
Россия, г ЕРШОВ


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 17.09.2025 17:28

Калинина Татьяна Анатольевна
Преподаватель и мастер производственного обучения
53 года
Местоположение
Специализация
Презентация " Функции экспериментального, подготовительного и раскройного производства"
Категория:
Технология
06.02.2020 18:56

Просмотр содержимого документа
«Презентация " Функции экспериментального, подготовительного и раскройного производства"»
Государственное бюджетное профессиональное образовательное учреждение Саратовской области
«Ершовский агропромышленный лицей»
Презентация к методической разработке урока, для обучающихся по профессии 16185 «Оператор швейного оборудования»
Тема 9: «Процессы подготовительно – раскройного производства»
Занятие : 94 «Функции экспериментального , подготовительного и раскройного производства»
Автор: мастер производственного обучения, Калинина Татьяна Анатольевна
Ершов - 2020
Тема занятия: Функции экспериментального, подготовительного и раскройного производства.
Цели занятия:
Образовательная: ознакомить обучающихся с технологическим процессом раскладкой выкройки на ткани, применяющимся оборудованием и инструментом на современном швейном производстве.
Воспитательная: формирование чувство бережливости, аккуратности, внимательности, культуры, самостоятельности и активности в учебном процессе, доброжелательности взаимоотношений в коллективе;
Развивающая: развивать у обучающихся пространственное воображения, наблюдательность, сообразительность, наглядно – образное и творческое мышление, эстетический вкус.
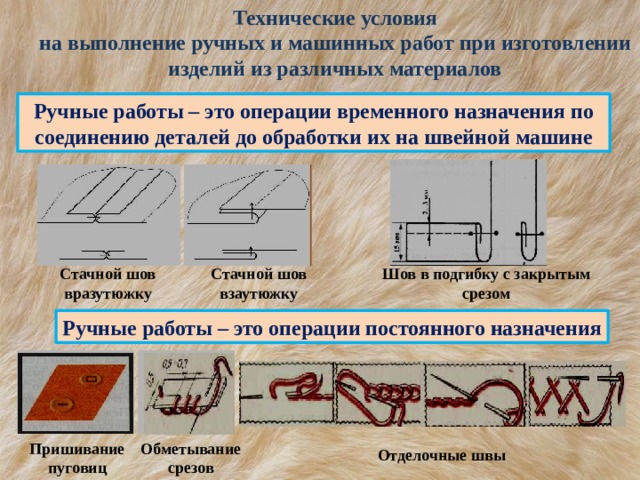
Технические условия
на выполнение ручных и машинных работ при изготовлении изделий из различных материалов
Ручные работы – это операции временного назначения по соединению деталей до обработки их на швейной машине
Стачной шов
Шов в подгибку с закрытым срезом
Стачной шов
взаутюжку
вразутюжку
Ручные работы – это операции постоянного назначения
Обметывание
Пришивание
пуговиц
срезов
Отделочные швы

Актулизация знаний
(повторение пройденного материала по теме: «Технические условия на выполнение ручных и машинных работ при изготовлении изделий из различных материалов (тонких, толстых, драпирующихся и с другими
физико – механическими свойствами»)
№ п. п.
Вопрос
1.
Ответ
Какая должна быть толщина меловых линий?
2.
Что сделать для удаления ниток сметывания?
?
3.
4.
Для чего проводят декатирование?
?
Какими должны быть строчки при выполнении машинных работ?
?
5.
?
Как закрепляют концы внутренних строчек?
6.
Как соединяют детали с различным направлением нитей основы?
?
7.
?
Какой должен быть цвет ниток всех внутренних строчек?
?

Ответы на вопросы по актуализации знаний
№ п. п.
Вопрос
1.
Ответ
Какая должна быть толщина меловых линий?
2.
Толщина меловых линий не должна превышать 1,0-1,5 мм.
Что сделать для удаления ниток сметывания?
3.
4.
Для чего проводят декатирование?
?
?
Какими должны быть строчки при выполнении машинных работ?
5.
?
Как закрепляют концы внутренних строчек?
6.
?
Как соединяют детали с различным направлением нитей основы?
7.
?
Какой должен быть цвет ниток всех внутренних строчек?
?

