
Россия,


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 29.06.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 25.06.2025 13:17

Балагурова Нина Владимировна
мастер производственного обучения
Местоположение
Специализация
Основы программирования . Токарные работы
Категория:
Прочее
13.11.2018 07:41

Просмотр содержимого документа
«Основы программирования . Токарные работы»
Основы программирования

Система координат для программирования точения
В токарных станках, как правило, используется декартова система координат с двумя осями. Эти оси всегда лежат в одной плоскости, поэтому такая система координат также называется плоской системой координат. В соответствии с правилами расположения осей декартовой системы координат плоская система координат в этом случае имеет оси X и Z.
Большинство токарных станков с ЧПУ имеет традиционную для универсальных станков компоновку, поэтому у них ось Z расположена горизонтально по оси вращения шпинделя, а ось Х относится к диаметру детали и на эскизах обычно изображается вертикально. Расстояние от данной точки до оси Z определяется как координата X, а расстояние до оси X как координата Z. Значения координат точек на плоскости могут иметь как положительные, так и отрицательные значения.
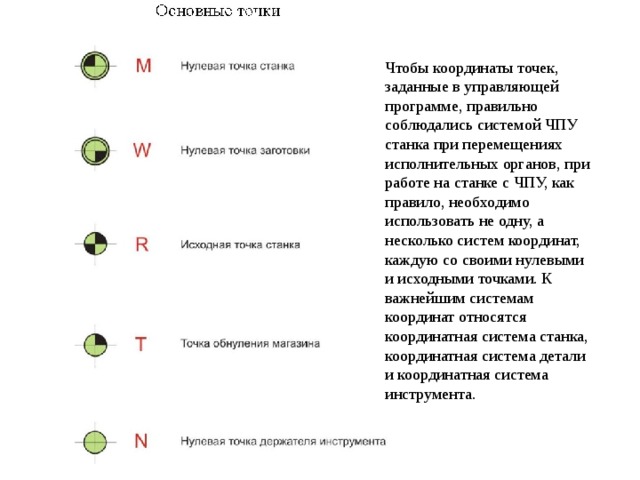
Чтобы координаты точек, заданные в управляющей программе, правильно соблюдались системой ЧПУ станка при перемещениях исполнительных органов, при работе на станке с ЧПУ, как правило, необходимо использовать не одну, а несколько систем координат, каждую со своими нулевыми и исходными точками. К важнейшим системам координат относятся координатная система станка, координатная система детали и координатная система инструмента.
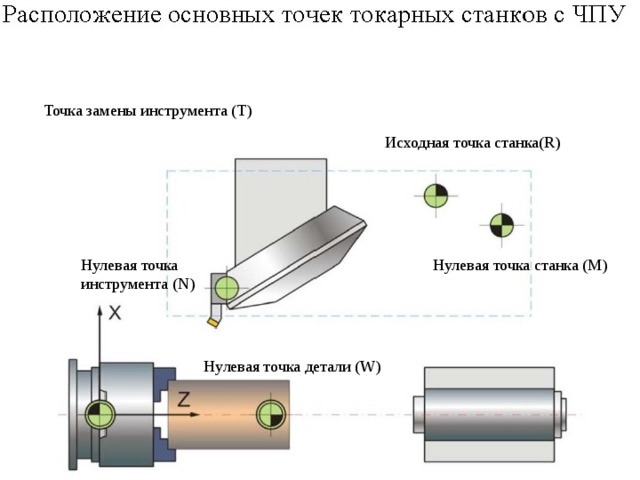
Точка замены инструмента (T)
Исходная точка станка(R)
Нулевая точка станка (М)
Нулевая точка инструмента (N)
Нулевая точка детали (W)
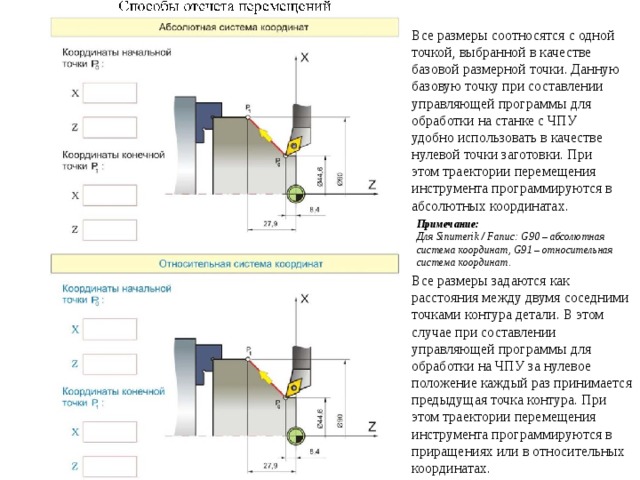
Все размеры соотносятся с одной точкой, выбранной в качестве базовой размерной точки. Данную базовую точку при составлении управляющей программы для обработки на станке с ЧПУ удобно использовать в качестве нулевой точки заготовки. При этом траектории перемещения инструмента программируются в абсолютных координатах.
