Россия, Красноярск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 10.02.2026 10:25

Чуклин Виктор Александрович
Мастер производственного обучения
62 года
Местоположение
Специализация
План-конспект открытого урока. «Работа на торцовочном круглопильном и концеравнительном станках» Учебная практика По профессии: « Станочник деревообрабатывающих станков»
Категория:
Труд (технология)
13.06.2019 14:24

Просмотр содержимого документа
«План-конспект открытого урока. «Работа на торцовочном круглопильном и концеравнительном станках» Учебная практика По профессии: « Станочник деревообрабатывающих станков»»
Федеральное казенное профессиональное образовательное учреждение № 277
Федеральной службы исполнения наказаний
План-конспект открытого урока.
«Работа на торцовочном круглопильном и концеравнительном станках»
Учебная практика
По профессии: « Станочник деревообрабатывающих станков»
Код 18783
Разработал: мастер производственного обучения
ФКП образовательного учреждения № 277
В.А.Чуклин
Красноярск 2019
ПЛАН ОТКРЫТОГО УРОКА
Учебная практика
План – конспект открытого урока предназначен для преподавателей и мастеров производственного обучения, по профессиям, относящимся к деревообрабатывающему производству, для ознакомления обучающихся с приемами работы на Торцовочном и Концеравнительном станке.
Разработка оснащена графическими материалами, которые могут использоваться как средства наглядности при проведении практических работ на уроках теоретического обучения и при проведении занятий учебной практики.
Профессия – «Станочник деревообрабатывающих станков»
Дата проведения: 2019г.
Мастер производственного обучения: – Чуклин Виктор Александрович.
Место проведения: «Учебная столярная мастерская»
Тема урока: «Работа на торцовочном круглопильном и концеравнительном станках»
Цели: Научить обучающихся, работать на торцовочном станке и концеравнительном, с соблюдением правил техники безопасного труда, электро и пожарной безопасности.
Задачи:
Закрепить полученные знания по теме: «Работа на торцовочном станке и концеравнителе».
Ознакомить обучающихся с применяемым оборудованием, инструментами и приспособлениями, используемыми в столярной мастерской при выполнении операции отторцовывания пиломатериала на определенный размер заготовки.
Закрепить практические навыки обучающихся при выполнении операций по отторцовыванию пиломатериала.
Учебно - методическое оснащение урока:
Столярные верстаки.
Торцовочный круглопильный станок.
Измерительный инструмент.
Разметочные инструменты и приспособления.
Заготовки досок.
Плакаты.
Схема торцовочного круглопильного станка.
Краткий план урока (с указанием времени на каждый этап):
Содержание урока:
1. Организационная часть - 30 мин
2. Проведение инструктажа по технике безопасности при работе на торцовочном и концеравнительном станке, краткий опрос - 30 минут
3. Доведение порядка и правил работы группами, обучение правилам приема работы на рейсмусовом станке - 30 мин.
4. Работа на торцовочном круглопильном станке по одному, под наблюдением мастера - 4 часа.
Подведение итогов проведенных занятий, краткий опрос, выставление оценок, сдача спец. одежды - 30 мин.
Ход урока:
Организационная часть:
1. Приветствие преподавателя.
2. Контроль посещаемости и готовности к уроку.
3. Сообщение темы и цели урока.
4. Психологическая подготовка к уроку.
5. Выдача специальной одежды.
Подведение итогов проведенного занятия, выставление оценок, сдача специальной одежды
1. Подведение итогов выполнения учебно-производственных работ:
- демонстрация лучших работ;
- разбор типичных ошибок при выполнении заданий;
- соблюдение правил охраны труда, электро и пожаробезопасности.
2. Сообщение оценок.
3. Уборка рабочего места.
Инструктаж по технике безопасности при работе на торцовочном и концеравнительном станках
1. Пользуйтесь защитными очками.
2. Место проведения работ пилой должно быть ограждено.