Ответы на вопросы по актуализации знаний
№ п. п.
Вопрос
1.
Ответ
Какая должна быть толщина меловых линий?
2.
Толщина меловых линий не должна превышать 1,0-1,5 мм.
Что сделать для удаления ниток сметывания?
3.
4.
Для чего проводят декатирование?
Для удаления ниток сметывания необходимо нитки строчки разрезать ножницами через каждые 10-15 см, а затем вытягивать концы ниток из ткани.
?
Какими должны быть строчки при выполнении машинных работ?
5.
?
Как закрепляют концы внутренних строчек?
6.
?
Как соединяют детали с различным направлением нитей основы?
7.
?
Какой должен быть цвет ниток всех внутренних строчек?
?

Ответы на вопросы по актуализации знаний
№ п. п.
Вопрос
1.
Ответ
Какая должна быть толщина меловых линий?
2.
Толщина меловых линий не должна превышать 1,0-1,5 мм.
Что сделать для удаления ниток сметывания?
3.
4.
Для чего проводят декатирование?
Для удаления ниток сметывания необходимо нитки строчки разрезать ножницами через каждые 10-15 см, а затем вытягивать концы ниток из ткани.
Для предотвращения последующей усадки тканей перед раскроем.
Какими должны быть строчки при выполнении машинных работ?
5.
?
Как закрепляют концы внутренних строчек?
6.
?
Как соединяют детали с различным направлением нитей основы?
7.
?
Какой должен быть цвет ниток всех внутренних строчек?
?

Ответы на вопросы по актуализации знаний
№ п. п.
Вопрос
1.
Ответ
Какая должна быть толщина меловых линий?
2.
Толщина меловых линий не должна превышать 1,0-1,5 мм.
Что сделать для удаления ниток сметывания?
3.
4.
Для чего проводят декатирование?
Для удаления ниток сметывания необходимо нитки строчки разрезать ножницами через каждые 10-15 см, а затем вытягивать концы ниток из ткани.
Для предотвращения последующей усадки тканей перед раскроем.
Какими должны быть строчки при выполнении машинных работ?
5.
Машинные строчки должные быть ровные, без пропусков, с равномерно затянутыми стежками.
Как закрепляют концы внутренних строчек?
6.
?
Как соединяют детали с различным направлением нитей основы?
7.
?
Какой должен быть цвет ниток всех внутренних строчек?
?

Ответы на вопросы по актуализации знаний
№ п. п.
Вопрос
1.
Ответ
Какая должна быть толщина меловых линий?
2.
Толщина меловых линий не должна превышать 1,0-1,5 мм.
Что сделать для удаления ниток сметывания?
3.
4.
Для чего проводят декатирование?
Для удаления ниток сметывания необходимо нитки строчки разрезать ножницами через каждые 10-15 см, а затем вытягивать концы ниток из ткани.
Для предотвращения последующей усадки тканей перед раскроем.
Какими должны быть строчки при выполнении машинных работ?
5.
Машинные строчки должные быть ровные, без пропусков, с равномерно затянутыми стежками.
Как закрепляют концы внутренних строчек?
6.
Концы внутренних строчек закрепляют обратной строчкой длиной 7 - 10 мм.
Как соединяют детали с различным направлением нитей основы?
7.
?
Какой должен быть цвет ниток всех внутренних строчек?
?

Ответы на вопросы по актуализации знаний
№ п. п.
Вопрос
1.
Ответ
Какая должна быть толщина меловых линий?
2.
Толщина меловых линий не должна превышать 1,0-1,5 мм.
Что сделать для удаления ниток сметывания?
3.
4.
Для чего проводят декатирование?
Для удаления ниток сметывания необходимо нитки строчки разрезать ножницами через каждые 10-15 см, а затем вытягивать концы ниток из ткани.
Для предотвращения последующей усадки тканей перед раскроем.
Какими должны быть строчки при выполнении машинных работ?
5.
Машинные строчки должные быть ровные, без пропусков, с равномерно затянутыми стежками.
Как закрепляют концы внутренних строчек?
6.
Концы внутренних строчек закрепляют обратной строчкой длиной 7 - 10 мм.
Как соединяют детали с различным направлением нитей основы?
7.
При соединении деталей с различным направлением нитей основы деталь с более косым срезом помешают вниз, если нужна посадка, и наоборот.
Какой должен быть цвет ниток всех внутренних строчек?
?

