
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 13.09.2025 15:00

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
План занятия теоретического обучения с конспектом по ПМ.01. «Изготовление шаблонов и приспособлений» Тема урока № 12: «Порядок обработки детали в шаблоне»
Категория:
Всем учителям
05.01.2020 15:25

Просмотр содержимого документа
«План занятия теоретического обучения с конспектом по ПМ.01. «Изготовление шаблонов и приспособлений» Тема урока № 12: «Порядок обработки детали в шаблоне»»
Филиал ФКП образовательного учреждения № 44 ФСИН России
Владимирская область, пос. Пакино
План занятия теоретического обучения по ПМ.01.
«Изготовление шаблонов и приспособлений»
Тема урока № 12:
«Порядок обработки детали в шаблоне»
по профессии
262023.01 «Мастер столярного и мебельного производства»
подготовил
преподаватель спецдисциплин
Григорьев Игорь Александрович
пос. Пакино
2017
План урока теоретического обучения
| Шифр группы | Наименование предмета | № темы | № урока | Тип | Ф.И.О. преподавателя |
| Ст - 9 | ПМ.01 | 1 | 12 | УУЗнИ комбинированный | Григорьев И.А. |
Материально-техническое оснащение урока
(Учебно-наглядные пособия, ТСО и другие средства обучения)
ИС-МИ (288); комплект плакатов и УНП по столярному делу
________________________________________________________________________________
ПМ.01. Изготовление шаблонов и приспособлений
МДК.01.01. Технология изготовления шаблонов и приспособлений
Тема раздела: Изготовление шаблонов
Тема урока: Порядок обработки детали в шаблоне
Цели урока: образовательная осмысление и воспроизведение материала, решение различных дидактических задач обучения в комплексе.
развивающая формирование теоретических основ и восприятия новых знаний.
воспитательная развитие умственных способностей и самостоятельного воспроизведения
изученного материала.
Ход урока
1. Организационный момент: Проверка посещаемости, раздача тетрадей и учебной лит-ры
2. Главная часть урока.
2.1. Обоснование значения изучаемой темы и учебной цели урока.
2.2. * Выяснить знания учащихся, необходимые для изучения учебных элементов, при помощи следующих вопросов:
Расскажите о способах отделки шаблонов и приспособлений
2.3. Перечень учебных элементов, изучаемых на уроке:
| № | Наименование учебных элементов по стандарту | Методы обучения |
| 1 | Порядок обработки детали в шаблоне | Рассказ Демонстрация Самостоятельная работа |
2.4. Вопросы или задания для закрепления и обобщения изученного учебного материала:
Расскажите о порядке обработки детали в шаблоне.
2.5. Сообщить учащимся оценки за ответы (выполненное задание) и прокомментировать их.
3. Домашнее задание учить по конспекту и повторить пройденный учебный материал.
Конспект к уроку
Порядок обработки детали в шаблоне
Расширить функциональные возможности ручного электроинструмента, сделать его использование более удобным, комфортным и безопасным позволяют приспособления для ручного фрезера. Серийные модели таких устройств стоят достаточно дорого, но можно сэкономить на их приобретении и сделать приспособления для оснащения фрезера по дереву своими руками.

