
Российская Федерация, г. АксайБ Ростовской области


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 07.09.2025 21:08

Комаров Евгений Викторович
мастер производственного обучения, преподаватель профессиональных дисциплин и модулей
70 лет
Местоположение
Правила использования прихваток при сварке конструкций различного назначения
Категория:
Технология
20.10.2022 19:14

Просмотр содержимого документа
«Правила использования прихваток при сварке конструкций различного назначения»
МДК 01.03
Подготовительные и сборочные операции перед сваркой
Преподаватель Комаров Е.В .
ТЕМА УРОКА:
Правила использования прихваток при сварке конструкций различного назначения

Сварочные прихватки –это короткие сварные швы, расположенные в соответствии с существующими нормами и правилами.
Использование прихваток помогает избежать смещения деталей сварной конструкции во время ведения процесса сварки, уменьшить зазоры между отдельными деталями, снизить остаточные деформации и одновременно с этим увеличить жесткость всего сварного узла.
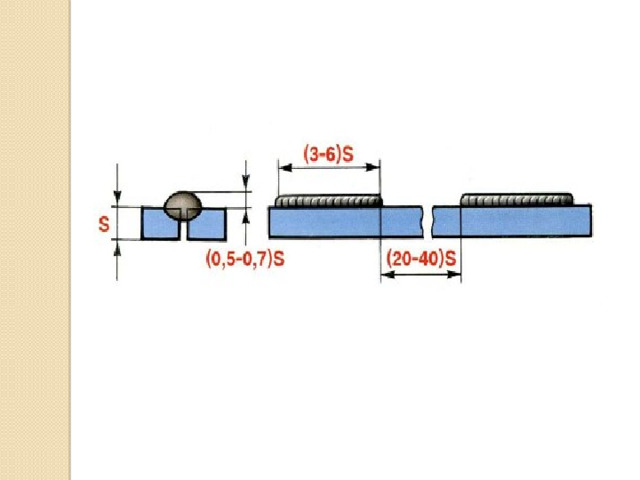
Длина прихваток и расстояние между ними зависят от вида изделия, толщины металла и длины шва.
При сборке несложных соединений из тонколистовой стали длина прихваток делается не более 5 мм, а расстояние между ними устанавливается 50-100 мм.
При сборке деталей толщиной 3-4 мм и более и при значительной протяженности швов длина прихваток составляет 20-30 мм, а расстояние между ними - до 300-500 мм. Высота (толщина) шва в месте прихватки должна быть в пределах 0,5-0,7 толщины основного металла.
Прихватки, длиной менее 10 мм называют точечными.
Точечные прихватки используют :
- для закрепления при сборке деталей из тонколистовой стали толщиной до 3 мм;
- для закрепления при сборке мелких деталей;
- для временного фиксирования деталей в определенном положении;
- для предварительного закрепления деталей.
Прихватки могут быть:
- удаляемыми или временными;
- не удаляемыми или остающимися.

