
Россия, Курск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 09.07.2020 11:20

Митерева Валентина Михайловна
Мастер производственного обучения
63 года
Местоположение
Презентация к открытому уроку "Опиливание плоских и сопряженных поверхностей"
Категория:
Всем учителям
07.07.2020 00:34

Просмотр содержимого документа
«Презентация к открытому уроку "Опиливание плоских и сопряженных поверхностей"»

Хороший автомеханик крутит гайки с детства
тема урока:
опиливание плоских и сопряженных поверхностей на примере изготовления ключа гаечного 8 х 10 мм
Цель урока:
- совершенствование практических навыков и приёмов при изготовлении рожкового гаечного ключа;
- установление связи между практическими действиями в ходе выполнения технологического процесса.

«КЛЮЧ ВСЕМУ ГОЛОВА»
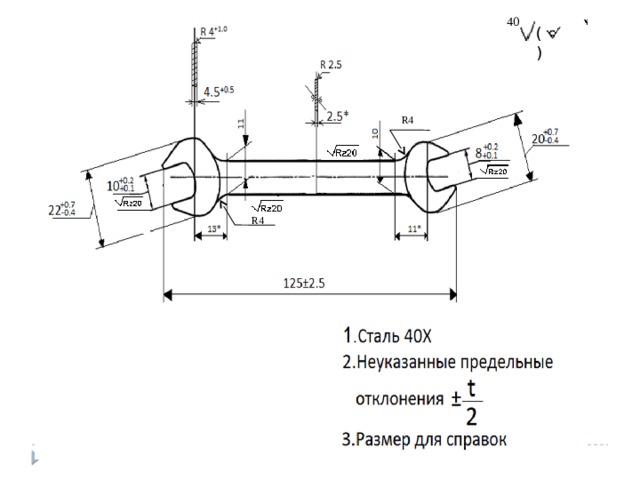
40
( )
R4
R4
Вопрос?....
Какие на заготовке самые ответственные поверхности?
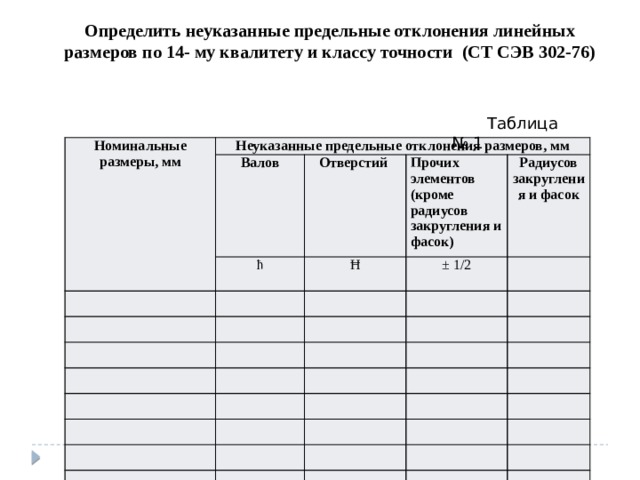
Определить неуказанные предельные отклонения линейных размеров по 14- му квалитету и классу точности (СТ СЭВ 302-76)
Таблица № 1
Номинальные размеры, мм
Неуказанные предельные отклонения размеров, мм
Валов
ħ
Отверстий
Прочих элементов (кроме радиусов закругления и фасок)
Ħ
± 1/2
Радиусов закругления и фасок
Таблица №__
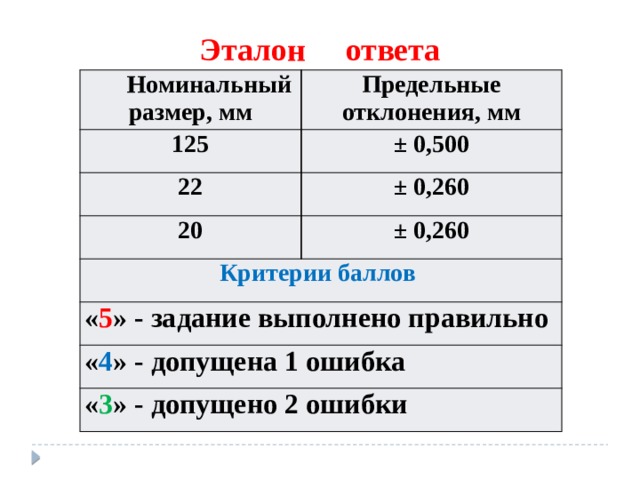
Эталон ответа
Номинальный размер, мм
Предельные отклонения, мм
125
± 0,500
22
± 0,260
20
± 0,260
Критерии баллов
« 5 » - задание выполнено правильно
« 4 » - допущена 1 ошибка
« 3 » - допущено 2 ошибки

