
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 08.09.2025 19:21

Шишкина Людмила Николаевна
Преподаватель спецпредметов
66 лет
Местоположение
Специализация
Презентация к учебному занятию на тему: "Многопостовые источники питания сварочной дуги"
Категория:
Технология
22.10.2019 14:26

Просмотр содержимого документа
«Презентация к учебному занятию на тему: "Многопостовые источники питания сварочной дуги"»

ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ «АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ» ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ «ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
МНОГОПОСТОВЫЕ
ИСТОЧНИКИ ПИТАНИЯ
СВАРОЧНОЙ ДУГИ
МДК 01.02 Основное оборудование для производства сварных конструкций
Специальность: 22.02.02 Сварочное производство, 1-й год обучения
Разработала: преподаватель высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна

Рабочее место сварщика может быть укомплектовано как однопостовым (например, ВД-301, ВД-201, ВДУ-504 и т. д.), так и многопостовым источником сварочного тока (например, ВКСМ-1000, ВДМ-1001, ВДМ-1201 и т. д.).
При необходимости размещения значительного числа сварочных постов на ограниченной производственной площади целесообразно применять более мощные источники питания.

Многопостовые источники питания сварочной дуги позволяют питать током одновременно несколько сварочных дуг и используются для централизованного питания нескольких сварочных постов — шести, девяти или восемнадцати.
Эти источники обеспечивают работу нескольких постов одновременно через общий шинопровод, подключенный к выходным зажимам источника.
Такие источники называют многопостовыми источниками питания сварочной дуги.


Многопостовое питание часто используют для ручной дуговой сварки покрытыми электродами, автоматической сварки под флюсом и механизированной сварки в среде углекислого газа.
Рис.1 Выпрямитель с магнитным регулированием

Основное требование, предъявляемое к ним, — обеспечение устойчивой работы каждого подключенного поста как в установившемся, так и в переходных режимах независимо от воздействия других постов. Эта независимость постов обеспечивается неизменностью напряжения холостого хода для каждого поста.
Одним из основных требований, предъявляемых к многопостовым системам, является независимость работы постов друг от друга.

Существуют две схемы организации многопостовой сварки:
I - применяется при сварке на одинаковых режимах с частыми замыканиями дуги; в цепь каждого сварочного поста необходимо включать индуктивность, которая уменьшает взаимное влияние одного поста на другой.
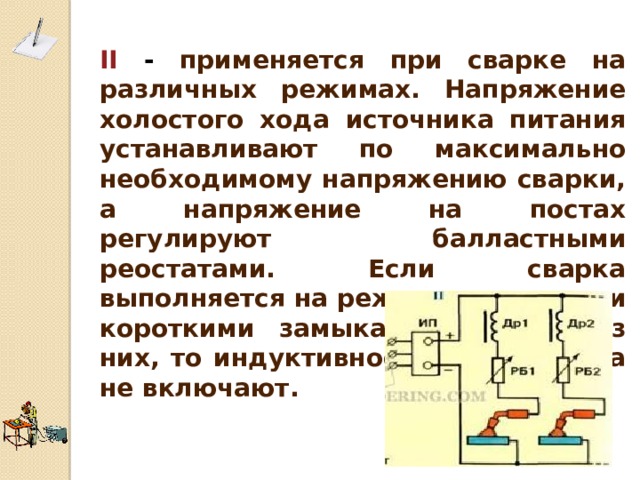
II - применяется при сварке на различных режимах. Напряжение холостого хода источника питания устанавливают по максимально необходимому напряжению сварки, а напряжение на постах регулируют балластными реостатами. Если сварка выполняется на режимах с редкими короткими замыканиями или без них, то индуктивность в цепь поста не включают.

