Россия, г.Медынь


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 22.05.2025 06:03

Петровский Александр Николаевич
Преподаватель
64 года
Местоположение
Положение о конкурсе на номинацию
Категория:
Технология
10.02.2021 10:30

Просмотр содержимого документа
«Положение о конкурсе на номинацию »
«Лучший по профессии»
Номинация конкурса - «Лучший сварщик» ФКП ОУ №57
Г Медынь 2020г.
I. ПРАКТИЧЕСКОЕ ЗАДАНИЕ
Номинация конкурса - «Лучший сварщик»
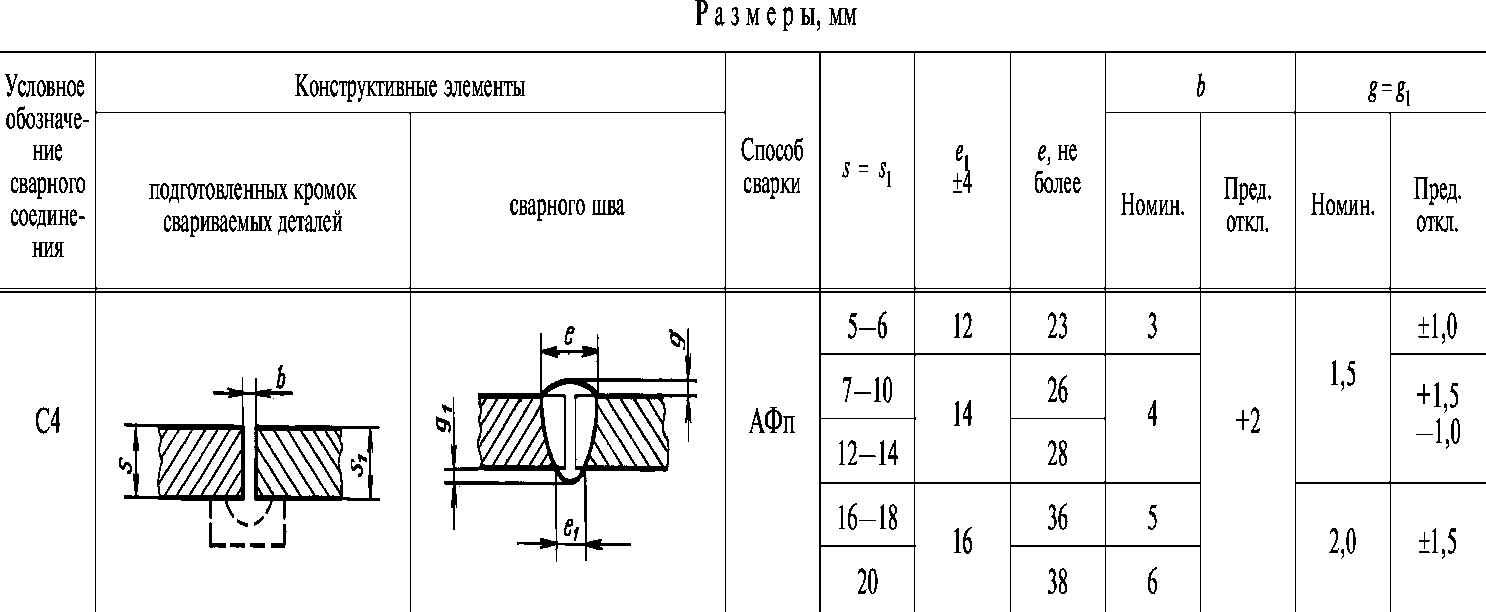
Практическое задание предусматривает; выполнение стыковых сварных соединений листовой стали способом ручной дуговой сварки покрытыми электродами под углом 45°
Карта технологического процесса сварки контрольного
Сварного соединения (КСС)
| Способ сварки – ручная дуговая | Основной материал: листовая сталь СТ3 СТ3 ГОСТ380-2005 |
| Наименование (шифр) нормативных документов: Соединения сварные стальных листов ГОСТ -5264-80
| Типоразмер, мм: Толщина-5мм; длина одного свариваемого элемента – 150 |
| Тип шва - стыковой шов (СШ) |
|
| Тип соединения – стыковое (С4) ГОСТ 5264-80 | Способ сборки – в сборочном приспособлении, на прихватках |
| Положение шва при сварке – при наклонном расположении оси, свариваемых элементов под 45° без поворота (H45), выполненное для слоев шва способом «на подъем» | Требования к прихваткам –2 прихватки равномерно по периметру, длина каждой прихватки – 30-50 мм; высота - 3-3,5 мм |
| Вид соединения –двухсторонняя сварка без подкладки | Сварочное оборудование – источник сварочного тока инверторного типа (Форсаж 302; Neon ВД 315; Вулкан 315 и др.) |
| Сварочные материалы - электроды типа Э46 ГОСТ 9467-75 диаметр 3мм |
|
| Конструктивные размеры стыка и форма сварочного шва |
| |
| Режимы сварки | Дополнительные требования | ||||
| Сварочные слои | Сварочные материалы | Диаметр электрода, мм | Полярность | Сварочный ток, А | 1. Обеспечить плавный переход от сварного шва к основному металлу без резких переходов, подрезов, несплавлений по кромке, непроваров и других дефектов формирования шва. 2. Обеспечить чешуйчатость шва ≤ 1,0 мм. 3. Запрещается зажигать дугу с поверхности заготовки (трубы). 4. Устранение дефектов и использовании электрошлифовальной машинки с шлифовальным кругом после выполнения сварки не допускается. |
| Корневой (прихватки) | Электроды типа Э46 | 3,0 | обратная | 80-110 |
|
| Заполняющий | Электроды типа Э46 | 3,0 | обратная | 80-110 |
|
| Облицовочный | Электроды типа Э46 | 3,0 | обратная | 80-110 |
|
| Перечень и последовательность операций | ||||
| № п/п | Операция | Содержание операций | Оборудование и инструмент | |
| 1. | Подготовка кромок | Зачистить до металлического блеска кромки и прилегающие верхние и нижние поверхности листов на ширину не менее 20 мм. | Электрошлифмашинка, шлифовальный круг, дисковая щетка. | |
| 2. | Сборка контрольного сварного соединения | Выставить зазор между свариваемыми кромками стыкуемых пластин. Проконтролировать величину зазора равномерно по периметру стыка в 4 точках. Зафиксировав зазор, выполнить прихватки электродами типа Э46 (количество 3 шт., длина | Электрошлиф машинка, шлифовальный круг, дисковая щетка. Сборочное приспособление. Сварочный инвертор. Шаблон сварщика УШС-1. Металлическая щётка, молоток, зубило. | |
