Россия, Курган


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 27.02.2020 16:54

Акхузин Андрей Ахметович
Преподаватель спецдисциплин
61 год
Местоположение
Специализация
Основы технологии сварочного производства
Категория:
Технология (мальчики)
25.07.2017 08:51

Просмотр содержимого документа
«Основы технологии сварочного производства»
ТЕМА ЛЕКЦИИ: ОСНОВЫ ТЕХНОЛОГИИ СВАРОЧНОГО ПРОИЗВОДСТВА
Подготовил Акхузин Андрей Ахметович, преподаватель ФКП ОУ№228. ,г.Курган,Курганская область
СВАРКА И ОБЩАЯ ХАРАКТЕРИСТИКА СВАРОЧНОГО ПРОИЗВОДСТВА
Сваркой называется процесс получения неразъемного соединения конструкционных материалов путем местного приложения химической, физической или механической энергии.
Сварка металлов происходит за счет межмолекулярных или межатомных связей в металле соединения (сил сцепления).
Сварочное производство - одна из важных отраслей техники.
Объем изготовленных сварных конструкция за последние 50 лет вырос более чем в 50 раз. Наибольший удельный вес в России занимает сварка плавлением.
Масса сварных конструкций составляет 50% от массы конструкций в автомобиле.
Трудоемкость сварных работ равна 20% от трудоемкости изготовления автомобиля.
Преимущества (по сравнению с болтовыми и заклепочными соединениями):
1) экономия металла до 30%;
2) повышение производительности труда на 20-25%;
3) автоматизация процесса;
4) возможность применения:
- для наплавки изношенных поверхностей деталей;
- для устранения дефектов (трещины, раковины и др.);
5) близкие к сварке процессы используются при резке металлов (плазменная резка и др.)

КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ
СВАРКА
ПО ЭНЕРГЕТИЧЕСКОМУ
ПРИЗНАКУ
ПО СТЕПЕНИ
МЕХАНИЗАЦИИ
- РУЧНАЯ;
- ПОЛУАВТОМАТИЧЕСКАЯ;
- АВТОМАТИЧЕСКАЯ.
- ТЕРМИЧЕСКАЯ;
- ТЕРМОМЕХАНИЧЕСКАЯ;
- МЕХАНИЧЕСКАЯ.
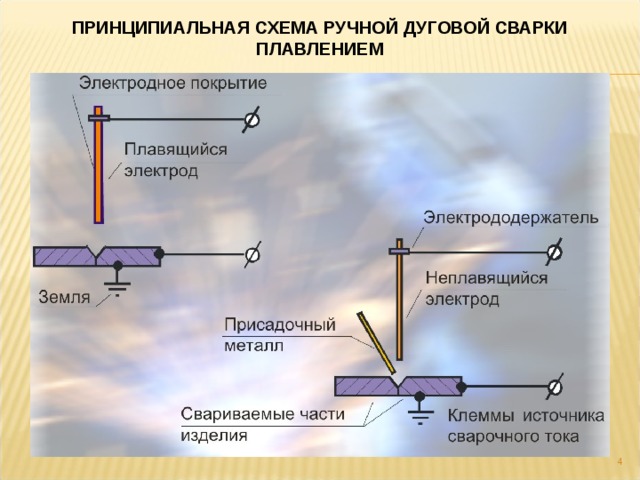
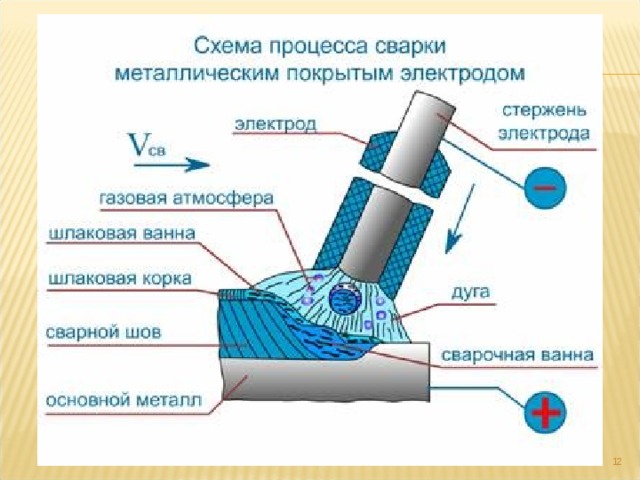
ПРИНЦИПИАЛЬНАЯ СХЕМА РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ
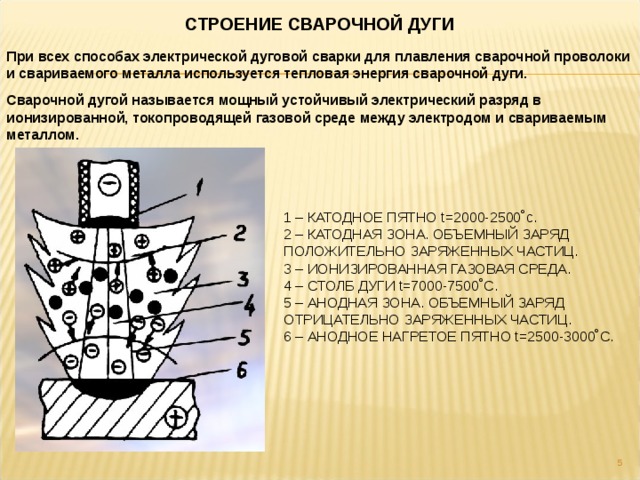
СТРОЕНИЕ СВАРОЧНОЙ ДУГИ
При всех способах электрической дуговой сварки для плавления сварочной проволоки и свариваемого металла используется тепловая энергия сварочной дуги.
Сварочной дугой называется мощный устойчивый электрический разряд в ионизированной, токопроводящей газовой среде между электродом и свариваемым металлом.
1 – КАТОДНОЕ ПЯТНО t=2000-2500˚c.
2 – КАТОДНАЯ ЗОНА. ОБЪЕМНЫЙ ЗАРЯД ПОЛОЖИТЕЛЬНО ЗАРЯЖЕННЫХ ЧАСТИЦ.
3 – ИОНИЗИРОВАННАЯ ГАЗОВАЯ СРЕДА.
4 – СТОЛБ ДУГИ t=7000-7500˚C.
5 – АНОДНАЯ ЗОНА. ОБЪЕМНЫЙ ЗАРЯД ОТРИЦАТЕЛЬНО ЗАРЯЖЕННЫХ ЧАСТИЦ.
6 – АНОДНОЕ НАГРЕТОЕ ПЯТНО t=2500-3000˚C.
СТРОЕНИЕ СВАРОЧНОЙ ДУГИ
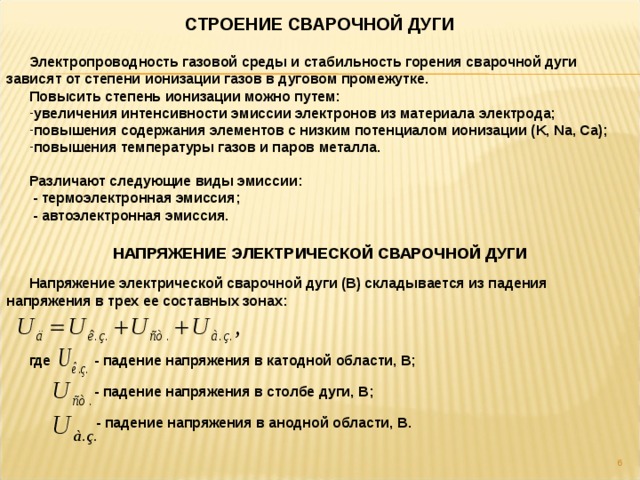
Электропроводность газовой среды и стабильность горения сварочной дуги зависят от степени ионизации газов в дуговом промежутке.
Повысить степень ионизации можно путем:
- увеличения интенсивности эмиссии электронов из материала электрода;
- повышения содержания элементов с низким потенциалом ионизации ( K , Na, Ca );
- повышения температуры газов и паров металла.
Различают следующие виды эмиссии:
- термоэлектронная эмиссия;
- автоэлектронная эмиссия.
НАПРЯЖЕНИЕ ЭЛЕКТРИЧЕСКОЙ СВАРОЧНОЙ ДУГИ
Напряжение электрической сварочной дуги (B) складывается из падения напряжения в трех ее составных зонах:
где - падение напряжения в катодной области, В;
- падение напряжения в столбе дуги, В;
- падение напряжения в анодной области, В.
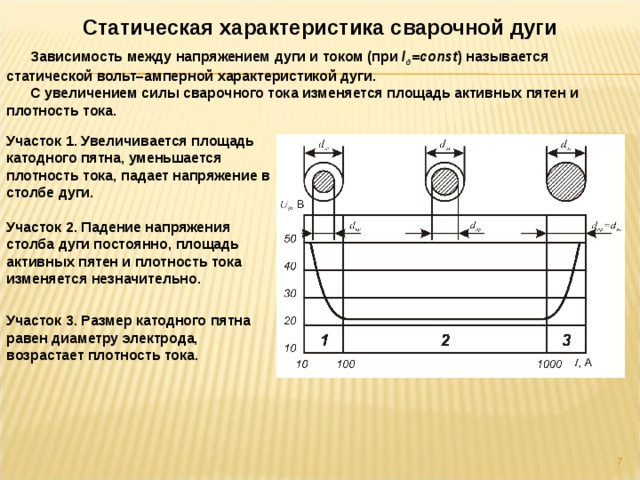
Статическая характеристика сварочной дуги
Зависимость между напряжением дуги и током (при l д =const ) называется статической вольт–амперной характеристикой дуги.
С увеличением силы сварочного тока изменяется площадь активных пятен и плотность тока.
Участок 1. Увеличивается площадь катодного пятна, уменьшается плотность тока, падает напряжение в столбе дуги.
Участок 2. Падение напряжения столба дуги постоянно, площадь активных пятен и плотность тока изменяется незначительно.
Участок 3. Размер катодного пятна равен диаметру электрода, возрастает плотность тока.
 U д . Для интенсивного повторного зажигания дуги напряжение холостого хода U х.х. источника сварочного тока должно быть значительно больше напряжения зажигания дуги. " width="640"
U д . Для интенсивного повторного зажигания дуги напряжение холостого хода U х.х. источника сварочного тока должно быть значительно больше напряжения зажигания дуги. " width="640"
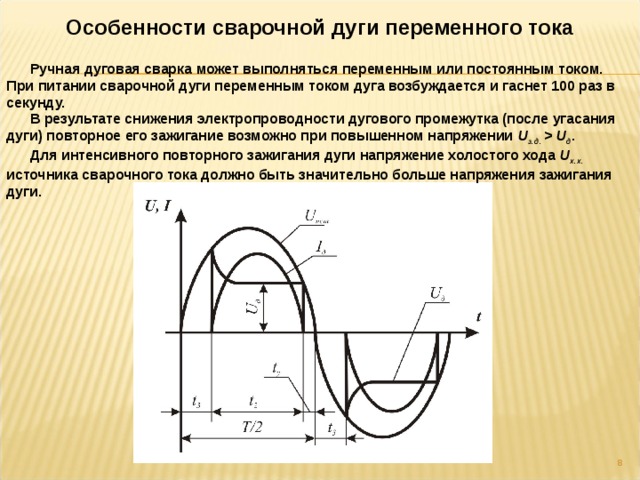
Особенности сварочной дуги переменного тока
Ручная дуговая сварка может выполняться переменным или постоянным током. При питании сварочной дуги переменным током дуга возбуждается и гаснет 100 раз в секунду.
В результате снижения электропроводности дугового промежутка (после угасания дуги) повторное его зажигание возможно при повышенном напряжении U з.д. U д .
Для интенсивного повторного зажигания дуги напряжение холостого хода U х.х. источника сварочного тока должно быть значительно больше напряжения зажигания дуги.