При многопостовом питании каждый сварочный пост подключается к шинопроводу через отдельное балластное сопротивление, с помощью которого регулируют силу сварочного тока и получают падающую вольт-амперную характеристику для сварки. Многопостовой источник (В) обслуживает п сварочных постов (СП1—СП2) через общий шинопровод (ШП). Для ручной дуговой сварки и сварки под флюсом выходное напряжение источника питания дуги обычно не изменяют.
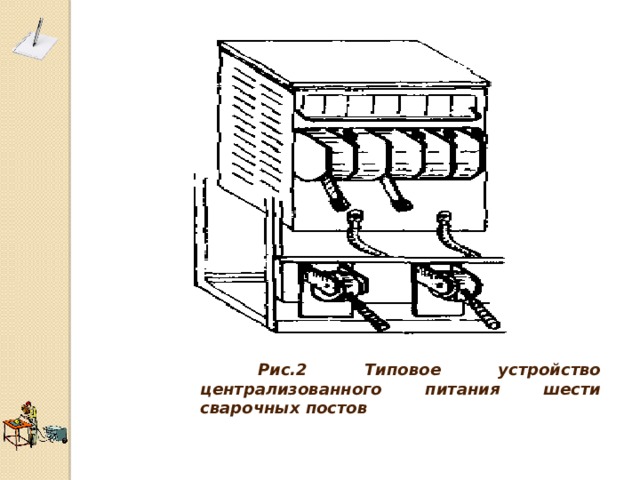
Рис.2 Типовое устройство централизованного питания шести сварочных постов
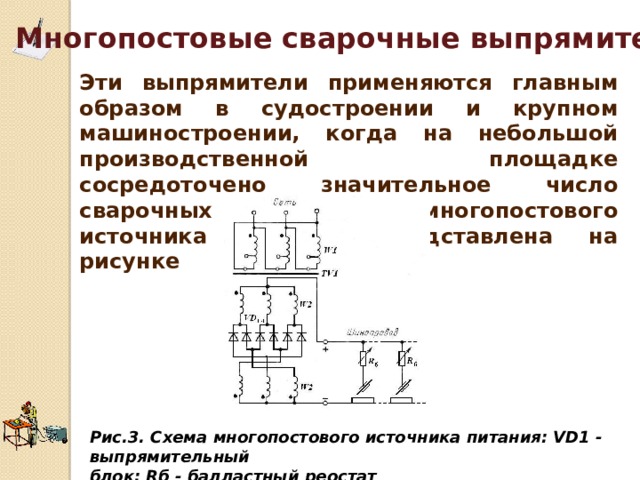
Многопостовые сварочные выпрямители
Эти выпрямители применяются главным образом в судостроении и крупном машиностроении, когда на небольшой производственной площадке сосредоточено значительное число сварочных постов. Схема многопостового источника питания представлена на рисунке
Рис.3. Схема многопостового источника питания: VD1 - выпрямительный
блок; Rб - балластный реостат

Подобные многопостовые системы имеют ряд преимуществ по сравнению с однопостовыми выпрямителями:
- меньшую стоимость ухода, ремонта и обслуживания;
- возможность в случае необходимости вести сварку большими токами;
- меньшую, чем у эквивалентного числа однопостовых выпрямителей, рабочую площадь и т.д.
Одним из существенных недостатков многопостовых систем являются большие потери мощности в балластном реостате, снижающие КПД поста.

Число постов п , которое может быть подключено к многопостовому выпрямителю, можно определить из соотношения
п =Iном. : Iном.п ko,
где:
Iном - номинальный ток выпрямителя;
Iном.п - номинальный ток поста.

Многопостовые выпрямители для ручной дуговой сварки
Они предназначены в основном для создания многопостовых систем питания от общих цеховых магистральных шинопроводов. Для обеспечения независимости работы отдельных постов выпрямители имеют жесткую внешнюю вольтамперную характеристику. Напряжение на выходе многопостового выпрямителя при изменении нагрузки от 50 до 100 % номинальной изменяется не более чем на 4 В. Отличаются простой конструкцией и высокой надежностью.