Различного рода приспособления могут сделать из ручного фрезера по-настоящему универсальный инструмент
Основная задача, которую решают приспособления для фрезера, заключается в том, чтобы инструмент располагался по отношению к обрабатываемой поверхности в требуемом пространственном положении. Некоторые наиболее часто используемые приспособления для фрезерных станков входят в стандартную комплектацию такого оборудования. Те же модели, которые имеют узкоспециализированное назначение, приобретаются отдельно или изготавливаются своими руками. При этом у многих приспособлений для фрезера по дереву такая конструкция, что изготовить их своими руками не представляет особых проблем. Для самодельных приспособлений для ручного фрезера даже не потребуются чертежи – вполне достаточно будет их рисунков.
Среди приспособлений для фрезера по дереву, которые можно изготовить и своими руками, есть целый ряд популярных моделей. Рассмотрим их подробнее.
Параллельный упор для выполнения прямых и фигурных резовПараллельный упор для фрезерного стола или другой базовой поверхности, позволяющий выполнять в дереве прямолинейные резы относительно данных поверхностей, является одним из самых популярных приспособлений и входит в стандартный комплект многих моделей. Используя такое приспособление, базовым элементом для которого, кроме рабочего стола, может выступать боковая сторона обрабатываемой детали или направляющая рейка, выполняют обработку пазов на заготовке, а также осуществляют фрезерование ее кромочной части.
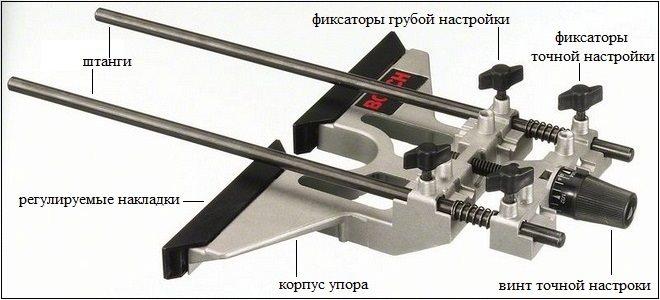
Устройство параллельного упора заводского исполнения
Конструкция параллельного упора для фрезера включает в себя следующие составные элементы:
штанги, которые вставляются в специальные отверстия в корпусе фрезера;
стопорный винт, посредством которого штанги фиксируются в требуемом положении;
винт точной настройки, который нужен для того, чтобы более точно отрегулировать расстояние, на котором ось фрезы будет находиться от базовой поверхности;
опорные накладки, которыми приспособление упирается в базовую поверхность (в отдельных моделях параллельных упоров предусмотрена возможность изменения расстояния между опорными накладками).
Чтобы подготовить упор для фрезера к работе, требуется совершить следующие действия:
вставить штанги упора в отверстия в основании фрезера и закрепить их в требуемом положении стопорным винтом;
ослабив стопорный винт и используя винт точной настройки, отрегулировать расстояние между осью фрезы и опорной поверхностью приспособления.
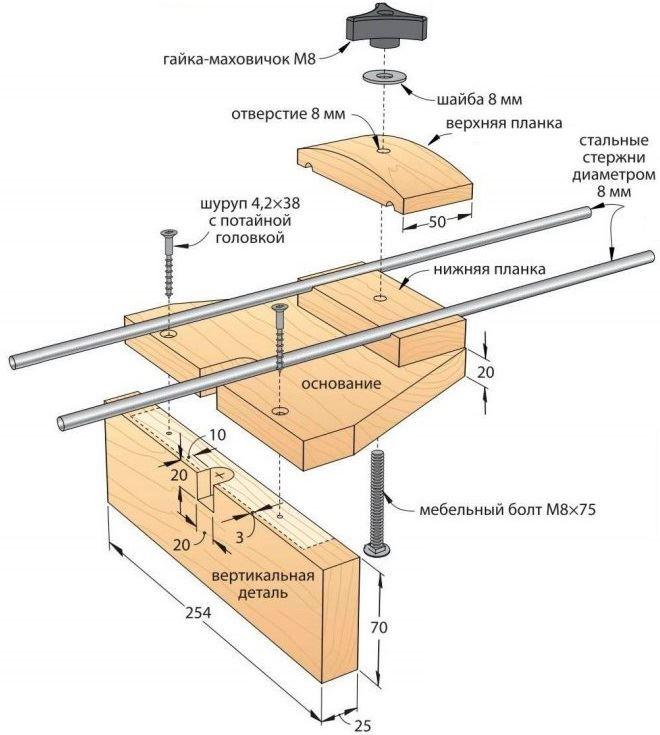
Устройство самодельного параллельного упора из твердой древесины
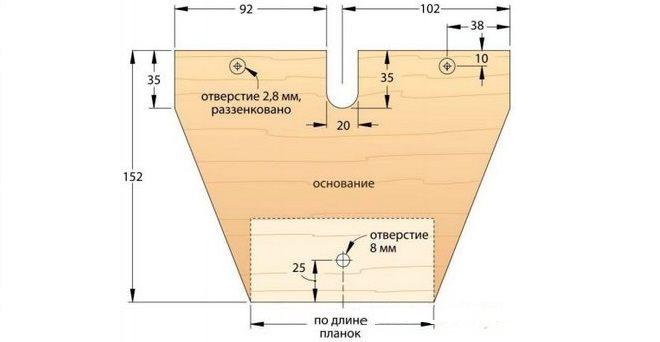
Чертеж основания
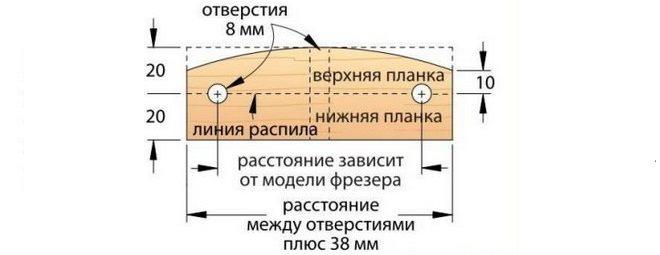
Зажимные планки изготавливаются из целой заготовки
Дополнив параллельный упор одной простой деталью, можно использовать такое приспособление для создания в дереве не только прямолинейных, но и криволинейных резов. Такой деталью является деревянный брусок, одна сторона которого прямая, а на второй выполнена выемка округлой или угловой формы. Его располагают между опорными накладками упора и базовой поверхностью обрабатываемой заготовки из дерева, которая имеет криволинейную форму.
При этом, естественно, своей прямой стороной брусок должен упираться в опорные накладки приспособления, а стороной с выемкой – в криволинейную базовую поверхность. Работать с параллельным упором, дополнительно оснащенным таким бруском, следует предельно аккуратно, так как положение самого фрезера в данном случае будет достаточно неустойчивым.
Доработка штатного упора для фрезерования округлостей
Направляющая шинаНаправляющая шина, как и параллельный упор, обеспечивает прямолинейное перемещение фрезера относительно базовой поверхности в процессе обработки дерева. Между тем, в отличие от параллельного упора, такая направляющая для фрезера может располагаться под любым углом к кромке обрабатываемого изделия. Таким образом, направляющая шина может обеспечить возможность точного перемещения фрезера в ходе обработки дерева практически в любом направлении в горизонтальной плоскости. Направляющая шина, оснащенная дополнительными конструктивными элементами, пригодится также при фрезеровании отверстий, располагаемых в дереве с определенным шагом.
Фиксация направляющей шины на рабочем столе или обрабатываемой заготовке обеспечивается специальными зажимами. Если в базовой комплектации приспособления такие зажимы отсутствуют, для этих целей подойдут обычные струбцины. Отдельные модели направляющих шин могут быть укомплектованы специальным адаптером, который часто называют башмаком. Адаптер, соединяемый с основанием фрезера посредством двух штанг, в процессе обработки скользит по профилю шины и таким образом обеспечивает перемещение рабочей головки фрезера в заданном направлении.