А чему равен допуск зева ключа?
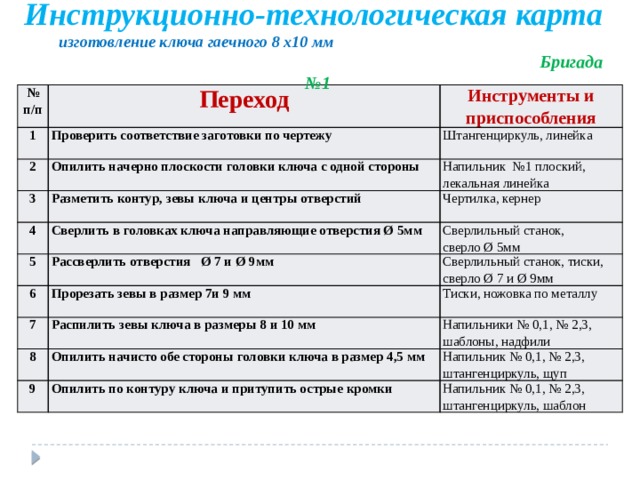
Инструкционно-технологическая карта
изготовление ключа гаечного 8 х10 мм
Бригада №1
№ п/п
Переход
1
2
Инструменты и приспособления
Проверить соответствие заготовки по чертежу
Штангенциркуль, линейка
Опилить начерно плоскости головки ключа с одной стороны
3
4
Разметить контур, зевы ключа и центры отверстий
Напильник №1 плоский, лекальная линейка
Сверлить в головках ключа направляющие отверстия Ø 5мм
5
Чертилка, кернер
Сверлильный станок,
Рассверлить отверстия Ø 7 и Ø 9мм
6
Сверлильный станок, тиски,
Прорезать зевы в размер 7и 9 мм
сверло Ø 5мм
7
Тиски, ножовка по металлу
сверло Ø 7 и Ø 9мм
Распилить зевы ключа в размеры 8 и 10 мм
8
Напильники № 0,1, № 2,3, шаблоны, надфили
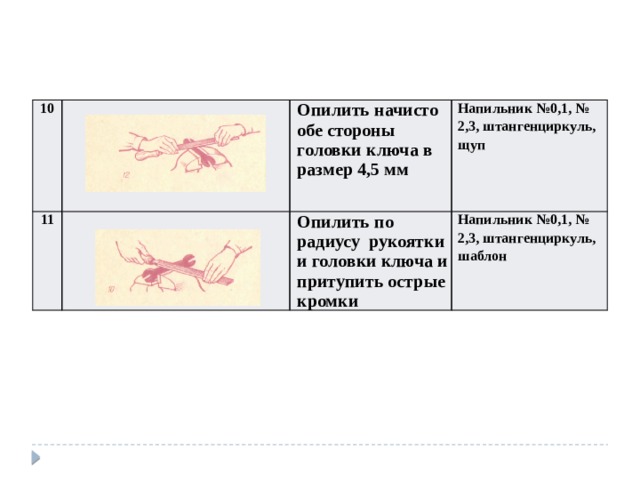
Опилить начисто обе стороны головки ключа в размер 4,5 мм
9
Напильник № 0,1, № 2,3, штангенциркуль, щуп
Опилить по контуру ключа и притупить острые кромки
Напильник № 0,1, № 2,3, штангенциркуль, шаблон
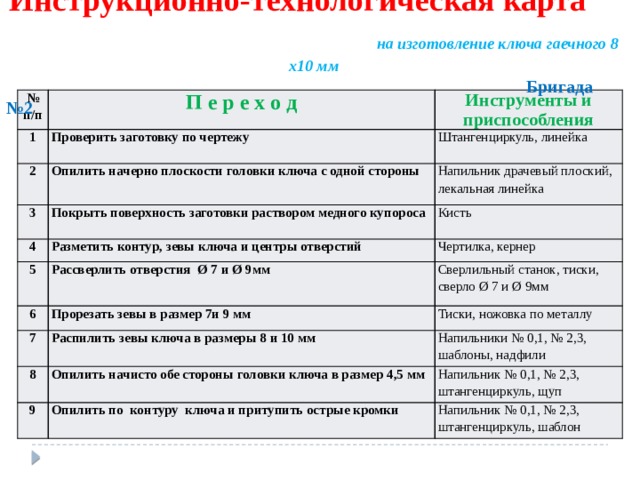
Инструкционно-технологическая карта на изготовление ключа гаечного 8 х10 мм
Бригада №2
№ п/п
1
П е р е х о д
Проверить заготовку по чертежу
2
Инструменты и приспособления
Штангенциркуль, линейка
Опилить начерно плоскости головки ключа с одной стороны
3
4
Напильник драчевый плоский, лекальная линейка
Покрыть поверхность заготовки раствором медного купороса
Разметить контур, зевы ключа и центры отверстий
5
Кисть
Чертилка, кернер
Рассверлить отверстия Ø 7 и Ø 9мм
6
Сверлильный станок, тиски,
Прорезать зевы в размер 7и 9 мм
7
Тиски, ножовка по металлу
сверло Ø 7 и Ø 9мм
Распилить зевы ключа в размеры 8 и 10 мм
8
Напильники № 0,1, № 2,3, шаблоны, надфили
Опилить начисто обе стороны головки ключа в размер 4,5 мм
9
Напильник № 0,1, № 2,3, штангенциркуль, щуп
Опилить по контуру ключа и притупить острые кромки
Напильник № 0,1, № 2,3, штангенциркуль, шаблон
Режущий инструмент для изготовления ключа гаечного
напильники плоские, круглые № 0-1, № 2, №3;
