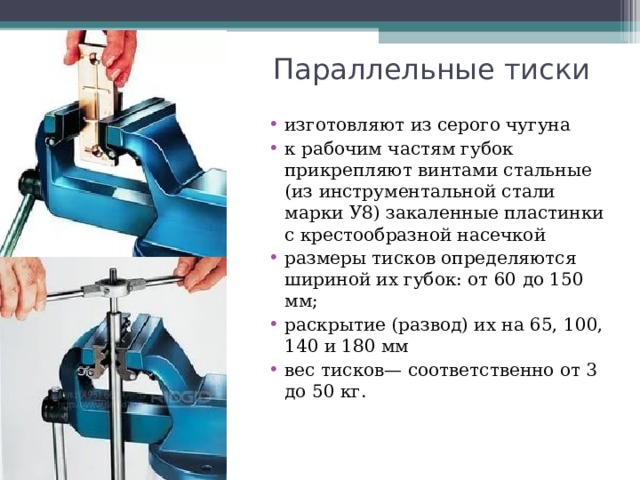
Параллельные тиски
- изготовляют из серого чугуна
- к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали марки У8) закаленные пластинки с крестообразной насечкой
- размеры тисков определяются шириной их губок: от 60 до 150 мм;
- раскрытие (развод) их на 65, 100, 140 и 180 мм
- вес тисков— соответственно от 3 до 50 кг.
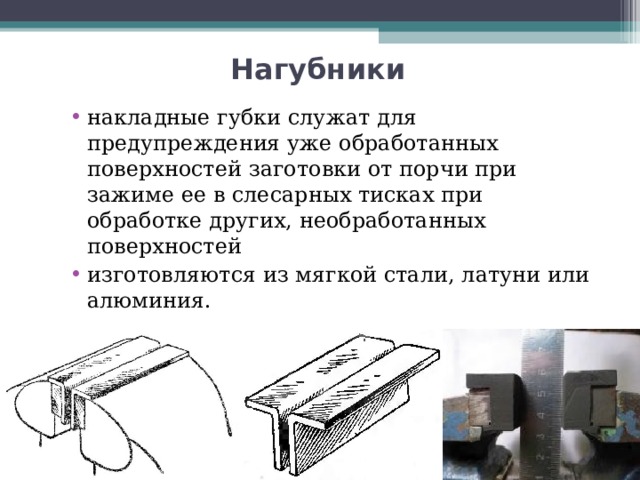
Нагубники
- накладные губки служат для предупреждения уже обработанных поверхностей заготовки от порчи при зажиме ее в слесарных тисках при обработке других, необработанных поверхностей
- изготовляются из мягкой стали, латуни или алюминия.

Поворотные параллельные тиски могут поворачиваться на любой угол
9
8
- 1 – болт;
- 2 – рукоятка;
- 3 – основание;
- 4 – поворотная часть;
- 5 – рычаг;
- 6 – стопорная планка;
- 7 – подвижная губка;
- 8 – пластинки;
- 9 – неподвижная губка;
- 10 – гайка;
- 11 – винт
7
6
1
2
4
3
5

Неповоротные параллельные тиски общего назначения :
3
- 1 – рычаг;
- 2 – подвижная губка;
- 3 – пластинки;
- 4 – неподвижная губка;
- 5 – винт;
- 6 – основание;
- 7 – гайка;
- 8 – стопорная планка
2
4
6
8
1

Тиски слесарные с дополнительными губками для труб:
- 1 - подвижная губка,
- 2 - призматические вырезы,
- 3 - неподвижная губка
Диаметры зажимаемых труб: 60, 70,140 мм.