Выборка фрезером паза с использованием направляющей шины
Такое приспособление для фрезерования, как направляющая шина, лучше всего применять в комплекте с фрезерами, опорная площадка которых оснащена регулируемыми по высоте ножками. Объясняется это следующим. В тех случаях, когда опорные поверхности фрезера и шины оказываются в разных горизонтальных плоскостях, что может произойти при слишком близком расположении приспособления по отношению к обрабатываемой заготовке из дерева, регулируемые ножки инструмента дают возможность устранить такое расхождение.
Направляющие приспособления для оснащения фрезера, которые, несмотря на простоту своей конструкции, будут отличаться высокой эффективностью использования, без особых сложностей можно изготовить и своими руками. Простейшее из таких приспособлений может быть сделано из длинного деревянного бруска, который закрепляется на обрабатываемом изделии при помощи струбцин. Чтобы такая приспособа стала еще более удобной, можно дополнить ее боковыми упорами. Если положить и зафиксировать брусок одновременно на двух (и даже более) заготовках из дерева, то можно выполнить фрезерование паза на их поверхности за один проход.

Фрезерование вдоль деревянной планки, закрепленной на заготовке
Основной недостаток, которым отличается устройство вышеописанной конструкции, заключается в том, что точно зафиксировать брусок относительно линии будущего реза непросто. Подобного недостатка лишены направляющие приспособления двух предложенных ниже конструкций.
Первое из таких приспособлений представляет собой устройство, изготовленное из соединенных между собой доски и фанерного листа. Чтобы обеспечить выравнивание данного приспособления по отношению к краю выполняемого паза, необходимо соблюсти следующие условия: расстояние от края упора до края фанеры (основы) должно точно соответствовать расстоянию, на котором используемый инструмент располагается от крайней точки базы фрезера. Приспособление предложенной конструкции применяется в том случае, если дерево обрабатывается фрезами одного диаметра.

Приспособление для выборки пазов фрезером
Для фрезерных операций, выполняемых инструментами различного диаметра, целесообразно применять приспособления другой конструкции. Особенность последних заключается в том, что фрезер при их использовании соприкасается с упором всей подошвой, а не только своей средней частью. В конструкции такого упора присутствует откидная доска на петлях, которая и обеспечивает правильное пространственное положение устройства по отношению к поверхности обрабатываемого изделия из дерева. Назначение этой доски состоит в том, чтобы обеспечить фиксацию упора в требуемом положении. После того как такая процедура будет выполнена, доска откидывается и тем самым освобождает место для рабочей головки фрезера.