Ответы на вопросы по актуализации знаний
№ п. п.
Вопрос
1.
Ответ
Какая должна быть толщина меловых линий?
2.
Толщина меловых линий не должна превышать 1,0-1,5 мм.
Что сделать для удаления ниток сметывания?
3.
4.
Для чего проводят декатирование?
Для удаления ниток сметывания необходимо нитки строчки разрезать ножницами через каждые 10-15 см, а затем вытягивать концы ниток из ткани.
Для предотвращения последующей усадки тканей перед раскроем.
Какими должны быть строчки при выполнении машинных работ?
5.
Машинные строчки должные быть ровные, без пропусков, с равномерно затянутыми стежками.
Как закрепляют концы внутренних строчек?
6.
Концы внутренних строчек закрепляют обратной строчкой длиной 7 - 10 мм.
Как соединяют детали с различным направлением нитей основы?
7.
При соединении деталей с различным направлением нитей основы деталь с более косым срезом помешают вниз, если нужна посадка, и наоборот.
Какой должен быть цвет ниток всех внутренних строчек?
Цвет ниток всех внутренних строчек должен соответствовать цвету ткани.
Задачи экспериментального производства
- Основной задачей – является своевременное и высококачественное проектирование моделей и их подготовка к запуску в производство , включающая в себя:
- конструкторскую и технологическую проработку моделей;
- разработку оптимальных режимов технологического процесса;
- изготовление лекал и градацию(техническое размножение);
- нормирование расхода всех используемых изделий материалов;
- подготовку технической документации на модели;
- осуществление авторского надзора за моделями, внедренных в производство;
- исследование покупательского спроса, обновление моделей , направление моды и ассортимента .
- оказание технической помощи цехам в освоении новых видов изделий, оборудования , приспособлений .

Функции подготовительного производства
Целью работы подготовительного цеха является ритмичное обеспечение материалами раскройного цеха. Функционирование подготовительного цеха производится в ряде подразделений, осуществляющих связь с поставщиками сырья, приемку продукции и ее подготовку к последующей обработке в производственном процессе. Текстильные предприятия поставляют основные, подкладочные материалы и приклад. Фурнитурные предприятия поставляют швейные нитки, пуговицы, тесьмы и прочую фурнитуру в соответствии с ассортиментом продукции предприятия. Поступившее исходное сырье в подготовительном цехе сортируется по видам, сортам, назначениям и срокам использования. В связи с этим функции подготовительного цеха подразделяются на две основные части: приемка материалов по качеству и количеству, а также подготовка их к раскрою.

Перечень функций подготовительного цеха может быть представлен двумя основными группами :
1. Приемка и хранение материалов:
- приемка материалов от поставщика;
- распаковка принятых материалов;
- предварительное хранение материалов.
2. Подготовка материалов к раскрою:
- контроль качества материалов;
- измерение длины и ширины кусков материалов;
- сортировка материалов по артикулам и ширинам.
- хранение материалов;
- подсортировка материалов для настилания;
- расчет использования кусков материалов;
- выполнение обмеловки на полотне;
- передача подготовленных материалов в раскройный цех.

Цех подготовки материала
Разбраковка и промер материалов
Расчет кусков материалов в настилы
Приемка материала
Качественная (техническая)
Количествен
на я
Механизированный
Ручной
Промер длины и ширины
Контроль качества
Хранение неразбракованных материалов
Хранение разбракованных материалов
Поштучное
Партионное
Поддоны
Контейнеры