3. Не использовать пилу вблизи легковоспламеняющихся жидкостей или газов.
4. Перед работой проверьте диск, нет ли на нем трещин или повреждений. Диск с трещинами или другими повреждениями следует немедленно заменить.
5. Использовать только фланцы, которые предназначены для этой машины.
6. Будьте осторожны, не повредите вал, фланцы (прежде всего их монтажные поверхности) или болты. Повреждение этих частей может привести к поломке диска.
7. Убедитесь, в том, что поворотное основание правильно заблокировано и не перемещается во время работы.
8. Перед началом работы для своей же безопасности уберите с поверхности стола стружку, мелкие части и т.д.
9. Избегайте пиления по гвоздям. Перед началом работы проверьте и убедитесь в отсутствии гвоздей в заготовке.
10. Перед включением убедитесь, что фиксатор отпущен.
11. Обратите внимание на то, чтобы диск не касался поворотного основания в нижнем положении.
12. Держите ручку крепко. Помните, что в момент включения и остановки пила может самопроизвольно перемещаться вниз или вверх.
13. Не держите заготовку руками. При всех операциях с пилой заготовка должна быть крепко закреплена в поворотном основании с помощью упора.
14. Не дотрагивайтесь до режущего диска во время работы. Избегайте контакта с любой частью движущегося диска, это может быть причиной серьезных травм.
15. Никогда не обхватывайте пильный диск.
16. Перед включением убедитесь, что диск не касается поверхности заготовки.
Перед пилением образца, запустите пилу на холостом ходу и проверьте, не колеблется ли или не виляет ли диск. Причиной этого может быть неправильный монтаж или плохая балансировка диска.
17. Перед пилением подождите, пока диск не достигнет своей полной вращательной скорости.
18. Если Вам что-то показалось ненормальным в работе пилы, немедленно прекратите эксплуатацию.
19. В позиции «Включено» не блокируйте пусковое устройство.
20. Перед работой по уходу или настройке машины отключите энергию и ждите остановки пилы.
21. Всегда будьте внимательны, особенно при выполнении повторяющихся монотонных действий. Не успокаивайтесь ошибочным чувством безопасности. Диски разгильдяйства не прощают.
22. Всегда используйте аксессуары. Использование несоответствующих аксессуаров, таких как абразивные круги, может стать причиной травматизма.
23. Не допускайте неправильной эксплуатации шнура. Не тяните за шнур при отсоединении вилки от розетки. Оберегайте шнур от нагревания, масла, воды и острых кромок.
24. Не используйте инструмент для пиления других материалов, кроме как алюминия, дерева или подобных материалов.
25. При пилении, соедините раскос с пылесборным мешком.
26. Выбирайте диски пилы в соответствии с материалом, который подлежит пилению.
27. Будьте особенно внимательны при вырезании пазов в образце.
Работа на торцовочном круглопильном и концеравнительном станках
На станках для поперечного раскроя нельзя получить точную и чистую оторцовку вследствие применения пил значительного диаметра с большим разводом и большим шагом зуба.
При поперечном раскрое досок всегда дают припуск по длине для точного оторцовывания деталей после строгания.
Чистое опиливание торцов точно под прямым углом к боковым строганым сторонам и по заданной длине деталей делают на торцовочных станках.
Торцовочные станки подразделяются на однопильные с ручной подачей при помощи каретки, двухпильные и многопильные с ручной или механической подачей.
Двухпильные и многопильные торцовочные станки называются концеравнителями.
