
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 13.09.2025 07:50

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
План занятия теоретического обучения с конспектом по ПМ.01. «Изготовление шаблонов и приспособлений» Тема урока № 23: «Шаблоны лекала. Шаблоны для обработки заготовок на деревообрабатывающих станках»
Категория:
Всем учителям
05.01.2020 15:52

Просмотр содержимого документа
«План занятия теоретического обучения с конспектом по ПМ.01. «Изготовление шаблонов и приспособлений» Тема урока № 23: «Шаблоны лекала. Шаблоны для обработки заготовок на деревообрабатывающих станках»»
Филиал ФКП образовательного учреждения № 44 ФСИН России
Владимирская область, пос. Пакино
План занятия теоретического обучения по ПМ.01.
«Изготовление шаблонов и приспособлений»
Тема урока № 23:
«Шаблоны лекала. Шаблоны для обработки заготовок на
деревообрабатывающих станках»
по профессии
262023.01 «Мастер столярного и мебельного производства»
подготовил
преподаватель спецдисциплин
Григорьев Игорь Александрович
пос. Пакино
2017
План урока теоретического обучения
| Шифр группы | Наименование предмета | № темы | № урока | Тип | Ф.И.О. преподавателя |
| Ст - 9 | ПМ.01 | 2 | 23 | УУЗнИ комбинированный | Григорьев И.А. |
Материально-техническое оснащение урока
(Учебно-наглядные пособия, ТСО и другие средства обучения)
ИС-МИ (278-292); комплект плакатов и УНП по столярному делу
________________________________________________________________________________
ПМ.01. Изготовление шаблонов и приспособлений
МДК.01.02. Конструирование шаблонов
Тема раздела: Методы разработки конструкций шаблонов и приспособлений для изготовления
столярных и мебельных изделий
Тема урока: Шаблоны лекала. Шаблоны для обработки заготовок на
деревообрабатывающих станках.
Цели урока: образовательная осмысление и воспроизведение материала, решение различных дидактических задач обучения в комплексе.
развивающая формирование теоретических основ и восприятия новых знаний.
воспитательная развитие умственных способностей и самостоятельного воспроизведения
изученного материала.
Ход урока
1. Организационный момент: Проверка посещаемости, раздача тетрадей и учебной лит-ры
2. Главная часть урока.
2.1. Обоснование значения изучаемой темы и учебной цели урока.
2.2. * Выяснить знания учащихся, необходимые для изучения учебных элементов, при помощи следующих вопросов:
Какие бывают шаблоны для разметки щитовых соединений, гнёзд под установку фурнитуры и сверления отверстий?
2.3. Перечень учебных элементов, изучаемых на уроке:
| № | Наименование учебных элементов по стандарту | Методы обучения |
| 1 | Шаблоны лекала | Самостоятельная работа |
| 2 | Шаблоны для обработки заготовок на деревообрабатывающих станках |
2.4. Вопросы или задания для закрепления и обобщения изученного учебного материала:
Расскажите о шаблонах-лекалах.
Расскажите о шаблоны для обработки заготовок на деревообрабатывающих станках.
2.5. Сообщить учащимся оценки за ответы (выполненное задание) и прокомментировать их.
3. Домашнее задание учить по конспекту и повторить пройденный учебный материал.
Конспект к уроку
Шаблоны лекала. Шаблоны для обработки заготовок на деревообрабатывающих станках.
Шаблоны (лекала) для разметки профилей криволинейных деталей изготавливают в точном соответствии с конструкторской документацией на размечаемую деталь (без припуска на обработку). Лекало из фанеры или твердой древесноволокнистой плиты выпиливают лобзиком и до разметочной линии зачищают (доводят) шкуркой. При разметке детали (рис. 201, а) лекало 1 накладывают на заготовку 2 и обводят карандашом контур лекала.
На лекале могут указываться направления волокон древесины. На рис. 201, б показан кронштейн из древесины, на фасадной поверхности которого выполнена резьба. Чтобы резьба была качественной, нижняя поверхность кронштейна должна иметь долевое направление волокон древесины. Направление волокон древесины на лекале указывается двойной стрелкой и соответствующей надписью (рис. 201, в).