Работы, выполняемые в цехе подготовки материала
Приемка материала
Количественная приемка материалов – это приемка материалов по количеству кусков (рулонов). Осуществляется она в соответствии с товарно - транспортной накладной (ТТН). Сверяются реквизиты на каждом куске с данными ТТН, товарно-транспортная накладная передается в бухгалтерию подготовительного цеха.
Качественная приемка материалов – это промер их длины и ширины и отметка текстильных пороков. Осуществляется окончательное заполнение промерочной ведомости и оформление паспортов кусков, производится путем просмотра материала с лицевой стороны в развернутом виде. Дублированные материалы, искусственный мех, бархат и трикотажные полотна с кругловязальных машин просматривают с двух сторон.
Количественная
Качественная (т ехническая)
Хранение неразбракованных материалов
Контейнеры
Поддоны

Работы, выполняемые в цехе подготовки материала
Разбраковка и промер материалов
Лаборатория осуществляет входной контроль тканей на соответствие Российским стандартам, а также измеряет цвет и проверяет физико – механические свойства.
Промер длины и ширины выполняется на машине мерильно-браковочной модели В02.4
Хранение разбракованных материалов
Поштучное
Партионное

Работы, выполняемые в цехе подготовки материала
Расчет кусков материалов в настилы
Расчет кусков для выполнения настилов выполняют с учетом расхода ткани на одну единицу ассортимента и длины раскройного стола. Минимальная экономически целесообразная для машинного настилания длина настилов -15-20 м. После подбора кусков, в настилы составляют ведомость в трех экземплярах с указанием о количестве материалонастилов. На основании ведомости рабочие подбирают нужные куски материалов и направляют в раскройный цех.
Механизированный
Ручной

Функции раскройного производства
Функционирование раскройного производства направлено на ритмичное и бесперебойное обеспечение швейных цехов кроем. Раскройное производство на швейном предприятии сосредоточено в раскройном цехе. Целью работы раскройного цеха является изготовление деталей кроя швейных изделий требуемого качества и количества и их подготовка к дальнейшей обработке в швейных цехах.
Исходным сырьем для работы раскройного цеха являются материалы, поступившие из подготовительного цеха, укомплектованные сопроводительной документацией .
В раскройном цехе основные операции по выполнению настилов и их обработке производят на настилочных столах, что требует четкой организации технологического процесса. Организация работ на основных операциях раскройного цеха во многом зависит от принятого метода настилания материалов. Материал одной рассчитанной партии настилают последовательным или параллельным методом.

Этапы
изготовления деталей кроя
Заготовка раскладки лекал и накладывание на настил трафарет
Настилание
материалов
Проверка качества
Клеймениенастила
Контроль и сборка деталей кроя
Рассекание настила на части
Вырезание деталей
Документальное оформление подготовки материала
Нанесение вспомогательных линий и насечек на деталях кроя
Укомплектовка и упаковка кроя
Нумерация деталей
Хранение

Технологическая последовательность выполнения работ при изготовлении деталей кроя
Раскрой ткани главный этап в изготовлении изделий, можно сказать это база в пошиве одежды. Как будет запущен процесс, такой результат и получим в итоге. От правильного раскроя зависит посадка модели на фигуре и внешний вид самого изделия.
Настилание материалов
Заготовка раскладки лекал и накладывание на настил трафарет
Клеймение настила осуществляется на верхнем полотне приклеиванием информации на бумаге (номер настила, размерные признаки, количество единиц в пачке, способ настилания, порядковые номера изделия, номер модели, номер пачки). Данные могут быть нанесены на бумажную основу, разрезаемую вместе с настилом.
Контролер настила проверяет до рассекания настила количество полотен и единиц в настиле, проверяет артикула тканей в настиле, размерные признаки, заполняет книгу заданий и раскроя.
Клеймение настила

Технологическая последовательность выполнения работ при изготовлении деталей кроя
Приходный ордер (форма М-4) составляется на фактическое количество поступивших материальных ценностей материально ответственным лицом в одном экземпляре в день поступления ценностей на склад.
Рассекание настила на части
Документальное оформление подготовки материала
Контроль качества кроя осуществляют путем сравнения верхней и нижней детали пачки с лекалом детали. Не должно быть превышения допускаемых отклонений от линейных размеров деталей.
Вырезание деталей
Контроль и сборка деталей кроя