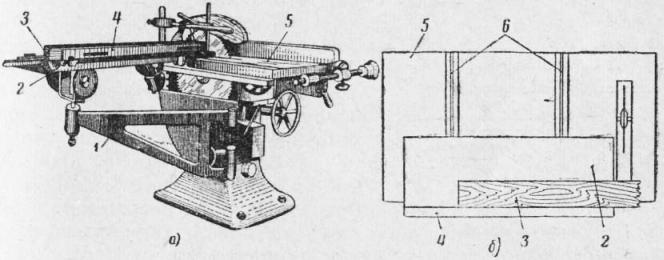
Рис. 1. Торцовочный станок:
а — с кареткой на поворачиваемом кронштейне (общий вид); б — каретка, расположенная на столе станка (схема); 1 — кронштейн; 2 — каретка; 3 — торцуемая деталь; 4 — направляющая линейка; 5 — стол станка; 6 — пазы в столе станка.
Однопильный торцовочный станок имеет такое же устройство, как станок для продольного раскроя досок, но материал подается на пилу при помощи каретки. Каретка представляет собой платформу на специальной подставке или на кронштейне, передвигаемую на роликах по направляющим. Каретку для оторцовывания небольших деталей часто располагают на столе станка и перемещают ее по столу при помощи шипов, скользящих в пазах стола.
На каретке имеется неподвижная направляющая линейка, расположенная перпендикулярно к пильному диску, и передвижной упор — откидной или съемный, расположенный параллельно диску. Упор служит для ограничения длины оторцовки. Кроме того, каретка снабжена приспособлением для зажима деталей. Применяются зажимы рычажные, эксцентриковые, винтовые, а в станках последнего выпуска — пневматические.
На однопильном торцовочном станке работают пилами диаметром от 200 до 400 мм. Число оборотов пилы от 2 до 4 тыс. в минуту, скорость резания до 60 м/сек, мощность двигателя 1,5 — 3,2 кет.
Детали для оторцовывания подают по нескольку штук, в зависимости от их ширины и толщины. Ширина закладки может быть до 350 мм. Тонкие детали обычно подают пачками в несколько рядов по высоте и ширине. В целях экономии рабочего времени довольно часто торцуемые детали прижимают к каретке и линейке рукой. В этом случае величина закладки зависит от рабочих навыков станочника.
Оторцовывание можно вести в разной последовательности. Можно, например, торцевать всю партию деталей с одного конца без упора, потом всю партию с другого конца по упору. Существует и другой способ: детали в закладке торцуют сначала с одного конца без упора, затем тут же накидывают упор, перевертывают закладку и производят оторцовывание другого конца по упору. . Второй способ более производительный, так как на закидывание упора и перевертывание пачек деталей, обрабатываемых последовательно, расходуется меньше времени, чем на двухкратную укладку деталей в штабель и прием деталей из штабеля для оторцовывания с другого конца.
При оторцовывания деталей кратной длины применяют откидные упорные линейки, параллельные основному упору. Оторцевав детали с обоих концов, передвигают всю закладку в сторону пилы и производят расторцовку на заданные длины, сначала упирая закладку в первую дополнительную откидную линейку, потом во вторую и т. д., пока детали не будут полностью растор-цованы.
На торцовочных станках с ручной подачей можно производить опиливание по периметру щитов и рамок, раскрой листов клееной фанеры, поперечный раскрой пачек строганой фанеры. Работа получается более чистой и точной, чем при опиливании и раскрое на других круглопильных станках.
Концеравнители. Так называются двухпильные торцовочные станки, торцующие детали соответственно заданной длине одновременно с обоих концов. В концеравнителе одна пила насажена на вал наглухо, вторую пилу можно передвигать по валу и таким образом изменять расстояние между пилами в зависимости от длины деталей. Каретка проходит между пилами.
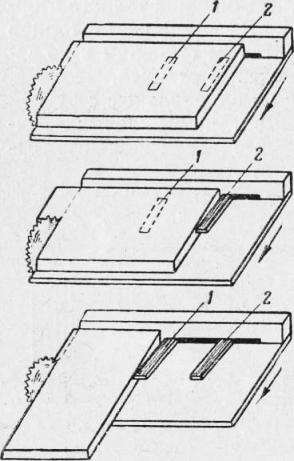
Рис. 2. Откидные упоры на каретке торцовочного станка и пользование ими
Производительность двухпильных концеравнителей с ручной подачей материала, как и однопильных торцовок, очень низкая. Много времени отнимают закладка деталей, снятие их со станка и укладка в штабель, время теряется и на холостой ход каретки.
