Россия, Козьмодемьянск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 01.10.2023 06:48

Казанцева Гульнара Хусаиновна
преподаватель, мастер производственного обучения
63 года
Местоположение
Специализация
Практическое занятие Контрольно-измерительные инструменты
Категория:
Всем учителям
15.04.2020 19:35

Просмотр содержимого документа
«Практическое занятие Контрольно-измерительные инструменты»
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №9
Использование контрольно - измерительных инструментов
при ремонте оборудования
Цель работы: Научиться приёмам работы с измерительными инструментами для измерения и контроля линейных величин: штангенциркуль типа ШЦ, микрометр гладкий, нутромер (штихмас), щуп, калибры. Чтение полученных размеров и определять погрешности измерений.
В результате изучения темы учащийся должен
3нать: Устройство и назначение контрольно-измерительных инструментов, используемых при выполнении слесарных работ, ремонте оборудования.
Уметь: Пользоваться инструментами и контрольно-измерительными приборами при выполнении слесарных работ, техническом обслуживании и ремонте оборудования.
1. Общие сведения
1.1. Средства измерения и контроля линейных величин: штангенциркуль типа ШЦ, микрометр гладкий, нутромер (штихмас), щуп, калибры.
1.2. Безопасность работы при работе с измерительными инструментами.
1.2.1 Рабочее место должно быть хорошо освещено.
1.2.2 Соблюдать осторожность при контакте с острыми концами мерительных инструментов.
1.3.Метрология – учение о мерах: metron – мера; logos – учение (греческ.)
Методы измерений
1. Прямой –значение величины получают непосредственно.
2. Сравнение с мерой – определяют отклонение измеряемой величины от известного размера установочной меры или образца.
3. Косвенный (расчётный) – определение значения на основании результатов прямых измерении других физических величин, функционально связанных с искомой величиной.
Виды погрешностей измерения.
1.Абсолютная – погрешность измерения, выраженная в единицах измеряемой величины.
∆А = Аизмер. – Адейств.
Н-р: погрешность измерения длины 10м равна 0,01м
2. Относительная – это погрешность, выраженнаяотношением абсолютной погрешности измерения к действительному значению измеряемой величины.
γ = ∆А/Адейств.;γ % = ∆А∙100/Адейств.
Н-р: погрешнось измерения длины 10м будет равна
0,1/10=0,001, или 0,1%
Цена деления шкалы - это разность величин, соответствующих двум соседним отметкам шкалы средства измерения.
1.4. Штангенциркуль и микрометр. Краткая теория нониуса.
Для определения линейных размеров тел используются самые различные измерительные приборы. Для простых измерений (в быту) используется масштабная линейка.
Если необходимо произвести измерения с большей точностью, пользуются приборами, снабженными нониусами. НОНИУСОМ называется дополнительная шкала, которая позволяет более точно отсчитать доли наименьшего деления основной шкалы. При использовании нониуса можно повысить точность измерения в 10-20 раз. Например, ЛИНЕЙНЫЙ НОНИУС представляет собой небольшую линейку С со шкалой, скользящую по основной линейке А (рис.1). Причем все m делений нониуса равны по длине (m-1) делениям шкалы линейки А. Если а- цена деления нониуса, b- цена деления основной шкалы, то
am = (m-1)b (1)
Ценой деления нониуса называется разность между ценами этих делений, т.е.
b-a = b/m (2)
Точность нониуса равна отношению цены деления основной шкалы к числу делений на нониусе. Если b= 1мм и m= 10, то в этом случае точность нониуса равна 1/10=0,1мм.
Измерения при помощи нониуса проводят следующим образом. Один конец измеряемого предмета совмещают с нулевым деление основной шкалы А, другой- с нониусом С (рис.1). Можно определить искомую длину тела L:
L=nb+ L, (3)
где n- целое число делений основной шкалы в миллиметрах, укладывающихся в измеряемой длине;
L- отрезок длины, представляющий доли миллиметра.
Для нахождения L надо определить, какое деление нониуса совпадает с каким-либо делением основной шкалы. Тогда
L=kb-ka=k(b-a)=k(b/m) (4)
C учетом выражений (3) и (4) запишем выражение для
L= kb+k(b/m) (5)
2 Ход работы
2.1. Измерение размеров при помощи штангенциркуля
а) Штангенциркуль служит для линейных измерений, не требующих высокой точности, и состоит из линейки с миллиметровым делением, вдоль которой может перемещаться подвижная рамка 2. На подвижной рамке нанесен линейный нониус с числом делений m (обычно 10 или 20). При измерении предмета зажимается между губками 8 с помощью подвижной рамки 2. После этого отсчитывают по основной шкале число полных делений n до нулевой отметки нониуса и узнают номер деления нониуса 7, совпадающего с каким-либо делением основной шкалы. Тогда линейный размер предмета L можно найти по формуле (5).
Штангенциркуль ШЦ–1 ц.д. 0,1мм