Ручные слесарные тисни
- применяют для закрепления деталей или заготовок небольших размеров, которые неудобно или опасно держать руками.
1 - шарнирные,
2 - с коническим креплением,
3 - пружинные.
1
3
2

Ручные тиски
- изготовляются из качественной конструкционной углеродистой стали марки 45–50;
- для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г
- допускается изготовление пружин и из стали марки 60–70.
ширина губок, мм
Тип 1
Тип 2
36, 40, 50, 56
раскрытие губок , мм
6, 10, 16
28, 30, 40, 50, 55
5,5, 6,5
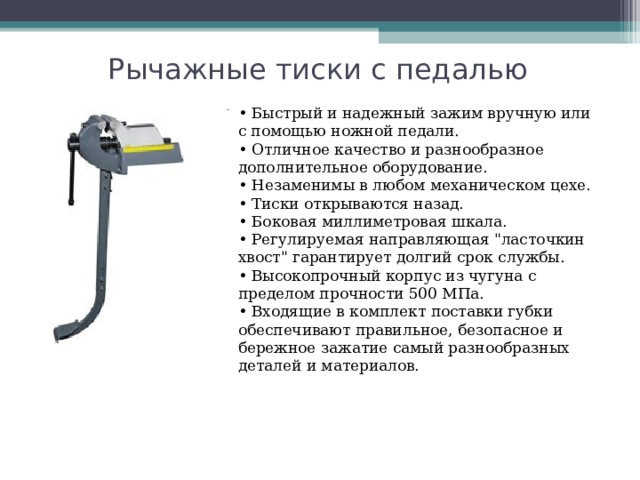
Рычажные тиски с педалью
- • Быстрый и надежный зажим вручную или с помощью ножной педали. • Отличное качество и разнообразное дополнительное оборудование. • Незаменимы в любом механическом цехе. • Тиски открываются назад. • Боковая миллиметровая шкала. • Регулируемая направляющая "ласточкин хвост" гарантирует долгий срок службы. • Высокопрочный корпус из чугуна с пределом прочности 500 МПа. • Входящие в комплект поставки губки обеспечивают правильное, безопасное и бережное зажатие самый разнообразных деталей и материалов.
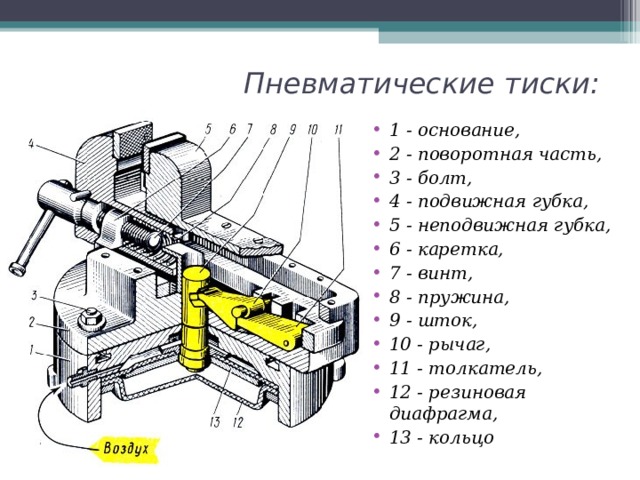
Пневматические тиски:
- 1 - основание,
- 2 - поворотная часть,
- 3 - болт,
- 4 - подвижная губка,
- 5 - неподвижная губка,
- 6 - каретка,
- 7 - винт,
- 8 - пружина,
- 9 - шток,
- 10 - рычаг,
- 11 - толкатель,
- 12 - резиновая диафрагма,
- 13 - кольцо
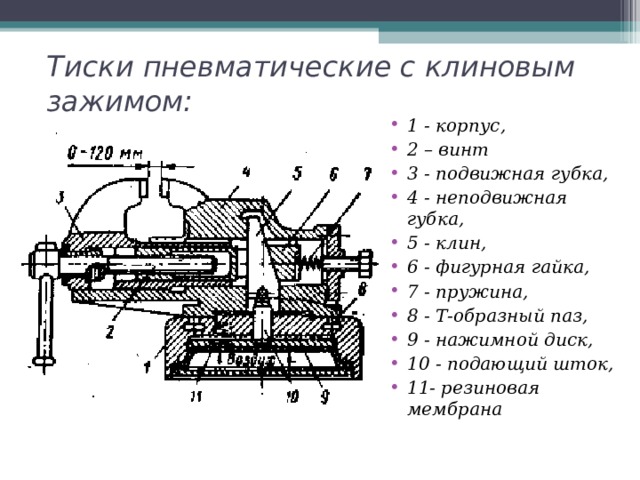
Тиски пневматические с клиновым зажимом:
- 1 - корпус,
- 2 – винт
- 3 - подвижная губка,
- 4 - неподвижная губка,
- 5 - клин,
- 6 - фигурная гайка,
- 7 - пружина,
- 8 - Т-образный паз,
- 9 - нажимной диск,
- 10 - подающий шток,
- 11- резиновая мембрана
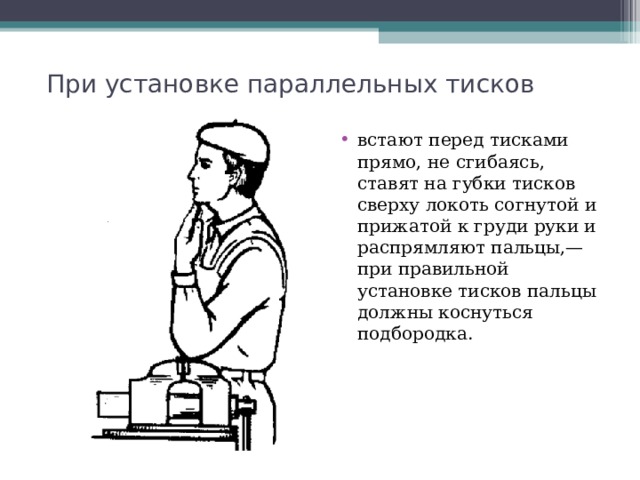
При установке параллельных тисков
- встают перед тисками прямо, не сгибаясь, ставят на губки тисков сверху локоть согнутой и прижатой к груди руки и распрямляют пальцы,— при правильной установке тисков пальцы должны коснуться подбородка.
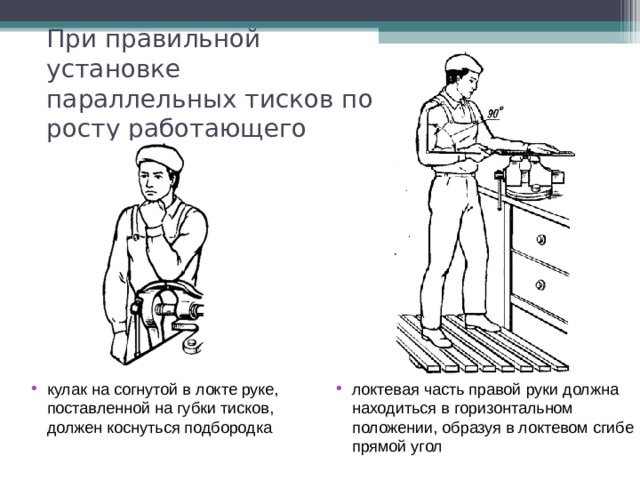
При правильной установке параллельных тисков по росту работающего
- кулак на согнутой в локте руке, поставленной на губки тисков, должен коснуться подбородка
- локтевая часть правой руки должна находиться в горизонтальном положении, образуя в локтевом сгибе прямой угол