Примечание:
Для Sinumerik / Fanuc: G90 – абсолютная система координат, G91 – относительная система координат.
Все размеры задаются как расстояния между двумя соседними точками контура детали. В этом случае при составлении управляющей программы для обработки на ЧПУ за нулевое положение каждый раз принимается предыдущая точка контура. При этом траектории перемещения инструмента программируются в приращениях или в относительных координатах.
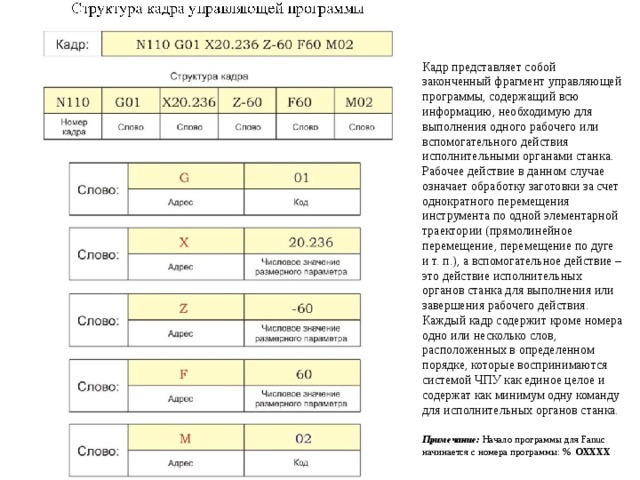
Кадр представляет собой законченный фрагмент управляющей программы, содержащий всю информацию, необходимую для выполнения одного рабочего или вспомогательного действия исполнительными органами станка. Рабочее действие в данном случае означает обработку заготовки за счет однократного перемещения инструмента по одной элементарной траектории (прямолинейное перемещение, перемещение по дуге и т. п.), а вспомогательное действие – это действие исполнительных органов станка для выполнения или завершения рабочего действия. Каждый кадр содержит кроме номера одно или несколько слов, расположенных в определенном порядке, которые воспринимаются системой ЧПУ как единое целое и содержат как минимум одну команду для исполнительных органов станка.
Примечание: Начало программы для Fanuc начинается с номера программы: % OXXXX
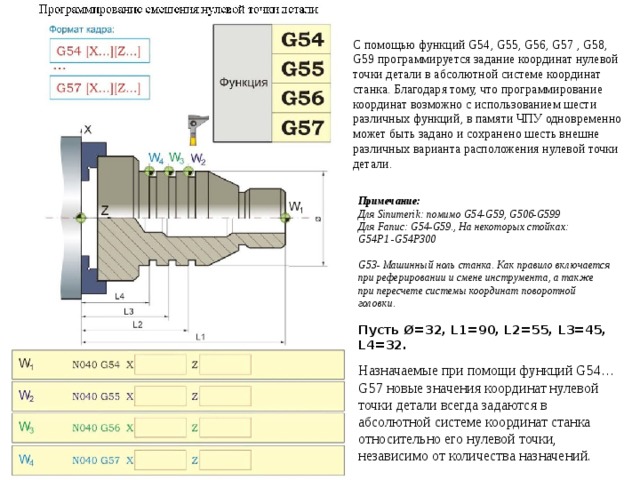
С помощью функций G54, G55, G56, G57 , G58, G59 программируется задание координат нулевой точки детали в абсолютной системе координат станка. Благодаря тому, что программирование координат возможно с использованием шести различных функций, в памяти ЧПУ одновременно может быть задано и сохранено шесть внешне различных варианта расположения нулевой точки детали.