Приспособление с откидной планкой
Изготавливая такое приспособление для фрезера своими руками, следует иметь в виду, что расстояние от центра используемого инструмента до крайней точки базы фрезера должно соответствовать величине ширины откидной доски и зазора между доской и упором, если он предусмотрен в конструкции приспособления. В том случае, если при изготовлении данного приспособления вы ориентировались только на край фрезы и край паза, который необходимо сформировать с ее помощью, применять такое устройство можно будет только с фрезами одного диаметра.
Нередко фрезеровать пазы в заготовках из дерева приходится поперек волокон материала, что приводит к образованию задиров. Уменьшить величину задиров позволяют приспособления, которые, прижимая волокна в том месте, где выходит фреза, не дают им отщепиться от поверхности обрабатываемого дерева. Конструкция одного из таких приспособлений состоит из двух досок, которые соединяются между собой шурупами под углом 90°. Ширина паза, выполненного в таком приспособлении, должна совпадать с шириной выемки, создаваемой в изделии из дерева, для чего с разных сторон упора используют фрезы разного диаметра.
Другое фрезерное приспособление, конструкция которого состоит из двух L-образных элементов, фиксируемых на обрабатываемом изделии из дерева струбцинами, требуется для фрезерования открытых пазов и обеспечивает минимальное количество задиров в процессе обработки.
Копировальные кольца и шаблоныКопировальная втулка для фрезера – это приспособление с выступающим бортиком, который скользит вдоль шаблона и таким образом задает движение фрезы в требуемом направлении. На подошве фрезера такое кольцо может фиксироваться различными способами: прикручиваться винтами, вворачиваться в резьбовое отверстие, вставляться специальными усиками в отверстия в подошве инструмента.
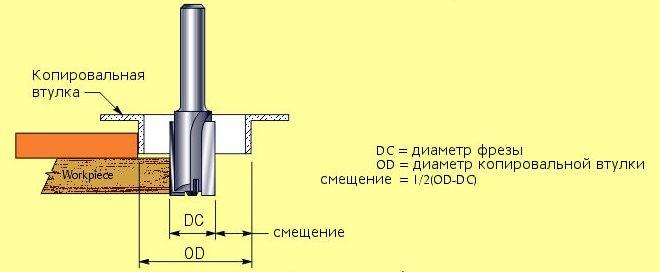
Расчет смещения фрезы при использовании копировальной втулки
Диаметры копировального кольца и применяемого инструмента должны иметь близкие значения, но при этом важно, чтобы кольцо не касалось режущей части фрезы. Если диаметр кольца превышает поперечный размер копировальной фрезы, то такой шаблон для компенсации разницы между его размером и диаметром инструмента не должен превышать размера обрабатываемого изделия.
Фрезерный шаблон, выполненный в виде кольца, может закрепляться на заготовке из дерева при помощи двухстороннего скотча и струбцин, которыми обе его части прижимаются к рабочему столу. Выполнив фрезерование по шаблону, следует проверить, что кольцо в процессе выполнения фрезерной операции плотно прижималось к краю шаблона.

Выборка продолговатого отверстия с помощью шаблона и копировального кольца
Шаблоны для фрезерования можно использовать не только для обработки всей кромки изделия, но и для придания его углам округлой формы. Применяя такой шаблон для фрезера, можно выполнять на углах обрабатываемого изделия из дерева закругления различного радиуса.
Шаблоны, используемые для работы с ручным фрезером, могут оснащаться подшипником или кольцом. В последнем случае необходимо соблюсти следующие условия: кольцо должно точно соответствовать диаметру фрезы или в конструкции приспособления должны быть предусмотрены упоры, которые позволяют отодвигать шаблон от края заготовки и тем самым устранять разницу между радиусами инструмента и кольца.
При помощи шаблонов, которые могут быть и регулируемыми, можно не только фрезеровать кромки обрабатываемого изделия из дерева, но и создавать фигурные пазы на его поверхности. Кроме того, если сделать шаблон соответствующей конструкции, что не представляет больших сложностей, с ним можно будет быстро и точно вырезать пазы для дверных петель.
Вырезание пазов округлой и эллиптической формыЧтобы ручным фрезером вырезать в дереве пазы в форме круга или эллипса, используют циркульные приспособления. Простейший циркуль для фрезера состоит из штанги. Один ее конец соединяется с основанием фрезера, а второй оснащается винтом и штифтом. Штифт вставляется в отверстие, выступающее в качестве центра окружности, по контуру которой формируется паз. Чтобы изменить радиус окружности паза, для выполнения которого используется такой циркуль для фрезера, достаточно сместить штангу относительно основания фрезера. Более удобными в использовании являются циркульные приспособления, в конструкции которых предусмотрены две штанги, а не одна.

Простейший циркуль-штанга часто идет в комплекте с фрезером
Оснастка, работающая по принципу циркуля, является достаточно распространенным типом приспособлений, используемых для работы с фрезером. С их помощью очень удобно выполнять фрезерование фигурных пазов с различными радиусами закругления. Как уже говорилось выше, типовая конструкция такого приспособления, которое можно изготовить и своими руками, включает в себя винт со штифтом, имеющим возможность перемещаться по пазу устройства и тем самым позволяющим регулировать радиус создаваемого паза.
В тех случаях, когда фрезером по дереву или другому материалу необходимо создать отверстие небольшого диаметра, используется оснастка другого типа. Особенностью конструкции таких приспособлений, которые фиксируются на нижней части базы фрезера, является то, что их штифт, устанавливаемый в центральное отверстие на обрабатываемой заготовке, располагается под основанием используемого электроинструмента, а не за его пределами.