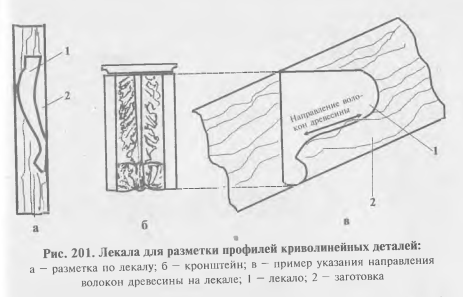
Рис. 201. Лекала для разметки профилей криволинейных деталей:
а — разметка по лекалу;
б — кронштейн;
в — пример указания направления волокон древесины на лекале;
1 — лекало;
2 — заготовка.
Шаблоны (лекала) для раскроя тканей размечают в соответствии с документацией на деталь (выкройка из ткани) или картам раскроя ткани. Лекала из твердой древесноволокнистой плиты выпиливают до разметочной линии лобзиком и зачищают шкуркой. На лекало наносится направление нити ткани с надписью «основа» или «уток» * ― основой (основными) называются нити, идущие вдоль ткани, уточными поперек ткани, наименование детали, площадь детали в квадратных метрах или сантиметрах.
При разметке лекало накладывается на ткань и обводится по контуру мелком. При этом направление нити «основы» или «утка» указанное на лекалах, должно соответствовать нитям на тканях.

Рис. 205. Торцевание заготовок под углами 45° и 90° на круглопильных станках: а - шаблон; б - схема торцевания; 1 - основание; 2 - ходовой брусок; 3, 4 - опорные бруски
Р ис. 206. Фрезерование заготовок криволинейных деталей на фрезерных станках в шаблоне: а - шаблон; б, в - схемы фрезерования; 1 ,2 - обрабатываемые детали; 3 - основание шаблона; 4 - опорный брусок; 5 - винт; 6 - ручка; 7 - прижимная пластина; 8 - фреза; 9 - упорное кольцо
ис. 206. Фрезерование заготовок криволинейных деталей на фрезерных станках в шаблоне: а - шаблон; б, в - схемы фрезерования; 1 ,2 - обрабатываемые детали; 3 - основание шаблона; 4 - опорный брусок; 5 - винт; 6 - ручка; 7 - прижимная пластина; 8 - фреза; 9 - упорное кольцо
Шаблоны для обработки заготовок на деревообрабатывающих станках применяют, в основном, при торцевании заготовок под углами и 45° и 90° на круглопильных станках и фрезеровании профилей по кольцу на фрезерных станках.
Торцевание заготовок под углами и 45° и 90° производят на круглопильных станках с применением специального шаблона. Шаблон (рис. 205) состоит из основания, ходового бруска и опорных брусков.
Основание 1 изготавливают из древесностружечных или фанерных плит, толщина основания 19—25 мм. Ширина основания В обычно составляет 900 мм, длина основания L зависит от ширины обрабатываемых заготовок b. При b ≤ 200 L = 700 мм. Если ширина обрабатываемых заготовок более 200 мм, целесообразно изготовить два раздельных шаблона: шаблон для торцевания под углом 45° и шаблон для торцевания под углом 90°.
Опорные бруски 3 из древесины хвойных пород придают жесткость основанию, их толщина не менее 40 мм. Через бруски проходит пропил, ширина бруска над пропилом не менее 50 мм, что обеспечивает достаточную жесткость шаблона. Опорные бруски 4 из древесины хвойных пород для торцевания под углом 45° изготавливается сечением 50×25 мм. Опорные бруски крепят к основанию шурупами. Ходовой брусок 2 передвигается в пазе стола круглопильного станка, поэтому боковые поверхности бруска будут изменяться в результате их износа. Ходовой брусок изготавливают из древесины твердых лиственных пород: бук, дуб, клён. К основанию ходовой брусок крепят шурупами.
Торцевание (рис. 205, б) заготовок на шаблоне производят следующим образом. Шаблон кладут на стол круглопильного станка, ходовой брусок шаблона вставляется в паз стола. Обрабатываемую заготовку прижимают к опорному бруску и надвигают шаблон на диск пилы. Затем шаблон возвращают в исходное положение и обработанную заготовку снимают с шаблона.
Криволинейные кромки деталей незамкнутого контура плоские и фигурные фрезеруют на фрезерных станках при помощи упорного кольца (шарикоподшипника) и специального шаблона.