Примечание:
Для Sinumerik: помимо G54-G59, G506-G599
Для Fanuc: G54-G59., На некоторых стойках:
G54P1 -G54P300
G53- Машинный ноль станка. Как правило включается при реферировании и смене инструмента, а также при пересчете системы координат поворотной головки.
Пусть Ø=32, L1=90, L2=55, L3=45, L4=32.
Назначаемые при помощи функций G54…G57 новые значения координат нулевой точки детали всегда задаются в абсолютной системе координат станка относительно его нулевой точки, независимо от количества назначений.

Инструмент перемещается по прямой с максимально возможной подачей в точку с заданными координатами по осям X и Z.
Отрезок пути перемещения задается в декартовых координатах.
Координаты конечной точки перемещения могут быть заданы как в абсолютной (G90), так и в относительной (G91) системе координат.
Если в кадре УП с функцией G00 помимо адресов с координатами перемещения запрограммированы также факультативные адреса, касающиеся смены инструмента (Т) и изменения скорости вращения шпинделя (S), то они будут выполнены системой ЧПУ в первую очередь - до начала перемещения инструмента.
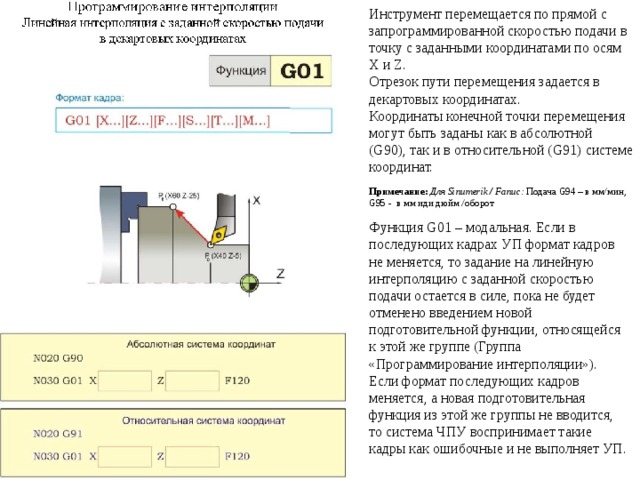
Инструмент перемещается по прямой с запрограммированной скоростью подачи в точку с заданными координатами по осям X и Z.
Отрезок пути перемещения задается в декартовых координатах.
Координаты конечной точки перемещения могут быть заданы как в абсолютной (G90), так и в относительной (G91) системе координат.
Примечание: Для Sinumerik / Fanuc: Подача G94 – в мм/мин, G95 - в мм иди дюйм /оборот
Функция G01 – модальная. Если в последующих кадрах УП формат кадров не меняется, то задание на линейную интерполяцию с заданной скоростью подачи остается в силе, пока не будет отменено введением новой подготовительной функции, относящейся к этой же группе (Группа «Программирование интерполяции»). Если формат последующих кадров меняется, а новая подготовительная функция из этой же группы не вводится, то система ЧПУ воспринимает такие кадры как ошибочные и не выполняет УП.
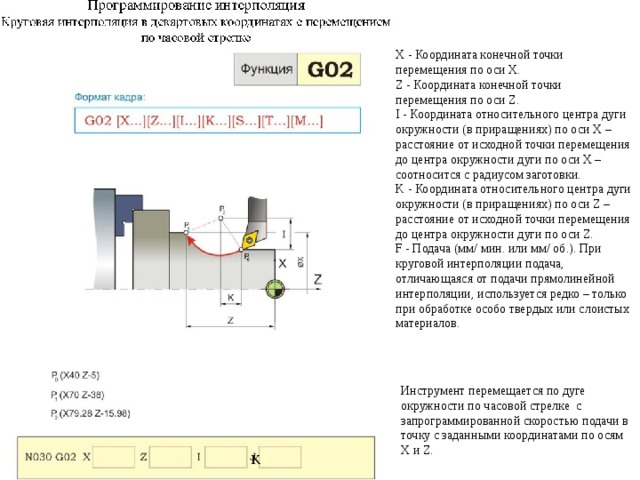
Х - Координата конечной точки перемещения по оси Х.
Z - Координата конечной точки перемещения по оси Z.
I - Координата относительного центра дуги окружности (в приращениях) по оси X – расстояние от исходной точки перемещения до центра окружности дуги по оси X – соотносится с радиусом заготовки.