Технологическая последовательность выполнения работ при изготовлении деталей кроя
Чтобы не перепутать детали в процессе изготовления изделия, к ним с лицевой стороны прикрепляют талоны с порядковыми номерами или отмечают мелом порядковые номера на изнаночной стороне деталей. Талоны с порядковыми номерами пришивают на специальных машинах типа TM-1, 68 кл. ПМЗ и др .
Нанесение вспомогательных линий и насечек на деталях кроя
Нумерация деталей
Укомплектовка и упаковка кроя
Хранение кроя
Основные требования безопасности труда
Машины для разбраковки материала должны быть снабжены светильниками дневного света, обеспечивающими нормируемую освещенность и равномерный световой поток на рабочей поверхности машины. Пусковые устройства машин должны быть сосредоточены в одном месте и должны обеспечивать возможность выключения машины двумя работающими, обслуживающими машины с двух сторон, и оборудованы звуковой и световой сигнализацией, предупреждающей о пуске машины.
На настилочной машине все колеса и вал ведущего колеса должны быть ограждены.
Платформа настилающего устройства для передвижения работающего должна быть снабжена ограждением безопасности, останавливающим ее при наезде на препятствие со специальным устройством для легкой и быстрой загрузки кусков и рулонов материала.
Пусковое устройство должно иметь блокировку, исключающую возможность самовключения машины (тележки) в момент заправки материала в зазор между валиками.
При работе двух работающих машина должна иметь сигнализацию и блокировочное устройство, исключающее пуск машины одним работающим. Режущее устройство линейки для обрезки концов настила должно быть ограждено. Поверхность раскройных столов должна быть гладкой, отполированной.
Раскройные машины должны быть снабжены регулируемым по высоте настила устройством, не допускающим попадания пальцев рук работающего под ленточный нож.
На каждой ленточной раскройной машине должны быть установлены приспособления для механической заточки ножа и оборудованы устройством для удаления пыли и газов от всех зон их образования.
Опорная поверхность машины должна обеспечивать легкость ее перемещения по контурам вырезаемых деталей.
Столы и машины должны быть оборудованы устройствами для снятия зарядов статического электричества с поверхности стола и материала. Все токоведущие части должны быть надежно изолированы.
Задания по теме «Функции экспериментального цеха: подготовительно - раскройных работ »
Вариант 1
1. Задачи и функции подготовительного цеха включают в себя: _________________
___________________________________________________________________________
___________________________________________________________________________
2. Для разгрузки и транспортировки ткани используются: ______________________
___________________________________________________________________________
3. Проверка количества и качества тканей и подготовка их к раскрою заключается
___________________________________________________________________________
___________________________________________________________________________
4. Расчет кусков материалов осуществляется на основании справочника по ______ __________________________________________________________________________
5. Транспортировка партий материалов в раскройный цех осуществляется в _____
___________________________________________________________________________
6. Клеймение настила – _____________________________________________________
___________________________________________________________________________
7. Нанесение зарисовки раскладки на верхнее полотно настила выполняются в зависимости ______________________________________________________________
8. При нумерация деталей к ним с лицевой стороны ___________________________
__________________________________________________________________________
__________________________________________________________________________
9. При хранение укомплектованного кроя производится ________________________
___________________________________________________________________________
10. Все токоведущие части должны быть надежно ____________________________
Задания по теме «Задачи подготовительно – раскройных работ»
Вариант 2
1. Существуют следующие виды упаковки: ___________________________________
__________________________________________________________________________
2. Неразбракованный материал (ткани) хранится: ____________________________
__________________________________________________________________________
3. Задачи и функции раскройного цеха включают в себя: _______________________
__________________________________________________________________________
4. Комплектование партий материалов в настилы осуществляется по __________