| 3. | Сварка стыка | 4.1. Зачистить электрошлиф машинкой начальный и конечный участки прихваток для обеспечения плавного перехода при сварке корневого слоя шва. 4.2. Выполнить сварку корневого слоя шва электродами типа Э46 4.3. Зачистить корневой слой шва от шлака и брызг. Провести внешний осмотр шва на отсутствие дефектов. 4.4. Произвести сварку заполняющего и облицовочного слоев шва электродами типа Э46 на режимах согласно таблице «Режимы сварки», выполняя послойную зачистку от шлака и брызг, а также внешний осмотр шва на отсутствие дефектов. 4.5. Очистить поверхность облицовочного слоя шва и околошовную зону от шлака и брызг наплавленного металла на ширину не менее 10 мм ручной или дисковой щеткой. 4.6. Провести внешний осмотр шва на отсутствие дефектов. 4.7. Произвести обмер стыка. | Электрошлифовальная машинка, шлифовальный круг, дисковая щетка. Сварочный инвертор. Шаблон сварщика УШС-1. Металлическая щётка, молоток, зубило. | |
II. ТЕОРЕТИЧЕСКОЕ ЗАДАНИЕ
Номинация конкурса «Лучший сварщик»
| 1. | Что такое легированные стали? |
| 1. | Содержащие один или несколько элементов в определенных концентрациях, которые введены в них с целью придания заданных физико-химических и механических свойств. |
| 2. | Обладающие определенными физико-химическими свойствами за счет снижения содержания углерода, серы, фосфора или термической обработки. |
| 3. | Обладающие определенными физико-химическими свойствами после специальной термомеханической обработки. |
| 2. | С какой целью выполняют разделку кромок? |
| 1. | Для уменьшения разбрызгивания металла. |
| 2. | Для удобства наблюдения за процессом сварки. |
| 3. | Для обеспечения провара на всю глубину. |
| 3. | Какой свариваемостью обладают низкоуглеродистые стали? |
| 1. | Хорошей. |
| 2. | Удовлетворительной. |
| 3. | Плохой. |
| 4. | Что обозначают буквы и цифры в маркировке низколегированных сталей? |
| 1. | Клейма заводов-изготовителей. |
| 2. | Обозначения номера плавки и партии металла. |
| 3. | Обозначение химических элементов и их процентный состав. |
| 5. | Какой буквой русского алфавита обозначают углерод и никель в маркировке легированных сталей? |
| 1. | Углерод — «У»; никель — «Н». |
| 2. | Углерод — «С»; никель — «Л». |
| 3. | Углерод не обозначают буквой; никель — «Н». |
| 6. | Укажите, чем отличается Ст3кп от Ст3сп? |
| 1. | Содержанием углерода. |
| 2. | Содержанием кремния. |
| 3. | Содержанием вредных примесей S и P и газов. |
| 7. | Для чего производится предварительный и сопутствующий подогрев? |
| 1. | Для снижения количества дефектов в сварном шве и ЗТВ. |
| 2. | Для выравнивания неравномерности нагрева при сварке, снижения скорости охлаждения и уменьшения вероятности появления холодных трещин. |
| 3. | Для снижения содержания водорода в металле шва. |
| 8. | Что обозначает в маркировке электродов буква "Э" и цифры, следующие за ней? |
| 1. | Марку электрода и номер разработки. |
| 2. | Завод-изготовитель и номер покрытия. |
| 3. | Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм2. |
| 9. | Какие характеристики металла определяются при испытаниях на изгиб (плоских образцов) и сплющивание (труб)? |
| 1. | Прочность. |
| 2. | Пластичность. |
| 3. | Прочность и пластичность. |
| 10. | Какие характеристики определяют при ударном изгибе? |
| 1. | Предел прочности при ударном изгибе. |
| 2. | Ударную вязкость. |
| 3. | Относительное удлинение при ударном изгибе. |
| 11. | Что представляет собой сварной шов при сварке плавлением? |