K - Координата относительного центра дуги окружности (в приращениях) по оси Z – расстояние от исходной точки перемещения до центра окружности дуги по оси Z.
F - Подача (мм/ мин. или мм/ об.). При круговой интерполяции подача, отличающаяся от подачи прямолинейной интерполяции, используется редко – только при обработке особо твердых или слоистых материалов.
Инструмент перемещается по дуге окружности по часовой стрелке с запрограммированной скоростью подачи в точку с заданными координатами по осям X и Z.
K
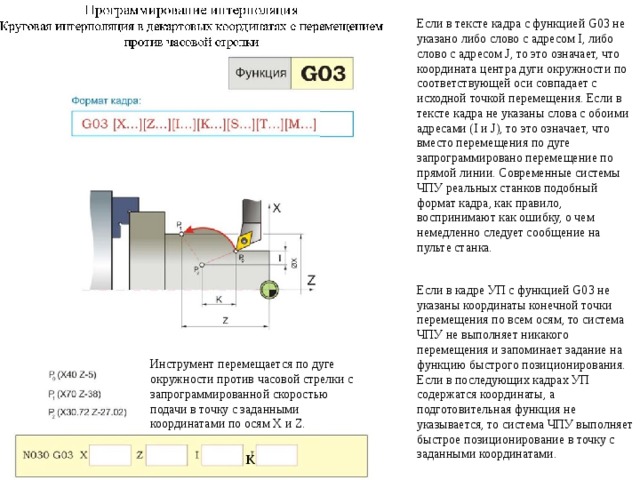
Если в тексте кадра с функцией G03 не указано либо слово с адресом I, либо слово с адресом J, то это означает, что координата центра дуги окружности по соответствующей оси совпадает с исходной точкой перемещения. Если в тексте кадра не указаны слова с обоими адресами (I и J), то это означает, что вместо перемещения по дуге запрограммировано перемещение по прямой линии. Современные системы ЧПУ реальных станков подобный формат кадра, как правило, воспринимают как ошибку, о чем немедленно следует сообщение на пульте станка.
Если в кадре УП с функцией G03 не указаны координаты конечной точки перемещения по всем осям, то система ЧПУ не выполняет никакого перемещения и запоминает задание на функцию быстрого позиционирования. Если в последующих кадрах УП содержатся координаты, а подготовительная функция не указывается, то система ЧПУ выполняет быстрое позиционирование в точку с заданными координатами.
Инструмент перемещается по дуге окружности против часовой стрелки с запрограммированной скоростью подачи в точку с заданными координатами по осям X и Z.
K
I=AC(…)
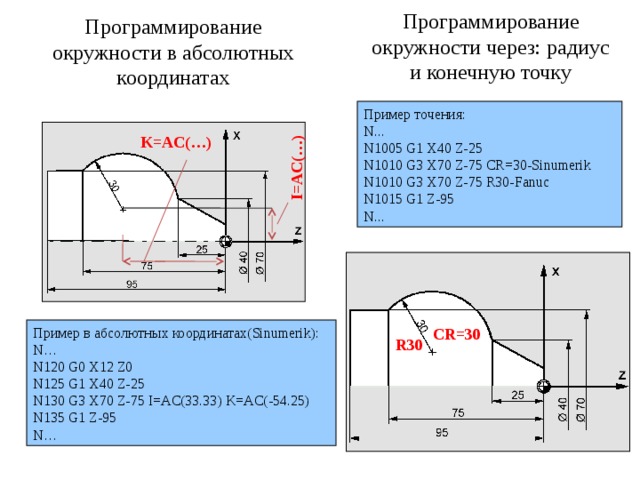
Программирование окружности через: радиус и конечную точку
Программирование окружности в абсолютных координатах
Пример точения:
N...
N1005 G1 X40 Z-25
N1010 G3 X70 Z-75 CR=30-Sinumerik
N1010 G3 X70 Z-75 R30-Fanuc
N1015 G1 Z-95
N...
