
Россия, Крым, пгт. Приморский (Феодосия)


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 17.11.2024 14:59
Спецтехнология Кабинет №302
Местоположение
Специализация
Подающие механизмы
Категория:
Прочее
10.05.2018 10:56

Просмотр содержимого документа
«Подающие механизмы»
ТЕМА УРОКА: Подающие механизмы
ЦЕЛЬ УРОКА:
Изучение устройства, расположения и принципа работы подающего механизма полуавтомата.
Назначение подающего механизма - подача сварочной проволоки в сварочную горелку .
В подающем механизме находятся кассета со сварочной проволокой (может размещаться снаружи или внутри корпуса), электродвигатель подачи проволоки, размоточное устройство, механизм правки и подачи проволоки, электромагнитный газовый клапан.

ПОДАЮЩИЙ МЕХЕНИЗМ
ВНУТРИ КОРПУСА
ВЫНОСНОЙ
ПОДАЮЩИЙ МЕХЕНИЗМ
Расположение подающего механизма. Для полуавтоматической сварки применяются шланговые полуавтоматы толкающего типа тянущего типа и тянуще -толкающего типа. Тип полуавтомата определяется местом расположения электродвигателя.
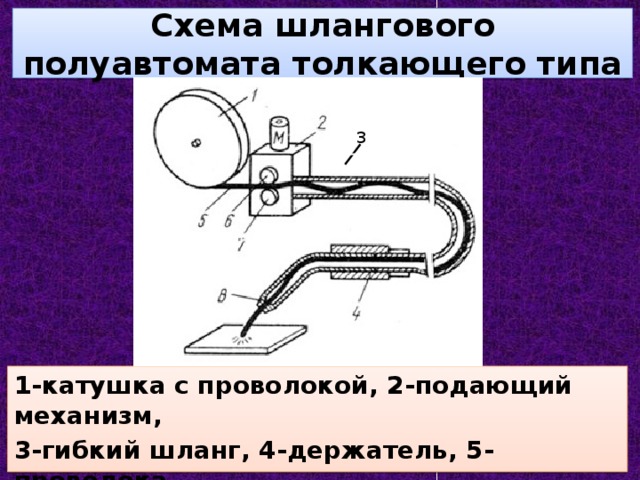
Схема шлангового полуавтомата толкающего типа
3
1-катушка с проволокой, 2-подающий механизм,
3-гибкий шланг, 4-держатель, 5-проволока,
6,7-ведущий и прижимной ролики, 8-наконечник.
Для мягких проволок из алюминия и его сплавов или порошковой проволоки с высоким коэффициентом трения (за счет неровностей поверхности проволоки), а также для проволок малого диаметра (менее 0,8 мм), способных сминаться в канале, полуавтоматы толкающего типа неприменимы.
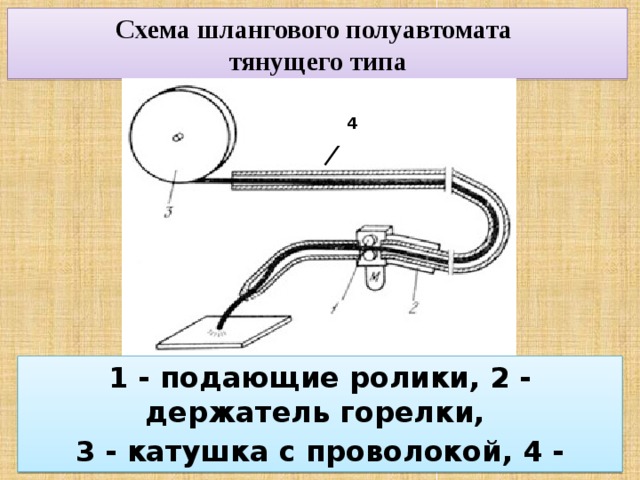
Схема шлангового полуавтомата тянущего типа
4
1 - подающие ролики, 2 - держатель горелки,
3 - катушка с проволокой, 4 - шланг,
М - электродвигатель механизма протягивания
Длина шлангов этих полуавтоматов ограничивается малой мощностью электродвигателя (до 100 Вт) и не превышает 1 м. Более длинные шланги требуют увеличенной мощности и массы двигателей, а следовательно, большой массы горелки.
Применяются для мягких проволок из алюминия и его сплавов или порошковой проволоки с высоким коэффициентом трения, а также для проволок малого диаметра (менее 0,8 мм).
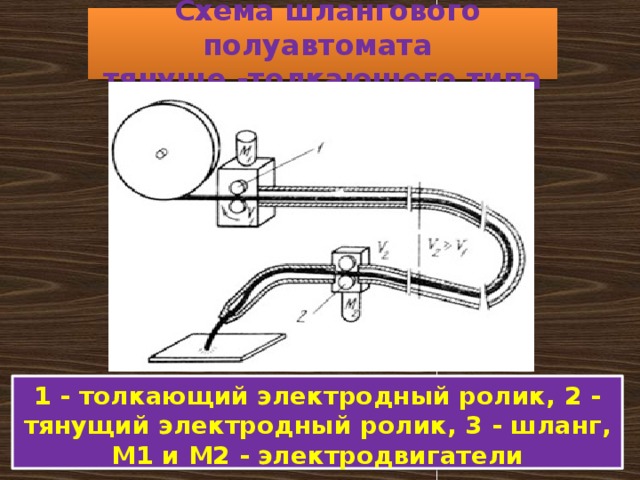
Схема шлангового полуавтомата тянуще -толкающего типа
1 - толкающий электродный ролик, 2 - тянущий электродный ролик, 3 - шланг, М1 и М2 - электродвигатели
Применяются в полуавтоматах со шлангами более 5 м в которых имеется толкающий механизм с двигателем М1, расположенный рядом с катушкой электродной проволоки, и тянущий механизм с двигателем М2, расположенный в горелке. Это значительно утяжеляет горелку, но устраняет неравномерность подачи проволоки в зону сварки.
В качестве двигателей подачи используются низкооборотные электродвигатели как постоянного, так и переменного тока.