__________________________________________________________________________
5. При транспортировке каждый кусок материала сопровождает ______________
_________________________________________________________________________
6. Точное вырезание деталей кроя осуществляют в один или два этапа в зависимости ______________________________________________________________
__________________________________________________________________________
7. Контроль качества кроя осуществляют путем сравнения ____________________
___________________________________________________________________________
8. Комплектование кроя в раскройные пачки производится _____________________
9. При транспортировке укомплектованного кроя в швейный цех производится подбор и комплектование пачек деталей _____________________________________
___________________________________________________________________________
10. Столы и машины должны быть оборудованы устройствами _________________
___________________________________________________________________________
Эталоны ответов (Вариант 1)
1. Задачи и функции подготовительного цеха включают в себя: прием, распаковку, контроль количества и качества ткани; хранение материалов, расчет кусков; изготовление зарисовок, раскладка лекал.
2. Для разгрузки и транспортировки ткани используются: электропогрузчики, транспортеры ленточные (непрерывного действия), различные тележки.
3. Проверка количества и качества тканей и подготовка их к раскрою заключается в их распаковке, проверке их длины, ширины, наличия дефектов в каждом куске.
4. Расчет кусков материалов осуществляется на основании справочника по моделям и производственного задания.
5. Транспортировка партий материалов в раскройный цех осуществляется в сопровождении карт расчета и раскроя материалов.
6. Клеймение настила осуществляется на верхнем полотне приклеиванием информации на бумаге (номер настила, размерные признаки, количество единиц в пачке, способ настилания, порядковые номера изделия, номер модели, номер пачки).
7. Нанесение зарисовки раскладки на верхнее полотно настила выполняются в зависимости от принятой технологии и оснащения раскройного цеха.
8. При нумерация деталей к ним с лицевой стороны прикрепляют талоны с порядковыми номерами или отмечают мелом порядковые номера на изнаночной стороне деталей.
9. При хранение укомплектованного кроя производится подбор и комплектование пачек деталей верха, подкладки, приклада и отделочных материалов.
10. Все токоведущие части должны быть надежно изолированы.
Эталоны ответов (Вариант 2)
1. Существуют следующие виды упаковки: мягкая упаковка - бумага или полиэтиленовая пленка; полужесткая упаковка – кипы; жесткая упаковка - ящики.
2. Неразбракованный материал (ткани) хранится : в контейнерах, поддонах на стеллажах.
3. Задачи и функции раскройного цеха включают в себя: выкраивание деталей; подготовку их к пошиву, комплектование деталей; подачу кроя в швейные цехи.
4. Комплектование партий материалов в настилы осуществляется по картам раскроя.
5. При транспортировке каждый кусок материала сопровождает паспорт куска .
6. Точное вырезание деталей кроя осуществляют в один или два этапа в зависимости от оснащения раскройного цеха, вида раскраиваемого материала и его волокнистого состава.
7. Контроль качества кроя осуществляют путем сравнения верхней и нижней детали пачки с лекалом детали.
8. Комплектование кроя в раскройные пачки производится по размерам и ростам.
9. При транспортировке укомплектованного кроя в швейный цех производится подбор и комплектование пачек деталей верха, подкладки, приклада и отделочных материалов.
10. Столы и машины должны быть оборудованы устройствами для снятия зарядов статического электричества с поверхности стола и материала.

Рефлексия
1. Узнали вы что - то новое сегодня на уроке? 2. Можете ли вы сказать себе, что: «Теперь я знаю больше!»
3. Понадобится ли вам изученный материал в вашей будущей профессии?

Используемые источники
1. Труханова А. Т. Технология женской и детской легкой одежды. Учеб. для проф. учеб. заведений. – 2-е изд., стер. – М.: Высшая школа. Издательский центр «Академия», 2000.-416с.: ил.
2. Технология швейных изделий: учебник для студ. Учреждений сред. Проф. образования/(Э. К. Амирова, А. Т. Труханова, О. В. Сакулина, Б. С. Сакулин). –10-е изд. стер. -М.:Издательский центр «Академия», 2017, -512 с.
3. https://poznayka.org/s73274t1.html
4. ttp://rep.vstu.by/bitstream/handle/123456789/187/Filimonenkova_PRP_shveyn_pr2016.pdf?sequence=1
5. http://fashionlib.ru/books/item/f00/s00/z0000013/st052.shtml
6. https://megaobuchalka.ru/7/8130.html
7. https://sinref.ru/000_uchebniki/04600_raznie_2/808_oborudovanie_shveinogo_proizvodstva_2010/013.htm








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