При неправильной установке тисков
- локоть правой руки окажется или опущенным вниз или поднятым вверх.
При работе на тисках следует соблюдать следующие правила:
- перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку;
- не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
- при креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки;
- по окончании работы очищать тиски волосяной щеткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом;
- после окончания работ разводить губки тисков, так как в сжатом состоянии возникают излишние напряжения в соединении винта и гайки.
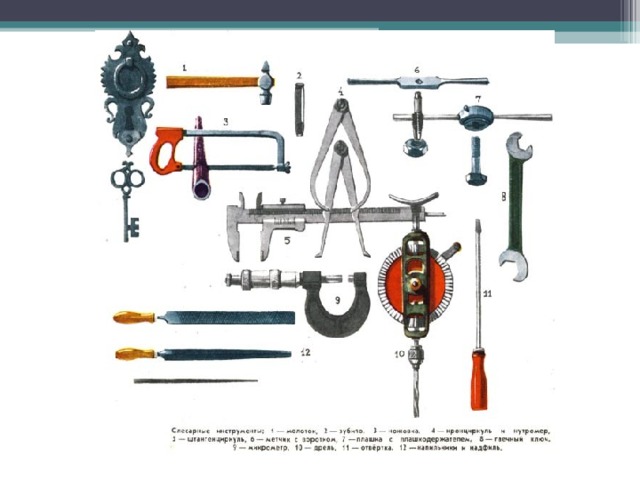