б) замерить обозначенные размеры детали, результаты измерений занести в таблицу.
в) Найти случайную погрешность 5 измерений D,d,h при n =5.
г) Определить абсолютную и относительную погрешность измерений.
2.2. Измерение размеров при помощи микрометра
а) Микрометр. Микрометр имеет вид тисков, в которых измеряемый предмет зажимается с помощью винта.
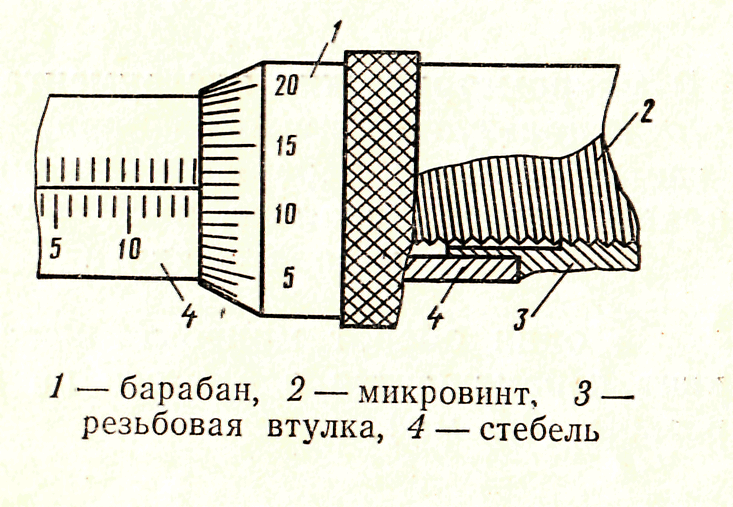
На стержне винта 3 укреплен барабан 5 с нанесенной на нем шкалой. Главным источником ошибки является неравномерность нажатия винта на измеряемый предмет. Для устранения этого недостатка микрометры снабжены трещоткой 6. Отсчетное устройство микрометра состоит из двух шкал. Горизонтальная шкала стержня представляет собой двойную шкалу с ценой деления 0,5мм. На барабане имеется шкала, содержащая 50 делений. Один поворот барабана передвигает его стержень на 0,5 мм. Следовательно, цена деления шкалы барабана 0,01 мм.

Приёмы работы с микрометром

Считывание показаний измерений с микрометра
б) замерить обозначенные размеры детали, результаты измерений занести в таблицу
в) Найти случайную погрешность 5 измерений D,d,h при n =5.
г) Определить абсолютную и относительную погрешность измерений.
2.4 Измерение размеров при помощи нутромера

1 – измерительные наконечники; 2 – удлинители; 3 – шкала; 4 – кольцо микроподачи;
5 – корпус; 6 - индикатор

Правильное положение нутромера находят его покачиванием при лёгком контактировании измерительных поверхностей с деталью
2.5 Измерение зазоров при помощи щупа