K=AC(…)
CR=30
Пример в абсолютных координатах(Sinumerik):
N…
N120 G0 X12 Z0
N125 G1 X40 Z-25
N130 G3 X70 Z-75 I=AC(33.33) K=AC(-54.25)
N135 G1 Z-95
N…
R30
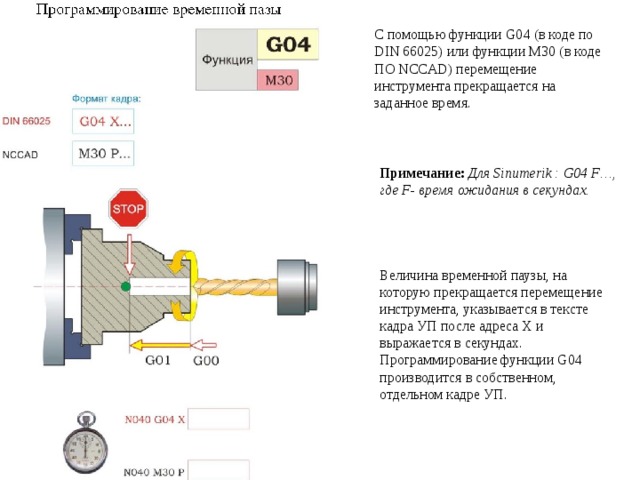
С помощью функции G04 (в коде по DIN 66025) или функции M30 (в коде ПО NCCAD) перемещение инструмента прекращается на заданное время.
Примечание: Для Sinumerik : G04 F…, где F- время ожидания в секундах.
Величина временной паузы, на которую прекращается перемещение инструмента, указывается в тексте кадра УП после адреса Х и выражается в секундах. Программирование функции G04 производится в собственном, отдельном кадре УП.
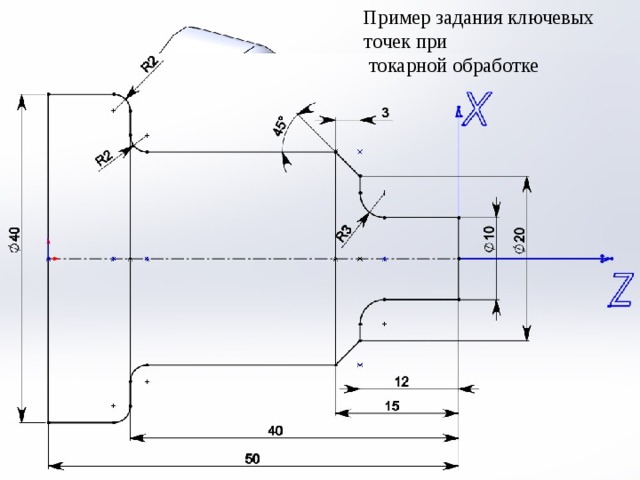
Пример задания ключевых точек при токарной обработке
Использование коррекции на радиус инструмента при работе на токарных станках
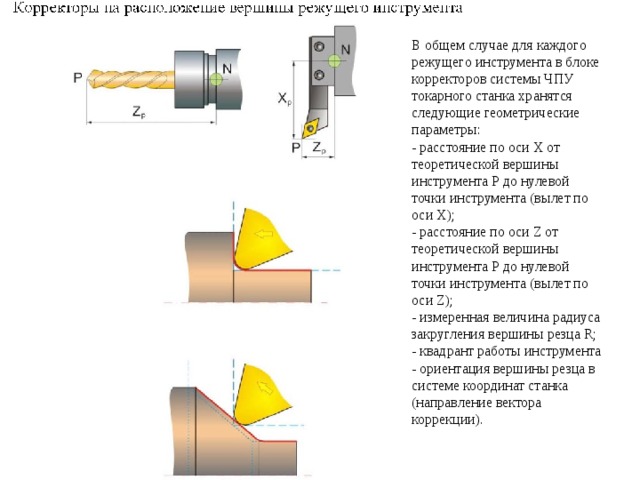
В общем случае для каждого режущего инструмента в блоке корректоров системы ЧПУ токарного станка хранятся следующие геометрические параметры:
- расстояние по оси Х от теоретической вершины инструмента P до нулевой точки инструмента (вылет по оси X);
- расстояние по оси Z от теоретической вершины инструмента P до нулевой точки инструмента (вылет по оси Z);
- измеренная величина радиуса закругления вершины резца R;
- квадрант работы инструмента - ориентация вершины резца в системе координат станка (направление вектора коррекции).












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ