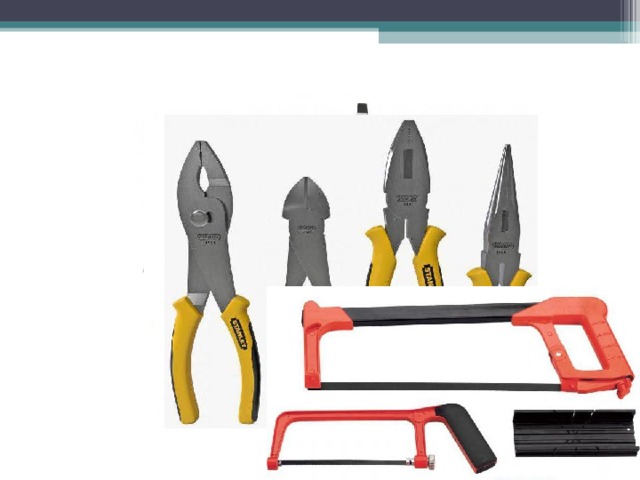
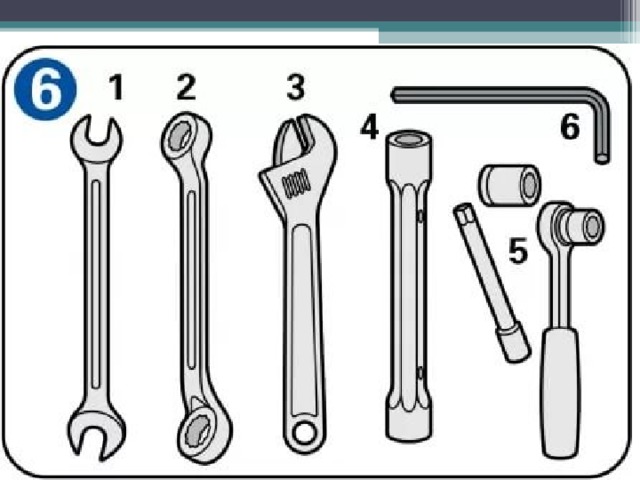
Типовой набор ручного инструмента:
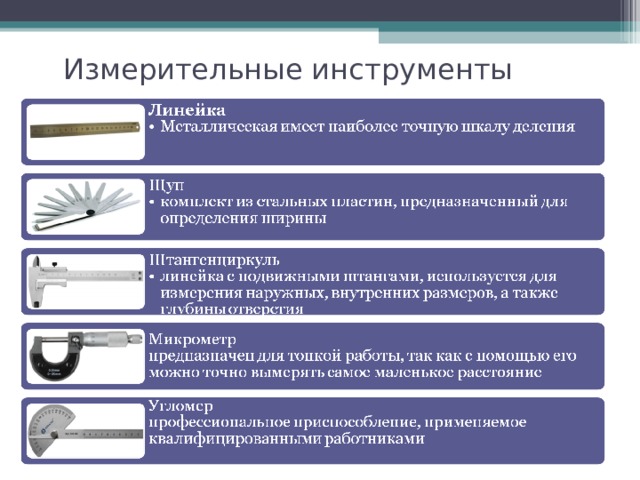
Измерительные инструменты
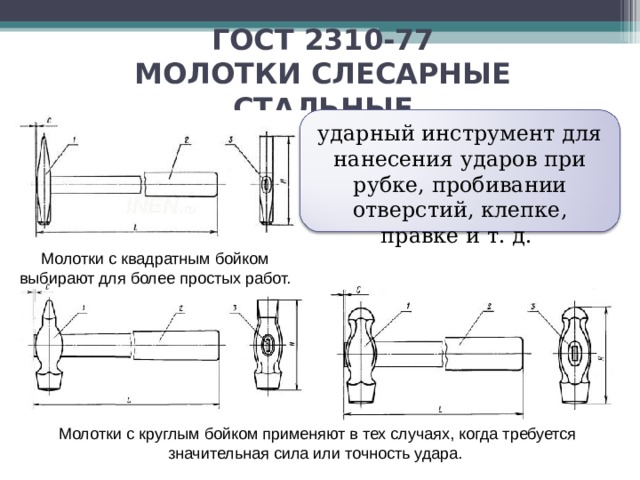
ГОСТ 2310-77 МОЛОТКИ СЛЕСАРНЫЕ СТАЛЬНЫЕ
ударный инструмент для нанесения ударов при рубке, пробивании отверстий, клепке, правке и т. д.
Молотки с квадратным бойком выбирают для более простых работ.
Молотки с круглым бойком применяют в тех случаях, когда требуется значительная сила или точность удара.