| 1. | Закристаллизовавшийся металл расплавленного электрода или сварочной проволоки. |
| 2. | Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. |
| 3. | Жидкий металл, полученный сплавлением свариваемых и присадочных материалов. |
| 12. | Чем определяются свойства сварного соединения? |
| 1. | Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния. |
| 2. | Свойствами металла шва и линии сплавления с основным металлом. |
| 3. | Свойствами линии сплавления с основным металлом и зоны термического влияния. |
| 13. | Как влияет увеличение объема наплавленного металла на величину деформации основного металла? |
| 1. | Уменьшает величину деформации. |
| 2. | Не влияет на величину деформации. |
| 3. | Увеличивает величину деформации. |
| 14. | Какие сварочные деформации называют остаточными? |
| 1. | Деформации, появляющиеся после сварки. |
| 2. | Деформации, остающиеся после сварки и полного остывания изделия. |
| 3. | Деформации, образующиеся под действием эксплуатационных нагрузок. |
| 15. | Какие конструктивные элементы характеризуют форму разделки кромок? |
| 1. | Смещение кромок, угловатость. |
| 2. | Притупление, угол скоса кромки. |
| 3. | Способ подготовки, зазор. |
| 16. | Какие бывают типы сварных соединений? |
| 1. | Односторонние и двусторонние. |
| 2. | Стыковые, тавровые, угловые, нахлесточные. |
| 3. | Вертикальные и горизонтальные. |
| 17. | Как обозначается сварное соединение на чертеже? |
| 1. | Указывается тип соединения, метод и способ сварки, методы контроля. |
| 2. | Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения. |
| 3. | Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля. |
| 18. | Какие параметры необходимо контролировать после выполнения подготовки деталей и сборочных единиц под сварку? |
| 1. | Форму, размеры и качество подготовки кромок; правильность переходов от одного сечения к другому; другие характеристики и размеры, контроль которых предусмотрен ПКД и ПТД. |
| 2. | Качество зачистки подготовленных под сварку кромок и прилегающих к ним поверхностей деталей и сборочных единиц. |
| 3. | Все параметры, указанные в п. п. 1 и 2. |
| 19. | На какие две основные группы делятся методы контроля по воздействию на материал сварного соединения? |
| 1. | Разрушающие и облучающие. |
| 2. | Механические и электронные. |
| 3. | Разрушающие и неразрушающие. |
| 20. | Какие дефекты сварного шва выявляются с помощью радиографического контроля, ультразвуковым и др. равноценными им методами? |
| 1. | Трещины, непровары, несплавления, поры, неметаллические и металлические включения. |
| 2. | Структурные изменения металла, внутренние напряжения. |
| 3. | Качество формирования шва с внутренней и наружной сторон. |
| 21. | Какой должна быть величина силы тока при дуговой сварке в вертикальном положении снизу вверх по сравнению с величиной силы тока в нижнем положении? |
| 1. | Сила тока должна быть меньше, чем при сварке в нижнем положении. |
| 2. | Сила тока должна быть больше, чем при сварке в нижнем положении. |
| 3. | Сила тока не зависит от положения сварки. |
| 22. | Что называют трещиной? |
| 1. | Дефект сварного соединения в виде разрыва металла в сварном шве и/или прилегающих к нему зонах. |
| 2. | Нарушение сплошности металла. |
| 3. | Недопустимое отклонение от требований Правил контроля. |
| 23. | Что называют прожогом? |
| 1. | Цилиндрическое углубление в сварном шве. |
| 2. | Сквозное отверстие в сварном шве. |