Самодельный циркуль с двумя направляющими

Основание

Уголок

Направляющие

Центрирующий штифт

Циркуль в сборе. Вид снизу

Циркуль в сборе. Вид сверху
Используя специальные приспособления, ручным фрезером можно создавать в дереве не только круглые, но и овальные отверстия. Конструкция одного из таких приспособлений включает в себя:
основание, которое может фиксироваться на обрабатываемом изделии из дерева вакуумными присосками или винтами;
два башмака, которые перемещаются по пересекающимся направляющим;
две монтажные штанги;
кронштейн, соединяющий основание приспособления с фрезером.
За счет специальных пазов в кронштейне такого приспособления его опорная плита легко выставляется в одной плоскости с основанием фрезера. Если данная оснастка используется для выполнения фрезерования по круглому контуру, то задействуется один башмак, а если по овальному, то оба. Сделанный таким приспособлением вырез отличается более высоким качеством, чем если бы он был выполнен с использованием лобзика или ленточной пилы. Объясняется это тем, что обработка при помощи фрезера, используемого в данном случае, осуществляется инструментом, который вращается с высокой скоростью.
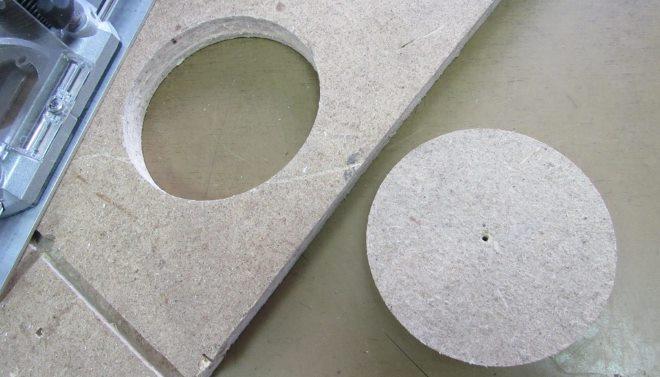
Результат работы с самодельным циркулем – круглое отверстие с ровными кромками
Приспособления для быстрого и качественного фрезерования пазов на узких поверхностяхНа вопрос о том, как сделать пазы для дверных петель или замка, сможет ответить любой домашний мастер. Для этих целей, как правило, используются дрель и обычное долото. Между тем выполнить такую процедуру значительно быстрее и с меньшими трудозатратами можно, если взять для этого фрезер, оснащенный специальным приспособлением. Конструкция такого приспособления, при помощи которого на узких поверхностях можно создавать пазы различной ширины, представляет собой плоское основание, фиксируемое на подошве фрезера. На основании, которое может иметь как круглую, так и прямоугольную форму, установлены два штыря, задача которых заключается в том, чтобы обеспечить прямолинейное движение фрезера в процессе обработки.
Основное требование, которому должна соответствовать насадка на фрезер вышеописанной конструкции, состоит в том, что оси направляющих штырей должны находиться на одной линии с центром используемой для обработки дерева фрезы. Если данное условие выполнено, то паз, выполняемый на торце обрабатываемой заготовки, будет располагаться строго по его центру. Чтобы сместить паз в одну из сторон, достаточно надеть на один из направляющих штырей втулку соответствующего размера. При использовании подобной насадки на ручной фрезер нужно следить за тем, чтобы направляющие штыри в процессе обработки прижимались к боковым поверхностям обрабатываемого изделия.
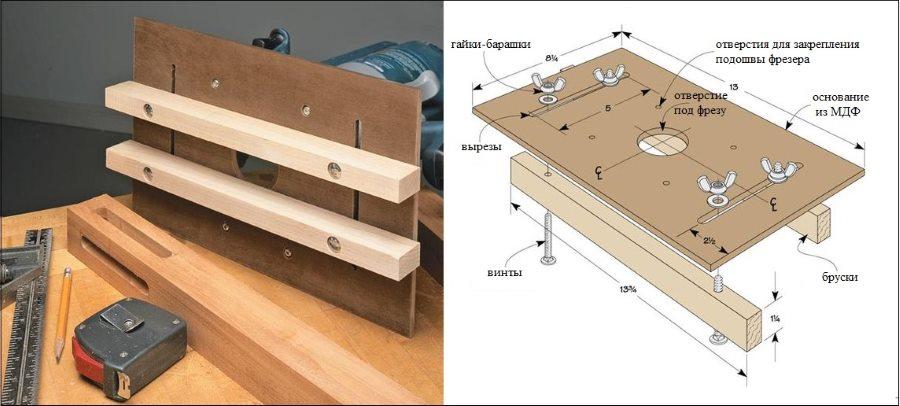
Приспособление для выборки пазов (нажмите для увеличения)
Обеспечить устойчивость фрезера при обработке узких поверхностей можно и без специальных приспособлений. Решают такую задачу при помощи двух досок, которые крепятся с обеих сторон обрабатываемого изделия таким образом, чтобы сформировать с поверхностью, на которой выполняется паз, одну плоскость. Сам фрезер при использовании такого технологического приема позиционируется при помощи параллельного упора.
Фрезерные приспособления для обработки тел вращенияМногие приспособления для ручного фрезерного станка, изготавливаемые пользователями под свои нужды, не имеют серийных аналогов. Одним из таких устройств, необходимость в использовании которого возникает достаточно часто, является приспособление, облегчающее процесс вырезания пазов в телах вращения. Используя такое приспособление, в частности, можно легко и точно вырезать продольные канавки на столбах, балясинах и других изделиях из дерева подобной конфигурации.