Шаблон (рис. 206, а) состоит из основания 3, опорных брусков 4, прижимного приспособления 5—7. Цулаг изготавливают из фанерной плиты толщиной 19—25 мм. Криволинейную кромку цулаги размечают по лекалу (см. рис. 201, а), при этом учитываются размеры упорного кольца и фрезы. При фрезеровании диаметр упорного кольца может быть больше или меньше диаметра фрезы. Если диаметр упорного кольца больше диаметра фрезы (рис. 206, б), обрабатываемая деталь будет выступать над криволинейной кромкой шаблона на размер В = (Dк/2) - (Dф/2), где Dк и Dф - диаметры упорного кольца и фрезы, мм. Если диаметр упорного кольца меньше диаметра фрезы (рис. 206, в), обрабатываемая деталь будет западать над криволинейной кромкой шаблона на размер В1 = (Dф/2) - (Dк/2). Размеры В и В1 учитываются при разметке по лекалу криволинейной кромки основания шаблона. После разметки криволинейную кромку шаблона выпиливают лобзиком или на ленточнопильном станке, зачищают напильником и шкуркой.
Опорные бруски изготавливают из древесины хвойных или лиственных пород. Крепят опорные бруски к основанию шурупами.
Прижимное приспособление состоит из винта 5, прижимной пластины 7 и ручки 6. Прижимная пластина изготавливается из стали или древесины твердых лиственных пород толщиной не менее 25 мм. Через отверстие в пластине проходит винт. Ход пластины «вверх-вниз» не более 5 мм. С целью предохранения обрабатываемой детали от вмятин при зажиме к пластине приклеивают резиновые прокладки.
Порядок обработки деталей в шаблоне следующий. Обрабатываемую деталь 1 помещают с правой стороны шаблона, а с левой стороны помещают обрабатываемую деталь 2, уже имеющую одну обработанную кромку, прижимаемую к опорному бруску. Обе детали зажимают винтовым прижимом, затем, прижимая кромку основания шаблона к упорном кольцу, продвигают шаблон на фрезу. Причем кромка цулаги основания шаблона должна быть прижата к упорному кольцу до того, как фреза коснется обрабатываемой детали, а при окончании фрезерования кромка цулаги должна быть также прижата к кольцу (см. рис. 7, а). Для этого длина цулаги с каждой стороны обрабатываемой детали должна быть больше длины детали на величину 1, равную не менее 80 мм.
Затем деталь 2, обработанную с двух сторон, снимают с шаблона, а на ее место помещают деталь 1, а на место детали 1 — новую необработанную деталь. Этот порядок обработки повторяется.
Точность изготовления основания опорных брусков и размеры фрезы определяют точность обработки деталей. Изменение размера любого из них неизменно должно отражаться на размерах детали. Чтобы размер детали не изменялся при уменьшении диаметра фрезы в результате переточек, необходимо изменять размеры опорных брусков. Размер детали может изменяться в результате износа рабочей кромки основания. Для уменьшения износа рабочую кромку основания рекомендуется обтягивать стальной лентой. Расстояния В и В1 необходимо периодически проверять.
Технологическая последовательность изготовления шаблона такова:
1. Изготовить лекало обрабатываемой детали для разметки цулаги.
2. Замерить диаметры упорного кольца и фрезы с учетом размера В или В1, разметить основание шаблона, выпилить криволинейную кромку основания лобзиком или на ленточнопильном станке и зачистить.
3. Заготовить опорные бруски и прикрепить их шурупами к основанию.
4. Рабочую кромку основания обтянуть стальной лентой.
5. Установить зажимное приспособление.
Шаблоны для обработки на деревообрабатывающих станках сборочных единиц (рамы оконные и др.) применяют, в основном, при фрезеровании по контуру фальцев, пазов и др. на фрезерных станках. Конструкция шаблона для фрезерования фальцев оконных рам показана на рис. 207, а.
Шаблон состоит из основания 1, опорных брусков 2, прижимного приспособления 3. Основание шаблона рамочной конструкции изготавливают из древесины хвойных пород. Бруски рамки сечением не менее 100×19 мм соединяются на шип одинарный. Опорные бруски 2 крепят к основанию шурупами. Опорные бруски располагаются на основании таким образом, чтобы обрабатываемая оконная рама (показана пунктиром) входила в проем, образованный опорными брусками. Прижимное приспособление 3 может быть винтовым или эксцентриковым.