| 3. | Воронкообразное углубление в сварном шве. |
| 24. | Что называют наплывом в металле шва? |
| 1. | Неровности поверхности металла шва или наплавленного металла. |
| 2. | Дефект в виде металла, натекшего на поверхность свариваемого металла и или ранее выполненного валика и не сплавившегося с ним. |
| 3. | Несплавление валика металла шва с основным металлом. |
| 25. | Что такое пора? |
| 1. | Дефект сварного шва в виде замкнутой полости, заполненной инородным металлом. |
| 2. | Дефект сварного шва в виде полости сферической формы, заполненной шлаком. |
| 3. | Дефект сварного шва в виде замкнутой полости, заполненной газом. |
| 26. | Что такое подрез? |
| 1. | Углубление по линии сплавления шва с основным металлом. |
| 2. | Острые конусообразные углубления на границе поверхности шва с предыдущим валиком шва или основным материалом. |
| 3. | Острые конусообразные углубления на границе поверхности сварного шва с основным материалом. |
| 27. | Что такое «непровар»? |
| 1. | Дефект в виде отсутствия сплавления между металлом шва и основным металлом по кромке разделки. |
| 2. | Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва. |
| 3. | Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварных швов. |
| 28. | Допускаются ли в сварных соединениях трещины, выявленные при визуальном контроле? |
| 1. | Допускаются поперечные трещины в сварных швах. |
| 2. | Трещины всех видов и направлений не допускаются. |
| 3. | Допускаются микротрещины площадью не более 1 кв. мм. |
| 29. | Что такое «ручная дуговая сварка покрытым электродом»? |
| 1. | Дуговая сварка, выполняемая не расплавляющимся при сварке электродом. |
| 2. | Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, а газошлаковая защита расплавленного металла обеспечивается расплавлением и разложением компонентов покрытия. |
| 3. | Дуговая сварка, при которой защита дуги и сварочной ванны осуществляется потоком защитного газа, подаваемого в зону сварки с помощью специальных устройств. |
| 30. | Что такое «дуговая сварка в защитном газе»? |
| 1. | Сварка, при которой защита дуги и сварочной ванны обеспечивается газами, образующимися при плавлении и сгорании электродного покрытия. |
| 2. | Дуговая сварка, при которой дуга и расплавленный металл, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств. |
| 3. | Сварка, при которой защита дуги и сварочной ванны обеспечивается слоем сварочного флюса. |
| 31. | Что такое «дуговая сварка неплавящимся электродом»? |
| 1. | Дуговая сварка, выполняемая не расплавляющимся при сварке электродом. |
| 2. | Сварка, выполняемая двумя неплавящимися электродами, между которыми горит дуга. |
| 3. | Дуговая сварка в среде углекислого газа. |
| 32. | Что такое «дуговая сварка плавящимся электродом»? |
| 1. | Дуговая сварка, при которой сварочная ванна защищается газом, образовавшимся в процессе плавления основного металла. |
| 2. | Сварка, в процессе которой электрод плавится за счет тепла дуги или газового пламени. |
| 3. | Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом. |
| 33. | Что такое «дуговая сварка под флюсом»? |
| 1. | Дуговая сварка в защитных газах с добавлением флюса для легирования металла шва. |
| 2. | Дуговая сварка, при которой дуга горит под слоем флюса между непокрытым металлическим электродом и деталью. |