Приспособление для нарезки канелюр в балясинах

Фрезе и рамка в сборе

Каретка для фрезера
Делительный диск
Конструкцию данного приспособления составляют:
корпус;
передвижная фрезерная каретка;
диск, при помощи которого выполняется установка угла поворота;
винты, обеспечивающие фиксацию обрабатываемой заготовки;
стопорный винт.
Если такое приспособление дополнительно оснастить простейшим приводом, в качестве которого можно использовать обычную дрель или шуруповерт, то фрезерованием на нем можно успешно заменить обработку, выполняемую на токарном станке.
Приспособление для фрезерования шиповШипорезное приспособление для фрезера позволяет с высокой точностью выполнять обработку деталей, соединяемых по принципу «шип-паз». Наиболее универсальные из таких приспособлений позволяют выполнять фрезерование шипов различных типов («ласточкин хвост» и прямые). В работе такого приспособления задействовано копировальное кольцо, которое, перемещаясь по пазу в специальном шаблоне, обеспечивает точное движение фрезы в заданном направлении. Чтобы изготовить такой копировальный станок своими руками, необходимо в первую очередь подобрать шаблоны пазов, для выполнения которых он будет использоваться.
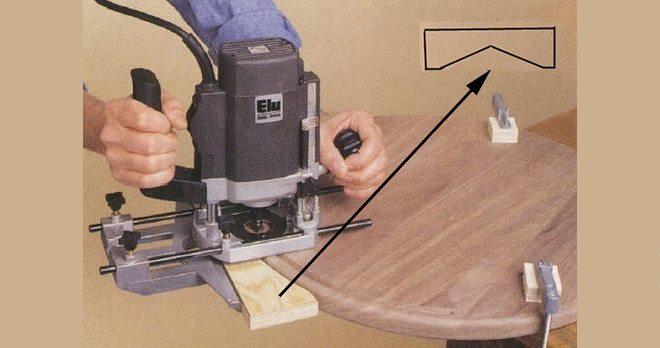
Несколько дополнительных вариантов расширения функциональности фрезераЗачем нужно создавать дополнительные приспособления для оснащения ручного фрезера, который и так является достаточно функциональным устройством? Дело в том, что такие приспособления позволят вам превратить свой ручной фрезер в полноценный обрабатывающий центр. Так, зафиксировав ручной фрезер на направляющей (это может быть и направляющая для дрели), можно не только облегчить процесс его использования, но и повысить точность выполняемых операций. Конструкция такого полезного приспособления не содержит в себе сложных элементов, поэтому изготовить его для фрезера и для дрели своими руками не составит большого труда.
Многие домашние мастера, задаваясь вопросом о том, как работать с ручным фрезером с еще большей эффективностью, изготавливают для этого инструмента функциональный рабочий стол. Естественно, использовать такой стол можно и для другого оборудования (например, для циркулярной пилы или электрической дрели).
Закрепленный на подошве фрезера треугольник из фанеры позволяет выполнять скругленные углы на дверях или дверцах
Если в вашем распоряжении нет ручного фрезера, то и такая проблема решается при помощи специальных приспособлений, позволяющих успешно выполнять фрезерование на серийном токарном станке. Используя фрезерное приспособление для токарного станка, можно значительно расширить функциональные возможности серийного оборудования (в частности, выполнять с его помощью обработку плоскостей, делать выборку пазов и канавок, обрабатывать различные детали по контуру). Важно также, что такое приспособление для токарного станка не отличается сложностью конструкции, и изготовить его самостоятельно не составит больших проблем.
Изготовление шаблонов, разметка, наметка
Для изготовления сборочной детали на поверхность металла наносят контур детали, центры отверстий, линии гибов.
Процесс вычерчивания детали в натуральную величину на поверхности металла называется разметкой. Центры отверстий делают на линиях (рисках), нанесенных на поверхность металла чертилкой. Чертилки изготавливают из стальной проволоки диаметром 5…7 мм. Рабочую часть чертилки (острие) выполняют из победита или другого сверхтвердого сплава.
Процесс переноса контуров детали, центров отверстий, вырезов с помощью шаблона на металлопрокат называется наметкой.
Для изготовления одинаковых деталей пользуются шаблоном. Он представляет собой деталь в натуральную величину, изготовленную из картона, фанеры, жести, рубероида, дерева. Для наметки детали шаблон накладывают на поверхность металла, прочерчивают чертилкой или мелом по периметру шаблона линии контура детали, набивают кернером центры отверстий.
Шаблоны изготовляют в разметочной мастерской, которая входит в состав цеха обработки.
Разметочная мастерская включает производственное помещение, склад материалов, склад шаблонов, конторку начальника мастерской, раздевалку. Площадь основного производственного помещения определяется из расчета 16…20 м2 на каждого разметчика. Помещение должно иметь отопление, обеспечивающее температуру 16…18 °С, а также хорошее естественное и искусственное освещение.