2.6 Измерение размеров при помощи калибров
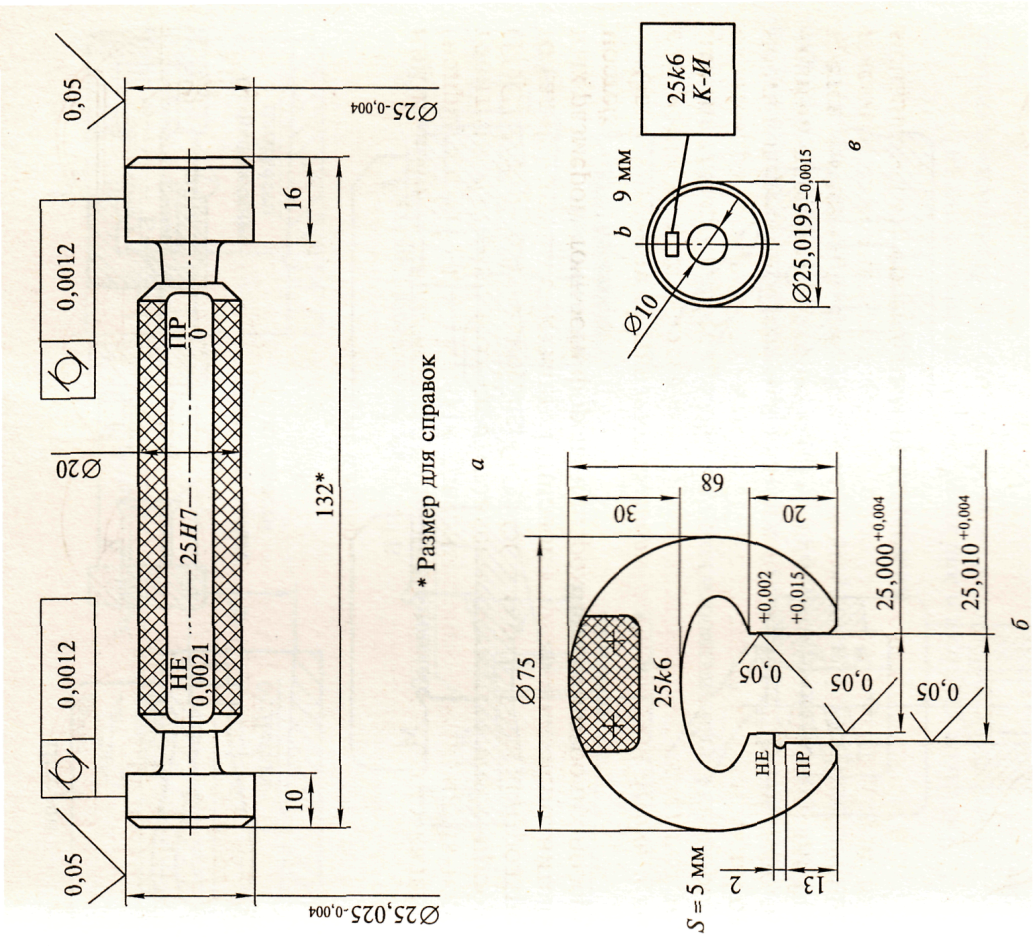
Калибры – это тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигураций установленным допускам.
По назначению калибры делятся на:
а) рабочие – для контроля деталей в процессе изготовления
б) приёмные - для контроля деталей представителями ОТК или заказчика
в) контрольные – для проверки калибров а) и б)
Калибры для измерения диаметров отверстий.

Контрольные скобы-калибры для измерения наружных диаметров.

Калибры имеют проходной и непроходной размеры.
2.7 Предъявить преподавателю результаты работы.
3 Содержание отчёта
Перечень используемого оборудования, инструментов, приспособлений.
Указание последовательности действий.
Фиксировать полученные размеры.
Расчёт погрешностей измерения.
5. Краткие выводы по работе.
4 Контрольные вопросы
1. Работа со шкалой нониуса штангенциркуля
2. Работа со шкалой нониуса микрометра.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