Изменение скорости подачи на электродвигателе постоянного тока осуществляется изменением тока якоря, электродвигатели переменного тока регулируются перестановкой сменных шестеренок в редукторе или при помощи управляющей электронной схемы на тиристорном или транзисторном ключе.


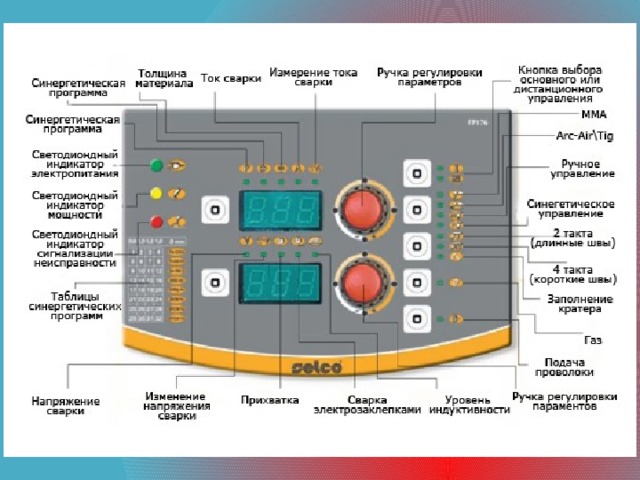
ПАНЕЛЬ УПРАВЛЕНИЯ
На лицевой панели подающего механизма размещаются регуляторы управления полуавтоматом – сварочным током, скоростью подачи проволоки (напряжения дуги), давлением и расходом защитного газа.

Размоточное устройство, на которое устанавливается кассета со сварочной проволокой, имеет систему торможения – чтобы при выключении сварочного тока и остановке электродвигателя подачи проволока не разматывалась с кассеты и не запутывалась.
Посадочные места размоточных устройств, как правило, изготавливаются под так называемые еврокассеты – кассеты заданных размеров, рассчитанные на наматывание определенного количества сварочной проволоки. В тяжелых промышленных полуавтоматах используют еврокассеты диаметром 200 мм (масса проволоки – 5 кг) и 300 мм (масса проволоки – 15 кг) для легких полуавтоматов выпускают кассеты с проволокой массой 0,5, 0,8 и 3 кг.
Кассеты обычно делаются из пластика, но в последнее время получили распространение каркасы, изготовленные из толстой стальной проволоки, заменяющие кассеты емкостью 5 и 15 кг.
Самый сложный и ответственный узел в блоке подающего устройства - механизм правки и подачи сварочной проволоки. Простейший механизм правки состоит из двух роликов, один из которых – подающий – крепится на выходном валу редуктора двигателя подачи проволоки, а второй – прижимной – размещается на откидной подпружиненной планке и предотвращает проскальзывание проволоки.
Прижимные ролики обычно гладкие, а подающие имеют калиброванные для определенного диаметра проволоки канавки. Такие механизмы эффективно работают с проволоками диаметром 0,6 и 0,8 мм и широко применяются в легких и дешевых бытовых и полупрофессиональных сварочных полуавтоматах.
Комплекты видеоуроков для учителей






Скачать
© 2018, Спецтехнология Кабинет №302 1428 13
Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