ГОСТ 2310-77 МОЛОТКИ СЛЕСАРНЫЕ СТАЛЬНЫЕ
для инструментальных работ
Масса молотка, г
Длина ручки, мм
для слесарных работ
50, 100, 200, 300
для ремонтных работ
400, 500, 600
200–270
800, 1000
250–350
350–400
Ударная часть
Задняя часть ударного компонента называется затыльником, а передняя — бойком

ГОЛОВКИ МОЛОТКОВ ГОСТ2310-77
- изготавливаются из сталей марок 50, У7
- боек и носок – подвергают закалке на длину не менее 15 мм с последующей зачисткой и полировкой.
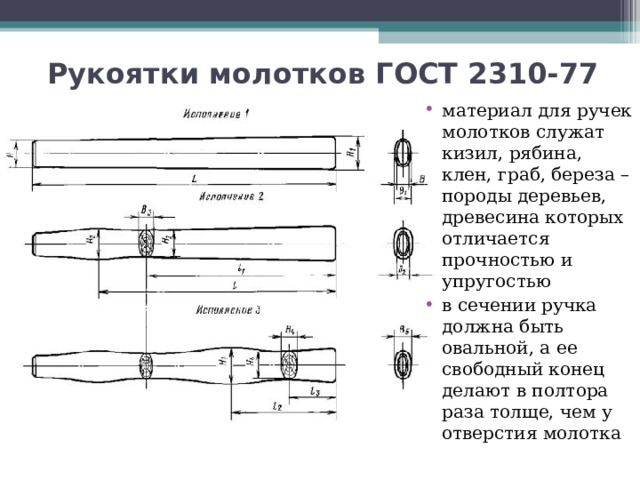
Рукоятки молотков ГОСТ 2310-77
- материал для ручек молотков служат кизил, рябина, клен, граб, береза – породы деревьев, древесина которых отличается прочностью и упругостью
- в сечении ручка должна быть овальной, а ее свободный конец делают в полтора раза толще, чем у отверстия молотка

Крепление рукояти молотков ГОСТ 2310-77
- конец ручки, на который насаживается молоток, расклинивается деревянным клином, смазанным столярным клеем, или же металлическим клином с насечкой
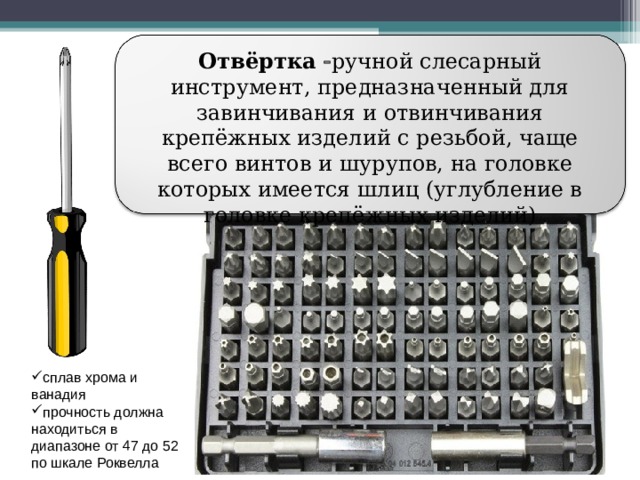
Отвёртка ручной слесарный инструмент, предназначенный для завинчивания и отвинчивания крепёжных изделий с резьбой, чаще всего винтов и шурупов, на головке которых имеется шлиц (углубление в головке крепёжных изделий)
- сплав хрома и ванадия
- прочность должна находиться в диапазоне от 47 до 52 по шкале Роквелла