| 3. | Процесс сварки, при котором тепло выделяется за счет преобразования электрической энергии в тепловую при прохождении тока через расплавленный флюс. |
| 34. | Где должен подключаться токопровод к изделиям больших размеров для выполнения сварки? |
| 1. | В самом толстом месте конструкции, при условии надежного контакта. |
| 2. | В непосредственной близости к месту сварки, при условии надежного контакта. |
| 3. | Место крепления токопровода не зависит от места сварки. |
| 35. | Какую электрическую величину измеряют электрическим прибором – амперметром? |
| 1. | Силу электрического тока в цепи. |
| 2. | Напряжение в сварочной цепи. |
| 3. | Мощность, потребляемую электрической цепью. |
| 36. | Какую электрическую величину измеряют электрическим прибором - вольтметром? |
| 1. | Силу электрического тока в цепи. |
| 2. | Напряжение в электрической цепи. |
| 3. | Электрическую мощность, потребляемую электрической цепью. |
| 37. | Какова частота промышленного переменного тока, вырабатываемого электростанциями в России? |
| 1. | 50 Гц. |
| 2. | 60 Гц. |
| 3. | 100 Гц. |
| 38. | При каком роде тока обеспечивается более высокая устойчивость горения дуги? |
| 1. | При переменном. |
| 2. | При постоянном. |
| 3. | Устойчивость горения дуги не зависит от рода тока. |
| 39. | Какой тип источников питания предназначен для сварки на постоянном токе? |
| 1. | Сварочные трансформаторы. |
| 2. | Сварочные источники любого типа. |
| 3. | Сварочные выпрямители, генераторы, тиристорные источники питания. |
| 40. | Для чего служит трансформатор? |
| 1. | Для преобразования частоты переменного тока. |
| 2. | Для преобразования напряжения переменного тока. |
| 3. | Для преобразования напряжения постоянного тока. |
| 41. | Какой тип источников питания предназначен для сварки на переменном токе? |
| 1. | Сварочные трансформаторы. |
| 2. | Сварочные выпрямители. |
| 3. | Инверторные источники питания. |
| 42. | Что такое сварочный выпрямитель? |
| 1. | Преобразователь энергии сети в энергию выпрямленного тока, используемую для сварочных работ. |
| 2. | Генератор для преобразования энергии сети в энергию перемененного тока, используемую для сварочных работ. |
| 3. | Генератор для преобразования энергии сети в энергию выпрямленного тока, используемую для сварочных работ. |
| 43. | Как подразделяются покрытые металлические электроды для ручной дуговой сварки сталей по толщине покрытия? |
| 1. | С тонким покрытием, с толстым покрытием. |
| 2. | С тонким покрытием, со средним покрытием, с толстым покрытием. |
| 3. | С тонким покрытием, со средним покрытием, с толстым покрытием, с особо толстым покрытием. |
| 44. | Укажите правильную маркировку, указывающую на толщину покрытия, в обозначении электрода. |
| 1. | С тонким покрытием - ТП, со средним покрытием - СП, с толстым покрытием - ТТП, с особо толстым покрытием - ОТП. |
| 2. | С тонким покрытием - М, со средним покрытием - С, с толстым покрытием - Д, с особо толстым покрытием - Г. |
| 3. | С тонким покрытием - Т, со средним покрытием - С, с толстым покрытием - ТТ, с особо толстым покрытием - ОТ. |
| 45. | Как подразделяются покрытые металлические электроды для ручной дуговой сварки сталей по видам покрытия? |
| 1. | С основным, кислым, целлюлозным, рутиловым, смешанного вида и прочими видами покрытий. |
| 2. | С основным, рудным, целлюлозным и рутиловым покрытием. |
| 3. | С основным, целлюлозным и рутиловым покрытием. |