- надфили круглые, полукруглые; сверла диаметром 5, 7, 9 мм; ножовка по металлу; чертилка; кернер; слесарный молоток
- надфили круглые, полукруглые; сверла диаметром 5, 7, 9 мм; ножовка по металлу; чертилка; кернер; слесарный молоток
- надфили круглые, полукруглые;
- сверла диаметром 5, 7, 9 мм;
- ножовка по металлу;
- чертилка;
- кернер;
- слесарный молоток
- надфили
- надфили
- надфили
- Сверла
Контрольно – измерительный инструмент
масштабная линейка;
- штангенциркуль; лекальная линейка; шаблон для проверки зева ключа № 8 и № 10; набор радиусных шаблонов
- штангенциркуль; лекальная линейка; шаблон для проверки зева ключа № 8 и № 10; набор радиусных шаблонов
- штангенциркуль;
- лекальная линейка;
- шаблон для проверки зева ключа № 8 и № 10;
- набор радиусных шаблонов
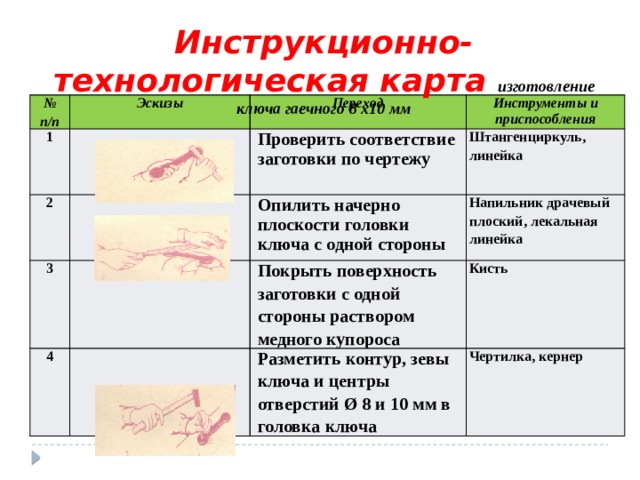
Инструкционно-технологическая карта изготовление ключа гаечного 8 х10 мм
№ п/п
Эскизы
1
Переход
2
3
Проверить соответствие
Инструменты и приспособления
заготовки по чертежу
Штангенциркуль, линейка
Опилить начерно
4
Покрыть поверхность
Напильник драчевый плоский, лекальная линейка
плоскости головки
ключа с одной стороны
Кисть
Разметить контур, зевы
заготовки с одной
стороны раствором
ключа и центры
Чертилка, кернер
медного купороса
отверстий Ø 8 и 10 мм в
головка ключа
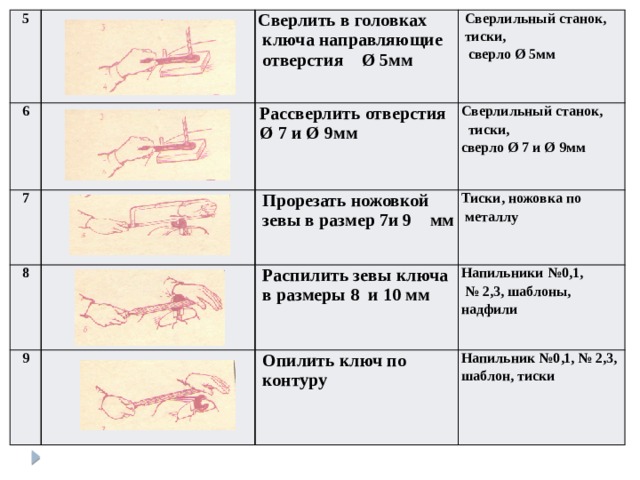
5
6
Сверлить в головках
7
Рассверлить отверстия Ø 7 и Ø 9мм
8
ключа направляющие
Сверлильный станок,
отверстия Ø 5мм
9
Сверлильный станок,
Прорезать ножовкой
тиски,
Распилить зевы ключа
Тиски, ножовка по
зевы в размер 7и 9 мм
тиски,
сверло Ø 5мм
сверло Ø 7 и Ø 9мм
в размеры 8 и 10 мм
Напильники №0,1,
Опилить ключ по
металлу
№ 2,3, шаблоны, надфили
контуру
Напильник №0,1, № 2,3, шаблон, тиски
10
11
Опилить начисто
Напильник №0,1, №
обе стороны
Опилить по
головки ключа в
2,3, штангенциркуль,
радиусу рукоятки
Напильник №0,1, №
размер 4,5 мм
щуп
и головки ключа и
2,3, штангенциркуль,
притупить острые
шаблон
кромки
Вопрос .…?
Какими качествами должен обладать слесарь?
Разметка гаечного ключа по шаблону