Таблица 1. Многопостовые сварочные выпрямители типа ВДМ, технические характеристики
Параметры
Номинальная сила сварочного тока, А
1201 УЗ
Номинальный режим работы ПН, %
1601 УЗ
1250
100
Номинальное рабочее напряжение, В
1600
60
Напряжение холостого хода, В
100
60
70
КПД, %, не менее
Масса, кг
70
89
380
90
Число постов
500
8
Номинальная сила тока поста при ПН-60 %, А
9
315
315

Каждый пост подключается к источнику питания (магистрали) последовательно через балластный реостат, обеспечивающий получение падающих внешних характеристик и регулирование сварочного тока.
Рис.4 Балластный реостат
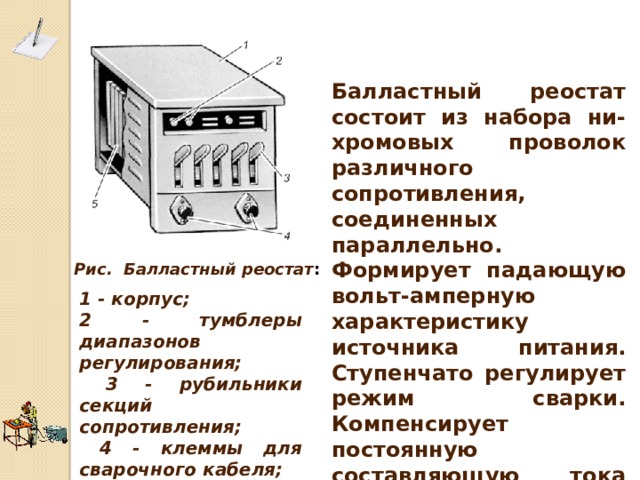
Балластный реостат состоит из набора ни- хромовых проволок различного сопротивления, соединенных параллельно. Формирует падающую вольт-амперную характеристику источника питания. Ступенчато регулирует режим сварки. Компенсирует постоянную составляющую тока при сварке от трансформатора.
Рис. Балластный реостат :
1 - корпус;
2 - тумблеры диапазонов регулирования;
3 - рубильники секций сопротивления;
4 - клеммы для сварочного кабеля;
5 - секции нихромовой проволоки или ленты

Таблица 2.Технические данные балластного реостата типа РБ-302
Номинальная сила сварочного тока, А, при ПН-60%.................. 315
Пределы регулирования силы тока (при падении напряжения на зажимах реостата 30 В), А....... 6-315
Разница между силой тока соседних ступеней, А, не более............. 6
Масса, кг...................... 29,5

Для сварки покрытыми электродами применяют выпрямители ВКСМ-1000, ВДМ-1601, ВДМ-6302, ВДМ-6303С, ВДМ-1202С с балластными реостатами РБ-306 и РБ-500.

Четырехпостовой выпрямитель ВДМ-4х301 УЗ имеет падающие внешние характеристики с тремя различными наклонами (0,2; 0,4; 0,7 В/А) и предназначен для питания четырех постов ручной дуговой сварки током обратной полярности. Может работать как двупостовой источник питания с силой тока поста до 500 А. Снабжен ограничителем напряжения холостого хода. Выпрямитель может использоваться в составе передвижных сварочных агрегатов.

Таблица 3. Технические показатели выпрямителя ВДМ-4х301 УЗ
Число постов................... 4
Номинальная сила тока поста, А . . . . 315
ПН поста, %................... 60
Коэффициент одновременности работы постов........................ 1
Номинальное рабочее напряжение поста, В ........... 33
Напряжение холостого хода, В...... 80
Пределы регулирования силы сварочного тока, А........................ 60-315
Пределы регулирования рабочего напряжения, В...................... 22-32
КПД, %, не менее............... 65
Масса, кг...................... 710

Многопостовые выпрямители для механизированной сварки в углекислом газе
Многопостовые выпрямители для механизированной сварки в углекислом газе предназначены для централизованной системы питания сварочных постов. Выпрямители имеют жесткую внешнюю характеристику. Регулирование напряжения на постах производится автономно при помощи балластных реостатов тин РБГ-302. В большинстве случаев наклон внешней статической характеристики должен находиться в предела 0,07-0,12 В/А.