| 46. | Укажите правильную маркировку, указывающую на вид покрытия, в обозначении электрода. |
| 1. | С основным покрытием - О, кислым покрытием - К, целлюлозным покрытием - Ц и рутиловым покрытием - Р. |
| 2. | С основным покрытием - Б, кислым покрытием - К, целлюлозным покрытием - Ц и рутиловым покрытием - Р. |
| 3. | С основным покрытием - Б, кислым покрытием - А, целлюлозным покрытием - Ц и рутиловым покрытием - Р. |
| 47. | Как подразделяются и обозначаются покрытые металлические электроды для ручной дуговой сварки сталей по допустимым пространственным положениям сварки? |
| 1. | Для всех положений - 1;для всех положений, кроме вертикального сверху вниз - 2;для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - 3;для нижнего и нижнего в лодочку - 4. |
| 2. | Для всех положений - 0;для потолочного и вертикального сверху вниз - 1;для нижнего, горизонтального на вертикальной плоскости - 2;для нижнего и нижнего в лодочку - 3. |
| 3. | Для всех положений - А;для вертикального сверху вниз - В;для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - Н. |
| 48. | Допускаются ли на поверхности покрытия электродов трещины? |
| 1. | Не допускаются. |
| 2. | Допускаются поверхностные продольные трещины, если длина их не более D + 10 мм (D - номинальный диаметр электрода). |
| 3. | Допускаются поверхностные продольные трещины, если длина их не более трехкратного номинального диаметра электрода. |
Условия и порядок проведения конкурса
Профессионального мастерства «Лучший по профессии»
В номинации «Лучший сварщик» (МЕСНЫЙ УРОВЕНЬ)
I. Общиеположения
1. Организационно техническое обеспечение проведения конкурса на МЕСТНОМ уровне и координацию работы по организации конкурса осуществляет КОМИССИЯ ФИЛИАЛА№3 фкп ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ №57.
2.КОМИССИЯ ФИЛИАЛА №3 ФКП ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ №57. Место проведения конкурса и обеспечение подготовку рабочих мест для выполнения конкурсных заданий согласно требованиям охраны труда, организацию надлежащих условий работы участников конкурса, членов экспертной группы и лиц (не более 2-хчеловек), сопровождающих участников конкурса.
3. В целях проведения конкурса на местном уровне, определения победителей и призеров Филиал ФКП образовательное учреждение№57 формирует конкурсную комиссию.
Комиссия осуществляет подготовку и согласование плана мероприятий по организации конкурса на Местном уровне, информирует участников о порядке и условиях его проведения, рассмотрение поступивших заявок для участия в конкурсе, а также координирует работу по широкому освещению вопросов организации и проведения конкурса, его итогов.
4. Для оценки знаний и практических навыков участников конкурса, контроля за соблюдением условий выполнения конкурсных заданий, норм и правил охраны труда местная конкурсная комиссия формирует экспертную группу из числа специалистов филиала №3 ФКП образовательное учреждение №57
II. Участники конкурса, критерии допуска
5. В конкурсе на местном уровне могут принять участие учащиеся филиала №3 ФКП образовательное учреждение №57, проходящие обучение в вышеназванном учебном заведении..
6. Выдвижение номинантов на конкурс осуществляется пожеланию обучающихся с учетом мнения преподавателей и мастеров .
7. местная конкурсная комиссия осуществляет рассмотрение поступивших заявок для участия в конкурсе и формирует перечень конкурсантов.