Для изготовления деревянных шаблонов в мастерской устанавливают фуговальный станок, циркульную и ленточную пилы. Так как работа деревообрабатывающих станков сопровождается шумом, то они должны быть изолированы от основного производственного помещения, в противном случае деревянные шаблоны заготавливают в отдельной столярной мастерской.
Для резки картона, фанеры и жести в производственном помещении устанавливают ножницы; для образования отверстий в шаблонах — дыропробивной пресс; для заточки инструмента — нажда-ный точильный станок.
Основное обрудование мастерской — разметочные столы, на которых изготовляют шаблоны, а также размещают чертежи к инструменты: стальной нож и ножницы для резки картона, рубероида и толя; ножницы для резки кровельного железа; пилу для резки деревянных реек; молотки массой 200.. .600 г; отвесы и стальные струны диаметром 0,5.. .1 мм; графитные и цветные карандаши для вычерчивания и маркировки шаблонов; шнуры для нанесения меловых линий на поверхность металла.
Разметочный стол может быть обрудован на одно или два рабочих места. Поверхность стола представляет собой стальной лист 1 толщиной 12…16 мм, шириной 1800.. .2000 мм, который уложен на деревянные козелки 2 высотой 1200 мм, установленные через 2000 мм. На поверхности стального листа нанесена координатная сетка с размерами сторон квадрата 100 мм.
В разметочных мастерских изготовляют шаблоны, которые различают по видам применяемых материалов (толстолистовая сталь, дерево, фанера, картон, рубероид или толь, листовая сталь толщиной 0,4…1,75 мм), по размерам и форме деталей (мелкие, большие, листовые, линейные, фасонные), по видам технологических операций (наметка, сверление, кислородная резка, холодная и горячая гибка, вальцовка,сборочные работы).
Шаблоны из листовой стали, изготовляемые из того же металла, что и деталь, называют натуральными. Натуральные шаблоны предназначаются для пакетного сверления отверстий без наметки в фа-сонках массой не более 20 кг. Во избежание разработки отверстий натуральный шаблон рекомендуется использовать не более 5 раз. При сверлении большего количества деталей следует использовать в качестве шаблонов детали, просверленные в первых пакетах. Шаблоны в этом случае могут служить как обычные детали.
Рис. 1. Разметочный стол на два рабочих места: 1 — стальной лист, 2 — козелки, 3, 5 — продольный и поперечный уголки, 4 — деревянная планка, 6, 7 — угольники
Контурные линии листовых деталей наносят чертилкой и по ним набивают керны глубиной 2 … 3 мм через 200…300 мм, что обеспечивает контроль за качеством резки деталей.
Реечные шаблоны из дерева служат для наметки деталей длиной больше 1000 мм из уголков, швеллеров и двутавровых балок. На шаблонах карандашом наносят обрезы, центры отверстий, вырезы и т. д. При наметке рейку укладывают рядом с деталью и с помощью угольника переносят размеры с реечного шаблона на детали. Для наметки нескольких деталей риски и знаки на рейки наносят разными цветными карандашами.
Шаблоны из картона, толя, рубероида и фанеры служат для наметки мелких листовых деталей площадью не больше 0,5… 1 м2, массой до 20… 30 кг и деталей длиной до 1000 … 1500 мм из уголков и швеллеров. Шаблоны изготовляют из плотного картона толщиной 1,5…3 мм, рубероида или толя и трехслойной фанеры.
На выбранном материале размечают контур детали и центры отверстий и вырезают по вычерченному контуру шаблон. Пробойником делают в шаблоне отверстия диаметром на 1 мм больше диаметра отверстий в детали. В шаблонах из фанеры отверстия просверливают. Вокруг центров отверстия, размеченных кернением и не требующих последующей пробивки, окружности наносят карандашом в картонных шаблонах и мелом в толевых и рубероидных.
Листовые шаблоны для мелких листовых деталей могут быть использованы как для наметки, так и для резки деталей на гильотинных ножницах и продавливания отверстий прессами без наметки.
Шаблоны для коротких деталей из уголков и швеллеров изготовляют так же, как и шаблоны для мелких листовых деталей. Только дополнительно по граням уголков и швеллеров делают надрез глубиной 0,5 мм для перегиба шаблона при наметке деталей.
Шаблоны из картона, толя или рубероида применяют также для наметки фасонных листовых деталей трубопроводов (разверток). Линии резов по этим шаблонам намечают как на плоских листах, так и на сваренных трубах.
Для сохранения проектных размеров трубопроводов после изгиба листов при изготовлении шаблонов размеры рассчитывают по нейтральной поверхности деталей.
Комбинированные шаблоны предназначены для наметки длинных деталей из уголков, швеллеров, двутавровых балок и универсальной листовой стали при групповом расположении отверстий. Комбинированные шаблоны состоят из деревянных реек и планок с отверстиями. Планки делают из фанеры и жести.