ИСТОЧНИКИ СВАРОЧНОГО ТОКА
ОБОРУДОВАНИЕ
СВАРОЧНЫЙ
ТРАНСФОРМАТОР
СВАРОЧНЫЙ
ВЫПРЯМИТЕЛЬ
СВАРОЧНЫЙ
АГРЕГАТ

СВАРОЧНЫЕ МАТЕРИАЛЫ
МАТЕРИАЛЫ
СВАРОЧНЫЕ
ЭЛЕКТРОДЫ
СВАРОЧНАЯ
ПРОВОЛОКА
ЭЛЕКТРОДЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Плавящийся электрод представляет собой стержень из сварочной проволоки, на который нанесено электродное покрытие (обмазка).
Металл электрода и электродного покрытия участвуют в формировании сварного шва.
Назначение электродного покрытия:
- обеспечение устойчивого горения дуги;
- восстановление окисляющегося в процессе сварки металла;
- легирование сварного шва необходимыми элементами;
- защита зоны сварки от попадания кислорода, водорода и азота из окружающего воздуха;
- образование шлакового покрова на поверхности сварного шва, уменьшая скорость охлаждения и затвердевания металла шва.
Высокие эксплуатационные характеристики сварного соединения обеспечиваются при близком химическом составе сварного шва и материала свариваемой детали.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