Положение корпуса и рук при опиливании
Положение рук при опиливании во избежание травматизма верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в надлежащих местах.
во избежание травматизма верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в надлежащих местах.

Приемы опиливания плоских поверхностей напильником
а) б) в)
в) справа налево
а) слева направо
б) прямым штрихом

Проверка качества опиливания плоских поверхностей ключа гаечного
Лекальная линейка
Надфили
Круглые напильники №0-1,№ 2,№3

Проверка качества опиливания наружных сопряженных поверхностей ключа гаечного
Набор радиусных шаблонов

«КЛЮЧ ВСЕМУ ГОЛОВА»
Типичные ошибки при изготовлении гаечного ключа
1. При разметке получаются несколько параллельных линий;
2. При опиливании плоские поверхности имеют неплоскостность поверхности;
3. Вмятины или царапины на поверхности заготовки;
4. Смещения отверстий при сверлении;
5. Происходит поломка сверла при сверлении отверстий;
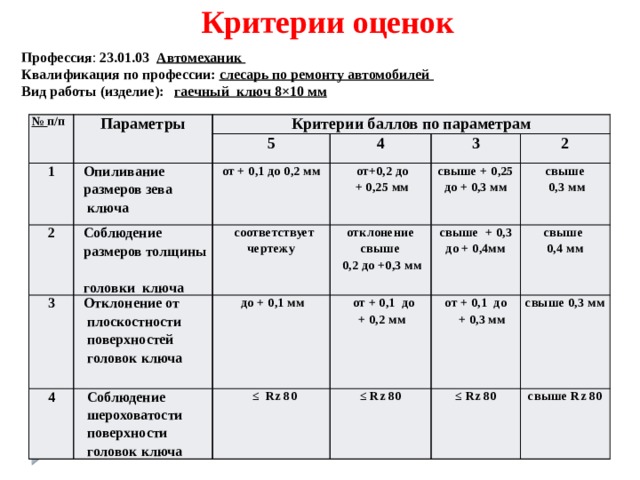
Критерии оценок
Профессия : 23.01.03 Автомеханик
Квалификация по профессии: слесарь по ремонту автомобилей
Вид работы (изделие): гаечный ключ 8×10 мм
№ п/п
Параметры
Критерии баллов по параметрам
1
2
5
Опиливание
4
размеров зева
Соблюдение
3
от + 0,1 до 0,2 мм
размеров толщины
от+0,2 до
Отклонение от
соответствует чертежу
4
ключа
3
Соблюдение
2
+ 0,25 мм
плоскостности
головки ключа
отклонение свыше
cвыше + 0,25 до + 0,3 мм
до + 0,1 мм
0,2 до +0,3 мм
шероховатости
поверхностей
от + 0,1 до
≤ Rz 80
свыше
cвыше + 0,3 до + 0,4мм
≤ Rz 80
0,3 мм
поверхности
+ 0,2 мм
свыше
головок ключа
от + 0,1 до
головок ключа
0,4 мм
≤ Rz 80
свыше 0,3 мм
+ 0,3 мм
свыше Rz 80

Пост ОТК
Пост ОТК
Бригада №1
- Какой инструмент мы собираемся изготавливать?
Бригада №2
- Назовите марку стали заготовки гаечного ключа
29
Бригада №1
- Назовите основную операцию изготовления гаечного ключа
Бригада №2
- Какие поверхности обрабатываются в гаечном ключе?
Бригада №1
- Назовите основной контрольно –измерительный инструмент
Бригада №2
- Назовите основной режущий инструмент
- Назовите основной режущий инструмент
- Назовите основной режущий инструмент
- Назовите основной режущий инструмент
Бригада №1
- Почему разметочные линии нужно наносить 1 раз?
Бригада №2
- Для чего заготовку покрывают медным купоросом?
35
Соблюдай правила безопасности труда
Мы-
за мировой уровень
Мы за качество
35

Удачи
Удачи !!!
35






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