Условные обозначения используемой литературы
| Б.А. Степанов | Технология | «Технология плотничных, столярных, стекольных и паркетных работ» |
| П.Д. Бобиков | ИС-МИ | «Изготовление столярно-мебельных изделий» |
| Б.А. Степанов | МВ | «Материаловедение для профессий, связанных с обработкой дерева» |
| В.Н. Обливин, Л.Н. Никитин, Н.В. Гренц | ОТнД-ОП | «Охрана труда на деревообрабатывающих предприятиях» |
| Б.А. Степанов | СПиС | «Справочник плотника и столяра» |
| Л.Н. Крейндлин | СПСиПР | «Столярные, плотничные, стекольные и паркетные работы» |
| Г.И. Клюев | СПР | «Столярно-плотничные, стекольные и паркетные работы повышенной сложности» |
| Ф.В. Буйвидович | ТС-ПиПР | «Технология столярно-плотничных и паркетных работ» |
| М.А. Григорьев | М-С | «Мастер – столяр» |
| А.О. Гурвич | СР | «Столярные работы» |
| В.В. Амалицкий, В.В. Амалицкий, | ДСиИ | « Деревообрабатывающие станки и инструменты» |
| Ю.Ф. Подольский | ССР | «Современные столярные работы · Окна · Полы · Двери · Перегородки · Лестницы · Веранды · Мансарды» |
Список используемой литературы
| № п/п | Название | Автор | Издательство | Год издания |
| 1 | Деревообрабатывающие станки и инструменты | В.В. Амалицкий, В.В. Амалицкий | М.: «Академия» | 2009 |
| 2 | Столярные, плотничные, стекольные и паркетные работы | Л.Н. Крейндлин | М.: «Академия» | 1999 |
| 3 | Материаловедение для профессий, связанных с обработкой дерева | Б.А. Степанов | М.: «Академия» | 2000 |
| 4 | Безопасность жизнедеятельности | Ю.Г. Сапронов | М.: «Академия» | 2008 |
| 5 | Охрана труда на деревообрабатывающих предприятиях | В.Н. Обливин, Л.И. Никитин, Н.В. Гренц | М.: ПрофОбрИздат | 2002 |
| 6 | Справочник плотника и столяра | Б.А. Степанов | М.: «Академия» | 2004 |
| 7 | Мастер-столяр | М.А. Григорьев | М.: Цитадель | 1999 |
| 8 | Технология плотничных, столярных, стекольных и паркетных работ | Б.А. Степанов | М.: «Академия» | 2003 |
| 9 | Изготовление столярно-мебельных изделий | П.Д. Бобиков | М.: «Академия» | 2006 |
| 10 | Плотничные работы | Л.Н. Крейндлин | М.: «Высшая школа» | 1972 |
| 11 | Технология столярно-плотничных и паркетных работ | Ф.В. Буйвидович | Мн.: «Высшая школа» | 2000 |
| 12 | Столярные работы | А.О. Гурвич | М.: «Высшая школа» | 1964 |
| 13 | Материалы для облицовывания и отделки столярно-мебельных изделий | В.Ф. Савченко | М.: «Академия» | 1999 |
| 14 | Современные столярные работы | Ю.Ф. Подольский | «Клуб сем. досуга» г. Белгород | 2012 |
| 15 | Электробезопасность при эксплуатации электроустановок промышленных потребителей | Сибикин Ю.Д. | М.: «Академия» | 2000 |
| 16 | Охрана труда | Сиднеев Ю.Г. | «Феникс» | 2004 |
| 17 | Правила противопожарного режима в Российской Федерации | Постановление Правительства РФ от 25.04.2012 № 390 (с изм. на 21.03.17) | 2017 | |
| 18 | Первая медицинская помощь | Буянов В.М., Нестеренко Ю.А. | «Медицина» | 2000 |
| 19 | Инструкция по оказанию первой доврачебной неотложной помощи пострадавшим. | http://ihelpers.narod.ru/ | 2017 | |
6








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

