
Российская Федерация, Курск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 22.04.2021 12:54

Бартенева Светлана Игоревна
преподаватель общепрофессиональных дисциплин
Местоположение
Специализация
Практическая работа "Выбор способа базирования заготовок в приспособлении"
Категория:
Прочее
24.09.2019 20:09

Просмотр содержимого документа
«Практическая работа "Выбор способа базирования заготовок в приспособлении"»
Практическая работа № 1
Выбор способа базирования заготовок в приспособлении.
Цель работы:
Приобретение умения анализировать способ установки заготовки в приспособление для заданной технологической операции.
Принимать наиболее рациональную схему базирования заготовки.
Теоретическая справка
Повышение производительности механической обработки в значительной степени зависит от уровня механизации и автоматизации станочных приспособлений. Анализ времени обработки на универсальных металлорежущих станках показывает, что время резания (машинное время) составляет 17…38% штучно-калькуляционного времени, а остальное (вспомогательное) время затрачивается в основном на установку и закрепление (раскрепление и съем) заготовок.
Существенно повысить производительность механической обработки можно лишь при резком сокращении вспомогательного времени благодаря применению прогрессивной технологической оснастки, в частности быстродействующих механизированных станках.
Наиболее значительную долю в общем парке технологической оснастки составляют приспособления, применяемые для установки и закрепления заготовок деталей, обрабатываемых на металлорежущих станках.
Каждое приспособление должно обеспечивать выполнение всех функций, обусловленных операцией. Среди них главной является базирование заготовки, то есть придание ей требуемого положения в приспособлении. После базирования заготовку необходимо закрепить, чтобы она сохранила при обработке неподвижность относительно приспособления.
Базирование и закрепление – это два разных элемента установки заготовки. Они выполняются последовательно. Базирование нельзя заменить закреплением. Если из шести опорных точек отсутствует одна или несколько, то у заготовки остается одна или несколько степеней свободы. Это значит, что в направлении отсутствующих опорных точек положение заготовки не определено и заменить отсутствующие опорные точки закреплением с целью базирования нельзя.
Установочные и опорные элементы приспособлений служат для установки на них базовыми поверхностями обрабатываемых заготовок.
Установочные и опорные элементы приспособлений выполняют в виде стандартных опорных штырей, пластин, призм, установочных пальцев, оправок и нестандартных элементов.
ГОСТ 3.1107 устанавливает графическое обозначение опор, зажимов и установочных устройств.
Под установкой заготовки в приспособление понимают ее базирование на установочные элементы и закрепление.
В зависимости от заданной технологической операции может потребоваться полная или частичная ориентация заготовки в пространстве относительно выбранной системы координат (режущего инструмента или неподвижных частей станка). При полной ориентации заготовке придается определенное единственно возможное положение в приспособлении. При частичной ориентации по условиям обработки не требуется точная установка заготовки или допускается ее произвольное положение (поворот) относительно какой-либо оси (например, установка кольца или диска в кулачках патрона). Это позволяет упростить установочную схему и конструкцию приспособления в целом.
Задания для аудиторной работы:
Разработайте теоретическую схему базирования заготовки в приспособлении по своему варианту.
Заполните таблицу 1 в соответствии с принятой схемой базирования.
Сделайте и запишите выводы.
Пример выполнения задания
Содержание операции: Фрезерование шпоночного паза на цилиндрической поверхности заготовки типа «вал» (рисунок 1)
1. Изучаем технические требования на обработку:
Ширина паза 20Н8
Глубина паза 7,9 ±0,25
Длина паза 25 с выходом на радиус 40 мм
Положение паза – симметричное относительно оси
2. Изучаем способ установки заготовки, заполняем таблицу 1 и разрабатываем схему установки, указывая установочные и зажимные элементы согласно ГОСТ 3.1107 (рисунок 2)
3. Разрабатываем схему базирования (рисунок 3), делаем вывод.