Удаляемые прихватки – это короткие сварные швы, которые используются только для закрепления деталей при сборке и подлежат удалению после расчистки корня сварного шва. Постановку таких прихваток обычно производят со стороны, обратной началу сварки.
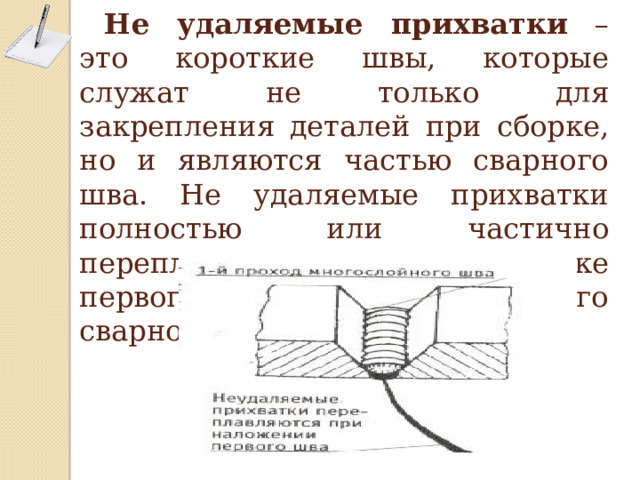
Не удаляемые прихватки – это короткие швы, которые служат не только для закрепления деталей при сборке, но и являются частью сварного шва. Не удаляемые прихватки полностью или частично переплавляются при сварке первого прохода многослойного сварного шва.
Требования к выполнению прихваток
- прихватки должен накладывать тот сварщик, который впоследствии будет сваривать конструкцию;
- прихватки выполняют на тех же режимах, что и сварку;
- прихватки необходимо накладывать снаружи изделия;
- прихватки не должны иметь подрезов, трещин, пор, несплавлений и других дефектов;
- дефектные прихватки удаляют механическим способом и заменяют новыми;
- перед сваркой прихватки очищают от шлака, флюса и других загрязнений;
- при сварке прихватки должны быть удалены или переплавлены;
- прихватки следует выполнять равномерно по всей длине или периметру соединения с одинаковым расстоянием между ними.
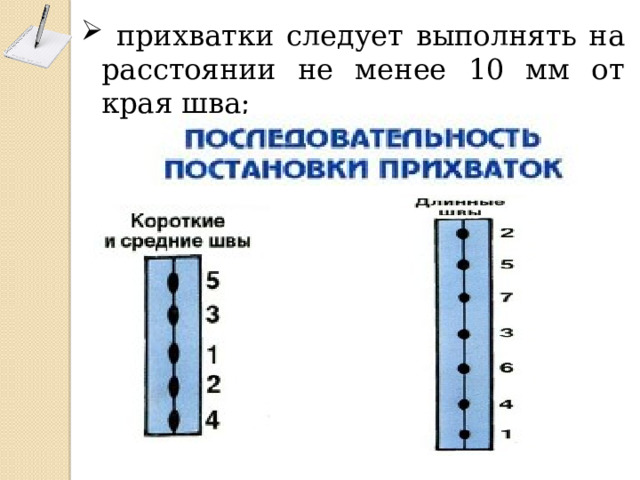
- прихватки следует выполнять на расстоянии не менее 10 мм от края шва;