Результаты рассмотрения заявок на участие в конкурсе заносятся в протокол заседания местной конкурсной комиссии. .
8. Для участия в конкурсе на уровне организации желающие, подают заявки в местную комиссию.
.
III. Порядок проведения конкурса
11. По прибытии участников производится их регистрация, ознакомление с распорядком дня, жеребьевка и инструктаж по технике безопасности (на рабочем месте).
12. Перед началом конкурса:- участники должны быть ознакомлены с условиями выполнения практических и теоретических заданий, методиками оценки практических навыков и теоретических знаний, подсчета баллов и определения победителей, иметь спец одежду и средства защиты;
- участникам должна быть предоставлена возможность до начала конкурса выполнить пробные операции с применением конкурсного оборудования и материалов.
13. местные экспертные группы обеспечивают доведение конкурсных заданий до участников конкурса, знакомят конкурсантов с условиями их проведения и критериями оценки их выполнения, осуществляют оценку результатов выполнения теоретического и практического заданий в соответствии с утвержденной балльной системой оценки конкурсных работ.
14. Конкурс предусматривает выполнение участниками практических и теоретических заданий. Задания составляются таким образом, чтобы обеспечить равные возможности их выполнения всеми участниками конкурса и способствовать наиболее полному проявлению каждым участником практических навыков и теоретических знаний.
15. Очередность выполнения участниками заданий определяется жеребьевкой и состоит из следующих этапов:
- выполнение практического задания – ручная дуговая сварка покрытыми электродами под углом 45 градусов;
- выполнение теоретического задания (ответы на вопросы по теории сварочных процессов и ручной дуговой сварке покрытыми электродами).
16. При выполнении практических заданий участники в праве пользоваться личными сварочными масками и электрододержателями, уведомив об этом членов местной экспертной группы. Участникам, имеющим плохое зрение, разрешается пользоваться очками.
17. Участники конкурса, допустившие нарушения правил техники безопасности или технологии выполнения практического задания, по решению местной экспертной группы могут быть отстранены от участия в конкурсе.
IV. Требования к сварочно-монтажному оборудованию,
Сварочным материалам и контрольным сварным соединениям
18. При выполнении практических заданий должны применяться монтажное, сварочное оборудование и сварочные материалы одной марки, преимущественно одного завода-изготовителя (для ручной дуговой сварки – СтальСт3, поГОСТ380-2005 5мм; электродытипаЭ46 по ГОСТ 9467-75 3мм), отобранные на конкурсной основе.
19. Пространственные положения для сварки контрольных сварных соединений должны быть наиболее сложными и однотипными производственным сварным соединениям.
20. Все требования к сборке, сварке и параметрам сварных швов контрольных сварных соединений должны быть изложены в операционных технологических картах, разработанных и утвержденных региональной экспертной группой, на основании Типовой операционной технологической карты сборки и сварки контрольных сварных соединений листовой стали .
21. При сварке контрольных сварных соединений участники конкурса должны самостоятельно выполнить все операции в соответствии с операционными технологическими картами сборки и сварки контрольных сварных соединений.
V. Оценка практических и теоретических заданий
22. Оценка практических и теоретических заданий, подсчет баллов участников конкурса осуществляются местной экспертной группой по Методике оценки практических и теоретических заданий и подсчета баллов (Приложение 3).
23. Результаты практических и теоретических заданий каждого участника конкурса заносятся в Оценочные листы, а в целом по конкурсу – в Оценочную ведомость, которые подписываются МЕСТНОЙ экспертной группой.
24. Победителем конкурса на МЕСТНОМ уровне признается участник, набравший наибольшее количество баллов. К призерам конкурса относятся участники, занявшие второе и третье призовые места.
В случае если два и более претендента на призовые места набрали одинаковое количество баллов, то победитель конкурса определяется МЕСТНОЙ экспертной группой по результатам анализа показателей выполнения конкурсных заданий.
Решение МЕСТНОЙ экспертной группы оформляются протоколом.
Протоколы ,оценочные ведомости с результатами выполнения конкурсных заданий и предварительный перечень претендентов на призовые места направляются в региональную конкурсную комиссию.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