Рис. 2. Шаблон для мелких листовых деталей: а — сборочная деталь, б — шаблон
Рис. 3. Шаблон для контроля гнутых деталей: а — смалковки, б — размалковкн. в — поперечного сечения гнутых профилей
Шаблоны для контроля гнутых деталей предназначены для проверки гнутых цилиндрических и конических поверхностей, смалкованных и размалкованных уголков, холодногнутых элементов, а также для наметки отверстий в гнутых деталях после их гибки. Шаблон для проверки углов смалковки и размалковки, а также правильности поперечного сечения холодногнутых элементов изготовляют из тонколистовой стали, шаблоны для контроля цилиндрических поверхностей — из досок длиной по дуге не менее 1,5 м.
Готовые картонные и деревянные шаблоны маркируют химическим карандашом, металлические — чертилкой или масляной краской. Маркировка включает номера заказа и чертежа, обозначение сборочной марки детали, размер и количество деталей, диаметр и количество отверстий. Шаблон может быть выдан в работу только после того, как на нем распишется исполнитель разметки и бригадир разметчиков (контролер).
Маркировку деталей и полуфабриката наносят кистью без трафарета белилами или карандашом. Марку стали и номер плавки (если требует чертеж) выбивают буквенно-цифровыми клеймами, обводят белилами и также ставят клеймо разметчика. Правильность нанесения маркировки удостоверяется клеймом работников ОТК.
Условные обозначения используемой литературы
| Б.А. Степанов | Технология | «Технология плотничных, столярных, стекольных и паркетных работ» |
| П.Д. Бобиков | ИС-МИ | «Изготовление столярно-мебельных изделий» |
| Б.А. Степанов | МВ | «Материаловедение для профессий, связанных с обработкой дерева» |
| В.Н. Обливин, Л.Н. Никитин, Н.В. Гренц | ОТнД-ОП | «Охрана труда на деревообрабатывающих предприятиях» |
| Б.А. Степанов | СПиС | «Справочник плотника и столяра» |
| Л.Н. Крейндлин | СПСиПР | «Столярные, плотничные, стекольные и паркетные работы» |
| Г.И. Клюев | СПР | «Столярно-плотничные, стекольные и паркетные работы повышенной сложности» |
| Ф.В. Буйвидович | ТС-ПиПР | «Технология столярно-плотничных и паркетных работ» |
| М.А. Григорьев | М-С | «Мастер – столяр» |
| А.О. Гурвич | СР | «Столярные работы» |
| В.В. Амалицкий, В.В. Амалицкий, | ДСиИ | « Деревообрабатывающие станки и инструменты» |
| Ю.Ф. Подольский | ССР | «Современные столярные работы · Окна · Полы · Двери · Перегородки · Лестницы · Веранды · Мансарды» |
Список используемой литературы
| № п/п | Название | Автор | Издательство | Год издания |
| 1 | Деревообрабатывающие станки и инструменты | В.В. Амалицкий, В.В. Амалицкий | М.: «Академия» | 2009 |
| 2 | Столярные, плотничные, стекольные и паркетные работы | Л.Н. Крейндлин | М.: «Академия» | 1999 |
| 3 | Материаловедение для профессий, связанных с обработкой дерева | Б.А. Степанов | М.: «Академия» | 2000 |
| 4 | Безопасность жизнедеятельности | Ю.Г. Сапронов | М.: «Академия» | 2008 |
| 5 | Охрана труда на деревообрабатывающих предприятиях | В.Н. Обливин, Л.И. Никитин, Н.В. Гренц | М.: ПрофОбрИздат | 2002 |
| 6 | Справочник плотника и столяра | Б.А. Степанов | М.: «Академия» | 2004 |
| 7 | Мастер-столяр | М.А. Григорьев | М.: Цитадель | 1999 |
| 8 | Технология плотничных, столярных, стекольных и паркетных работ | Б.А. Степанов | М.: «Академия» | 2003 |
| 9 | Изготовление столярно-мебельных изделий | П.Д. Бобиков | М.: «Академия» | 2006 |
| 10 | Плотничные работы | Л.Н. Крейндлин | М.: «Высшая школа» | 1972 |
| 11 | Технология столярно-плотничных и паркетных работ | Ф.В. Буйвидович | Мн.: «Высшая школа» | 2000 |
| 12 | Столярные работы | А.О. Гурвич | М.: «Высшая школа» | 1964 |
| 13 | Материалы для облицовывания и отделки столярно-мебельных изделий | В.Ф. Савченко | М.: «Академия» | 1999 |
| 14 | Современные столярные работы | Ю.Ф. Подольский | «Клуб сем. досуга» г. Белгород | 2012 |
| 15 | Электробезопасность при эксплуатации электроустановок промышленных потребителей | Сибикин Ю.Д. | М.: «Академия» | 2000 |
| 16 | Охрана труда | Сиднеев Ю.Г. | «Феникс» | 2004 |
| 17 | Правила противопожарного режима в Российской Федерации | Постановление Правительства РФ от 25.04.2012 № 390 (с изм. на 21.03.17) | 2017 | |
| 18 | Первая медицинская помощь | Буянов В.М., Нестеренко Ю.А. | «Медицина» | 2000 |
| 19 | Инструкция по оказанию первой доврачебной неотложной помощи пострадавшим. | http://ihelpers.narod.ru/ | 2017 | |
22







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