Основные виды шлицов отверток

Специальные виды шлицов отверток
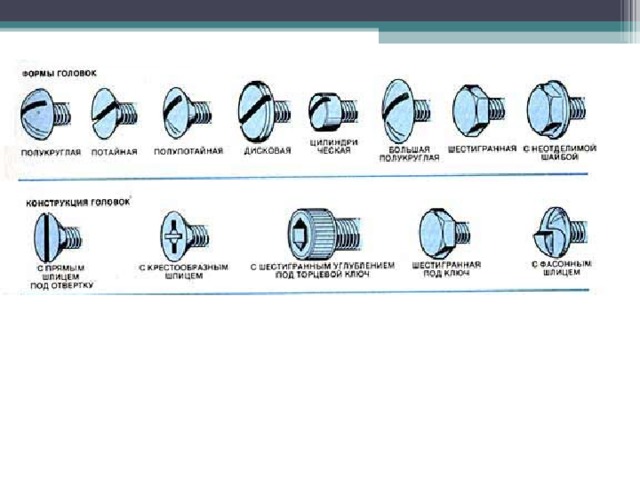
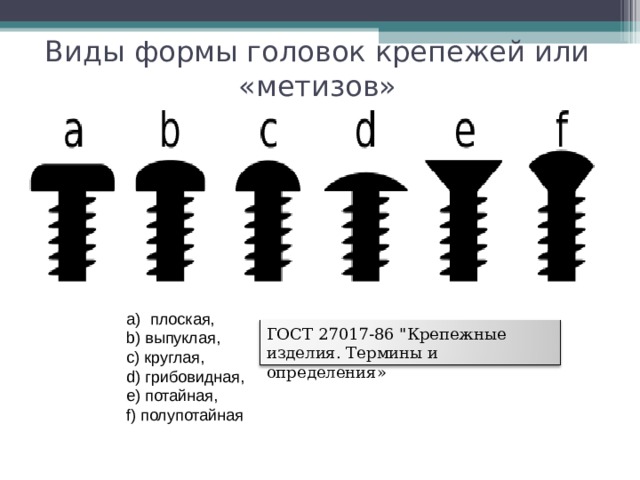
Виды формы головок крепежей или «метизов»
- плоская,
b) выпуклая,
c) круглая,
d) грибовидная,
e) потайная,
f) полупотайная
ГОСТ 27017-86 "Крепежные изделия. Термины и определения»

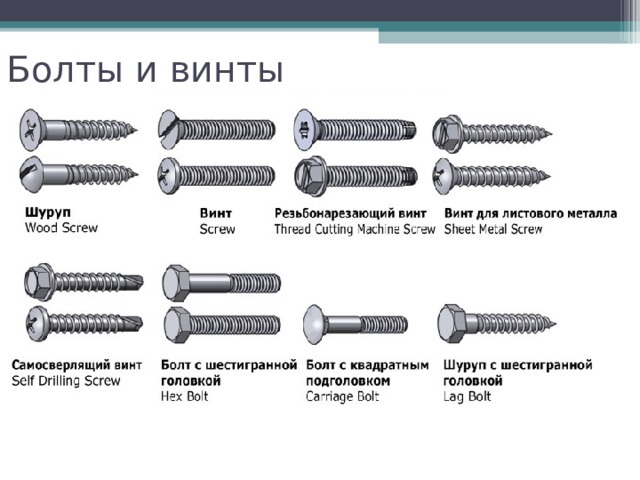
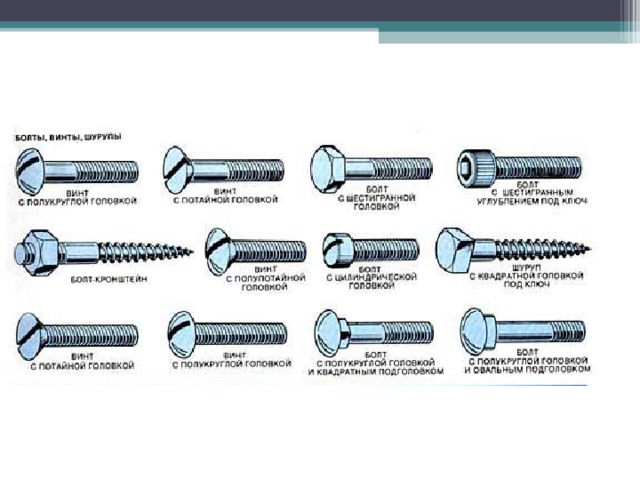
Болты и винты