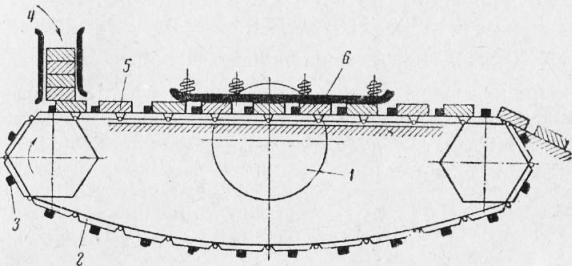
Рис. 3. Механизм подачи материалов в концеравнитель: 1 — пильный диск; 2 — конвейерная цепь подачи; 3 — упоры (кулачки); 4 — магазин с заготовками; .5 — обрабатываемые детали; 6 — пружинящий прижим.
Станкостроительная промышленность выпускает концеравни-тели с различными видами механической подачи. На рис. 49 показан механизм подачи конвейерного типа. Конвейерные цепи снабжены захватывающими кулачками, расположенными обычно через каждые 150 мм. Эти кулачки — отъемные, в зависимости от ширины торцуемых деталей их можно устанавливать с промежутками в 300, 600 мм и больше. Расстояние между пилами в больших станках можно увеличить до 3000 мм, ветвь конвейера перед пилами может быть длиной до 900 мм. Такие размеры позволяют опиливать щиты, рамки и другие изделия, имеющие значительные габариты.
Торцуемый материал подается на конвейерные цепи из так называемого магазина (коробки), стенки которого можно раздвигать по размеру деталей. Во время движения цепей очередной кулачок каждой цепи упирается в кромку нижней детали в магазине, и кулачки уводят деталь под пилы. Вся вышележащая пачка деталей под действием собственного веса оседает вниз. Подаваемые под пилы детали сверху прижимаются пружинящими зажимами.
Загрузка магазина производится сверху. Обязанности станочника заключаются в своевременной загрузке магазина деталями и наблюдении за работой станка.
Производительность концеравнителя с механической подачей превышает производительность концеравнителя с ручной подачей до 10 раз.
При работе на торцовочных станках брак может быть в виде косины торца по ширине и толщине доски или бруска и рваных торцов.
Косина торца по ширине материала получается от неперпендикулярности направляющей линейки плоскости пилы.
Косина торца по толщине материала образуется от непараллельности пильного вала плоскости стола или от перекоса пилы.
Рваные торцы получаются при работе тупыми пилами.
Используемая литература:
Рыкунин С.Н. Технология деревообработки [Текст]: учебник для проф.-техн. училищ / С.Н. Рыкунин, Л.Н. Кандалина. — М.: Академия, 201 1. — 352 с.
Клюев Г.И. Справочник мастера столярного и мебельного производства [Текст] / Г.И. Клюев. — М.: Академия, 2010. — 368 с.
Бобиков П.Д. Изготовление столярно-мебельных изделий [Текст]: учебник для проф.-техн. училищ / П.Д. Бобиков. — М.: Академия, 2010. — 360 с.
Левадный В.С. Обработка дерева на станках [Текст] / В.С. Ле-вадный, Ю.А. Черный. — М., 2005. — 384 с.
Клюев Г.И. Справочник мастера столярного и мебельного производства [Текст] / Г.И. Клюев. — М.: Академия, 2010. — 368 с.
Используемые интернет источники:
https://sdelaemsami.ru/stoliar26.html
http://pereosnastka.ru/articles/rabota-na-tortsovochnykh-stankakh-i-kontseravnitelyakh








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