Рисунок 1. Закрепление в приспособлении детали типа «вал»
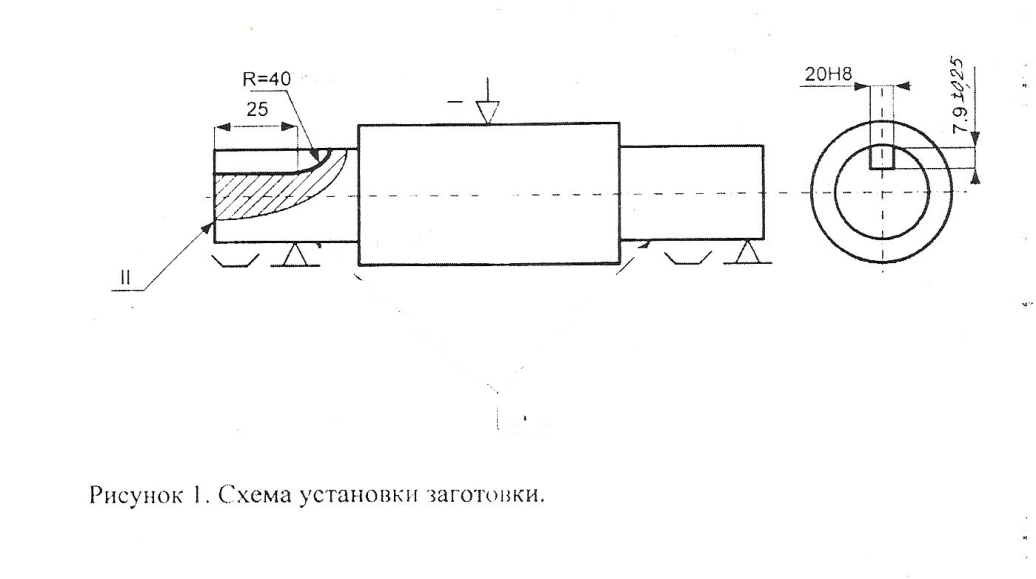
Рисунок 2. Схема закрепления заготовки в приспособлении
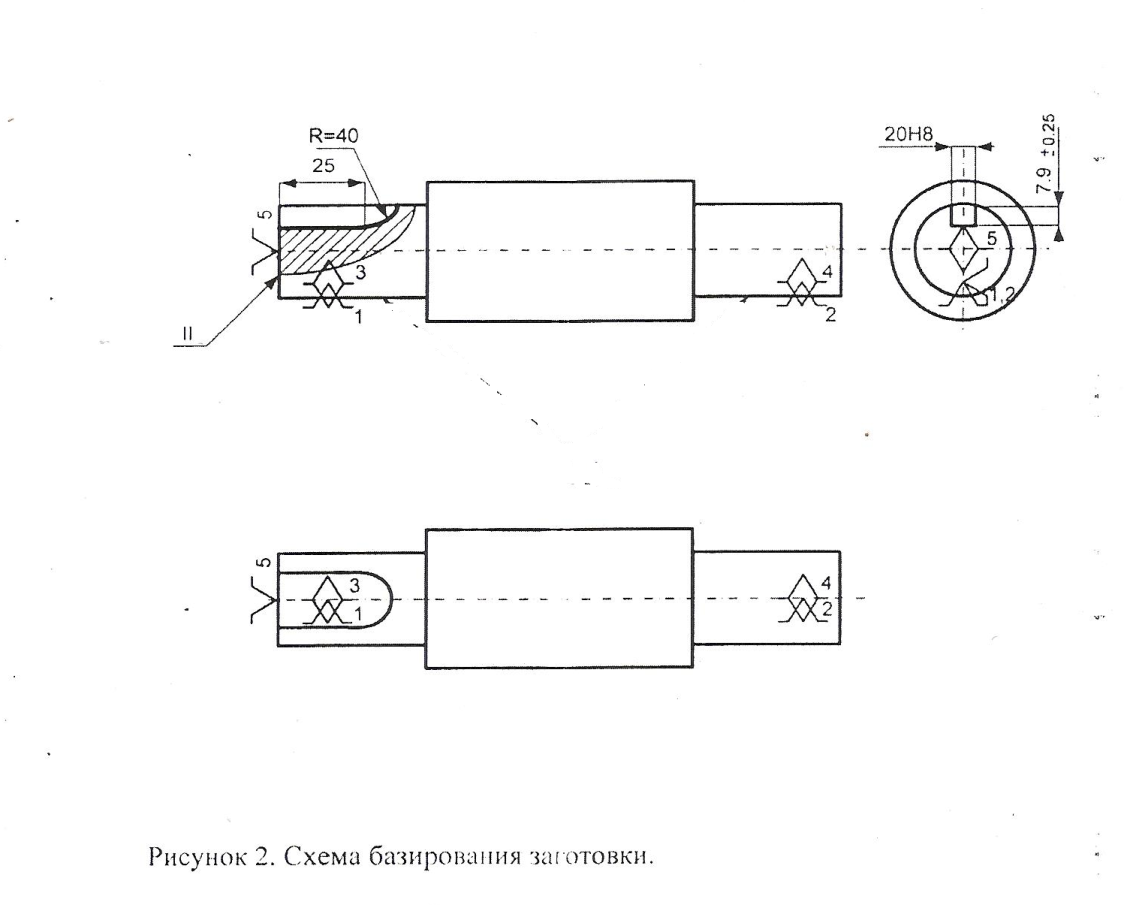
Рисунок 3. Схема базирования заготовки в приспособлении
Таблица 1.
Характеристика технологической базы
| Наименование базы | Число лишаемых степеней свободы |
| Двойная направляющая база | Четыре (т.1,2.3.4) |
| Опорная | Одна (т.5) |
| Вывод: Заготовка лишается пяти степеней свободы, что достаточно для выполнения заданных технических требований. | |
Контрольные вопросы:
1. Что может служить базой?
2. Что такое направляющая база?
3. Что такое установочная база?
4. Что такое опорная база?
Содержание отчета:
Наименование и цель работы.
Краткую теоретическую справку.
Выполнение заданий для аудиторной работы.
Ответы на контрольные вопросы.
3








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