Болты и винты

Винты крепеж с полной и неполной метрической резьбой стержня

Стандартные отвертки

Специальные отвертки
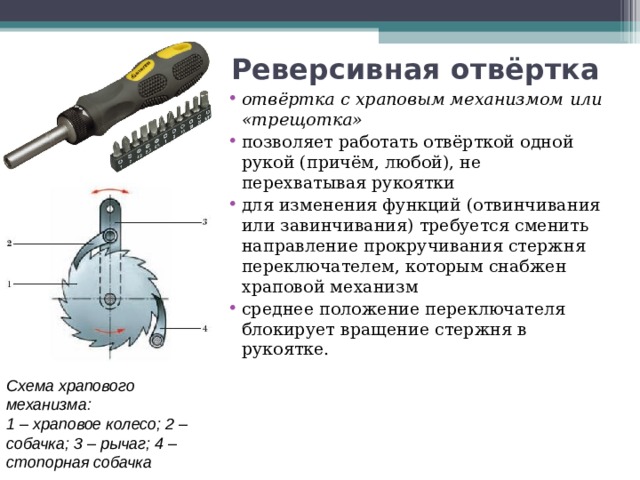
Реверсивная отвёртка
- отвёртка с храповым механизмом или «трещотка»
- позволяет работать отвёрткой одной рукой (причём, любой), не перехватывая рукоятки
- для изменения функций (отвинчивания или завинчивания) требуется сменить направление прокручивания стержня переключателем, которым снабжен храповой механизм
- среднее положение переключателя блокирует вращение стержня в рукоятке.
Схема храпового механизма:
1 – храповое колесо; 2 – собачка; 3 – рычаг; 4 – стопорная собачка

Простой набор инструментальных бит, с удлинителем 1 1/4" и ручной «трещоткой».

Гаечный ключ
- инструмент для соединения (рассоединения) резьбового соединения путём закручивания (раскручивания) болтов, гаек и других деталей.
- Размер зева (отверстия) стандартизирован и измеряется в миллиметрах или долях дюйма, который указывается на рукоятке ключа.
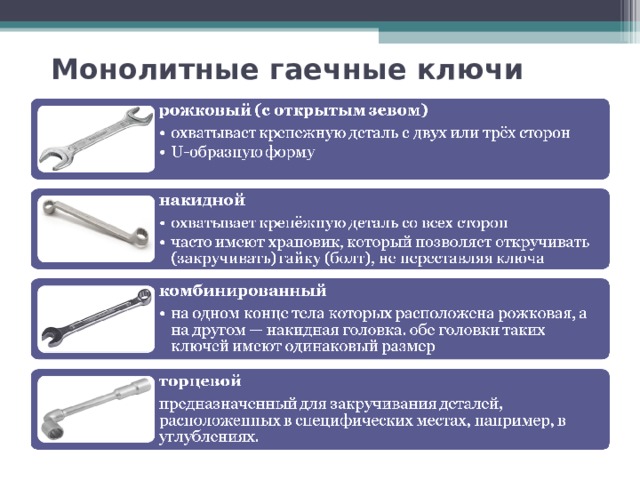
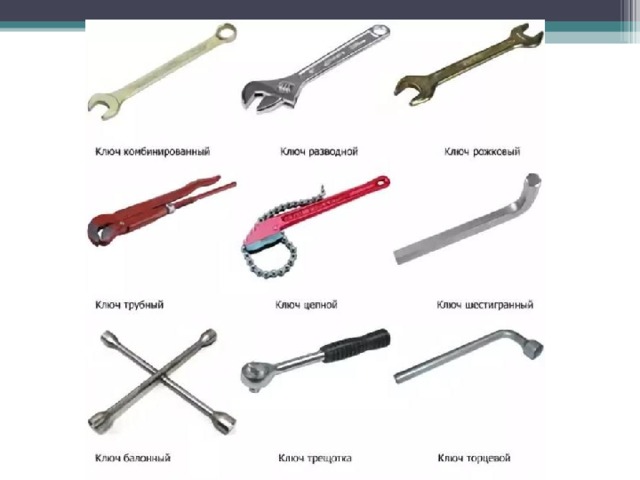
Монолитные гаечные ключи