Контроль сборки под сварку
Перед сборкой заготовок проверяют чистоту поверхности металла , который должен быть тщательно очищен от грязи, ржавчины, окалины, масел и инородных включений.
Проверяют габариты заготовок, качество разделки кромок и углы их скоса , а при сварке алюминия и его сплавов — качество очистки поверхности от пленки окиси.
Узлы и детали конструкций собирают под сварку в сборочных приспособлениях или на выверенных стеллажах. Основными контролируемыми размерами при сборке являются:
- для стыковых швов — зазор между кромками, притупление и угол раскрытия шва;
- для нахлесточных соединений — ширина нахлестки и зазор между листами;
- для тавровых соединений — угол и зазор между свариваемыми деталями, притупление и угол скоса кромок;
- для угловых соединений — зазор между свариваемыми деталями и угол между ними.
- размеры (длина, высота) прихваток и их расположения по длине (периметру);
Визуальному контролю подлежит каждая прихватка в соединении. Измерительному контролю подвергаются прихватки, размеры которых вызывают сомнения по результатам визуального контроля.
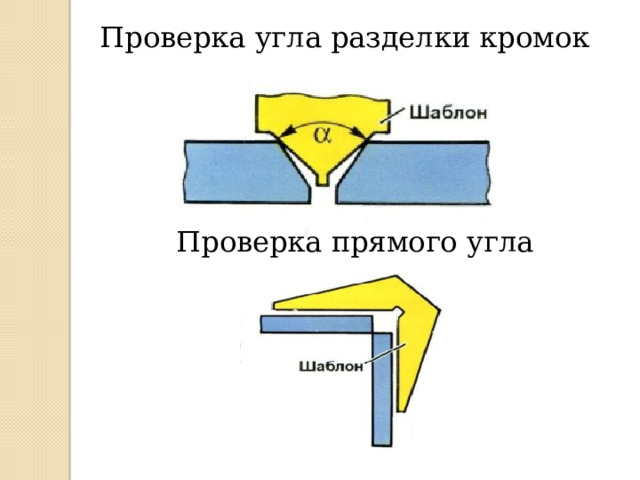
Проверка угла разделки кромок
Проверка прямого угла
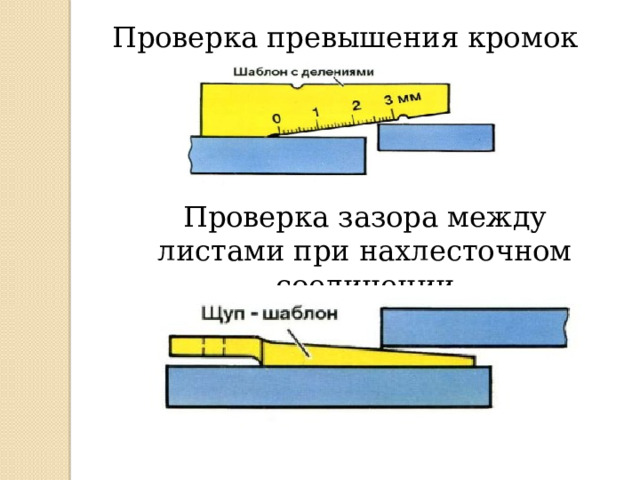
Проверка превышения кромок
Проверка зазора между листами при нахлесточном соединении
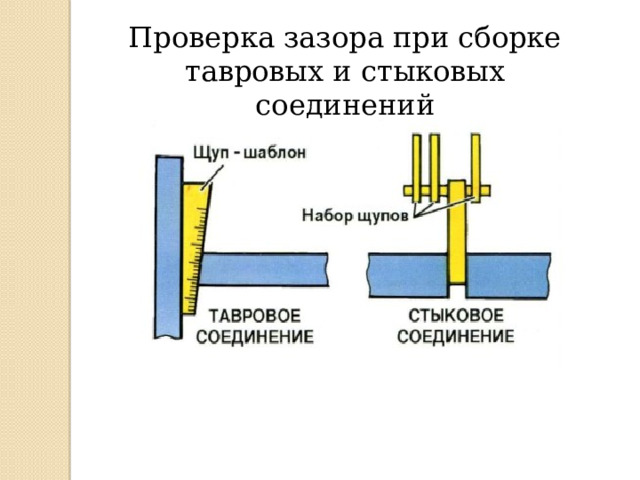
Проверка зазора при сборке тавровых и стыковых соединений
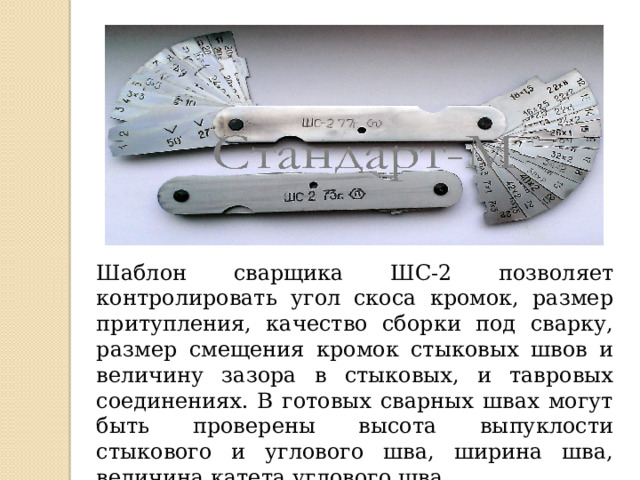
Шаблон сварщика ШС-2 позволяет контролировать угол скоса кромок, размер притупления, качество сборки под сварку, размер смещения кромок стыковых швов и величину зазора в стыковых, и тавровых соединениях. В готовых сварных швах могут быть проверены высота выпуклости стыкового и углового шва, ширина шва, величина катета углового шва.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