Трубный рычажный (газовый) ключ

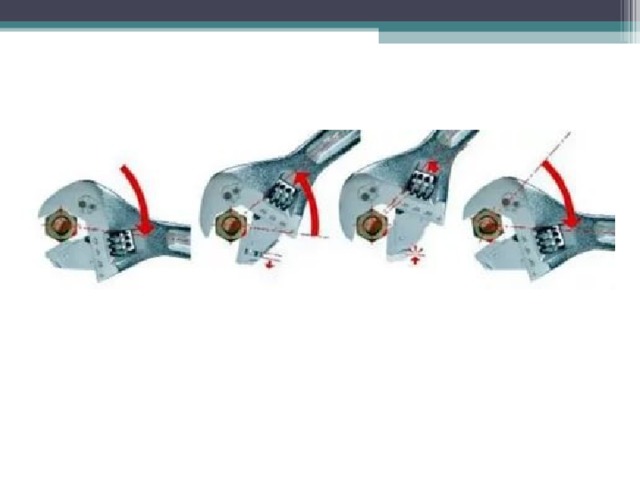
Разводной гаечный ключ
1
- разновидность рожкового ключа, у которого просвет губок (размер ключа) может плавно изменяться в широких пределах.
2
5
6
1 неподвижная губка
2 подвижная губка
3 рейка
4 ось
5 червяк
6 рукоятка
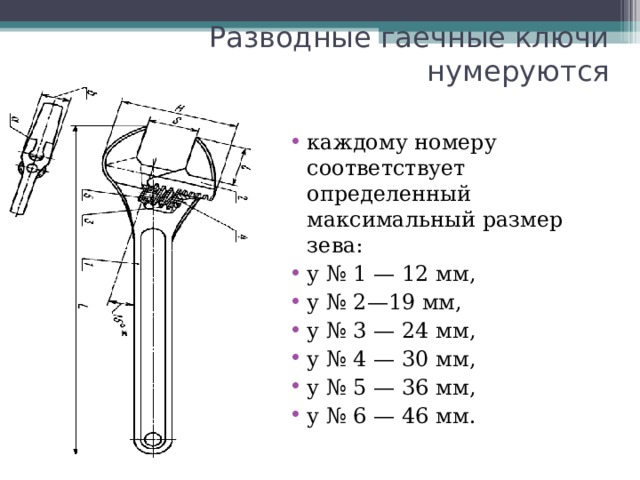
Разводные гаечные ключи нумеруются
- каждому номеру соответствует определенный максимальный размер зева:
- у № 1 — 12 мм,
- у № 2—19 мм,
- у № 3 — 24 мм,
- у № 4 — 30 мм,
- у № 5 — 36 мм,
- у № 6 — 46 мм.

Разновидности разводного ключа

Составные гнездовые ключи (торцовые головки):
- состоят из полого гнезда (торцовой головки), насадок торцевого типа и дополнительных приспособлений для работы с ключом — коротких и длинных рукояток, рукояток с карданным валом.

Гнездовой ключ: ручка с трещоткой, карданный адаптер, насадки









Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