При сварке в вертикальном положении на токах до 200 А сварочные посты дополнительно оборудуются дросселями с индуктивностью 300 мкГн, включаемыми последовательно с балластными реостатами. При наличии на цеховом шинопроводе одного неизменного напряжения применение балластных реостатов ограничивает диапазон регулирования и сварочные посты вынуждены работать в близких по току режимах. Для расширения диапазона регулирования система питания должна иметь в цехе распределительные шинопроводы низкого и повышенного напряжения. На каждый шинопровод в этом случае будут работать выпрямители со своим выходным напряжением. Рассмотренная система питания также имеет повышенный расход электроэнергии и невысокий КПД сварочного поста.

Для сварки в среде углекислого газа используют выпрямители ВМГ-5000 с реостатами РБГ-502, а также многопостовые генераторы постоянного тока (ГСО-500) и трансформаторы.

Многопостовым выпрямителем для механизированной сварки является выпрямитель типа ВМГ-5000, предназначенный для централизованного питания постов при многопостовой сварке в углекислом газе.
Может быть использован и при сварке под флюсом или наплавке, может одновременно питать 30 сварочных постов (сила тока поста 315 А) при сварке в СO2. При силе тока поста 400 и 500 А число постов, питающихся от одного выпрямителя, соответственно уменьшается.
Выпрямитель имеет жесткую внешнюю характеристику вследствие низкого внутреннего сопротивления (0,3... 0,9)10-3 Ом, что исключает взаимное влияние сварочных постов при работе.

Получение падающих (крутопадающих) характеристик и регулирование режима сварки на отдельных постах осуществляется балластными реостатами. Каждый выпрямитель типа ВМГ-5000 поставляется комплектно с 30-ю балластными реостатами, выполненными на базе серийного балластного реостата РБ-501. При сварке на вертикальной поверхности и в случае тонкого металла в цепь поста рекомендуется последовательно с балластным реостатом включить дроссель ОИ-105, который поставляется при необходимости комплектно с выпрямителем ВМГ-5000.

Выпрямитель питает шинопровод, разведенный по цеху, обычно на два плеча, длиной не более 75 м каждый, к которым подключено по 15 сварочных постов. Расчет шинопровода производится не по плотности силы тока, а по падению напряжения. Предельное падение напряжения на конце шинопровода не должно превышать 2 В. Выпрямитель ВМГ-5000, шинопровод, балластные реостаты, и дроссели составляют систему многопостового питания.

Таблица3. Многопостовой сварочный выпрямитель ВМГ-5000. Технические характеристики.
Номинальная сила выпрямленного тока, А, при ПН-100%............ 5000
Выпрямленное напряжение (по ступеням), В..................... 30, 35, 40, 50, 60
Максимальная потребляемая мощность, кВА................. 317
Максимальная сила первичного тока, А ............. 480
Число сварочных постов........... 30
Сила тока поста, А............... 315
Коэффициент одновременности работы постов................... 0,53
КПД, %, не менее................ 92
Масса, кг...................... 2490
Габаритные размеры, мм 1500 х 1150 х 1685

Таблица4. Балластный реостат. Технические характеристики.
Номинальная сила сварочного тока, А, при ПН-60%............. 315
Число ступени регулирования (семь рубильников)............... 58
Пределы регулирования сопротивления, Ом............ 0,0266...0,75
Масса, кг...................... 50
Таблица5. Дроссель. Технические характеристики.
Номинальная сила сварочного тока, А....................... 315
Индуктивность, МГн, не менее...... 0,3
Род тока...................Постоянный
Масса, кг...................... 40
Многопостовой сварочный выпрямитель Патон ВДУ-1202П (ВДУ-1202П)
предназначен для автоматической и полуавтоматической сварки в среде защитных газов и под флюсом, а также ручной дуговой сварки штучными электродами всех типов.
Плавное регулирование напряжение и тока сварки осуществляется с помощью электронного блока управления.
Рис.5 Многопостовой сварочный выпрямитель Патон ВДУ-1202П (ВДУ-1202П)

Выпрямитель имеет отличные сварочные свойства: стабильное горение дуги, малое разбрызгивание металла.
Может применяться как многопостовой источник питания при комплектации балластными реостатами или чёпперами.
Питание выпрямителя - от трехфазной сети переменного тока с номинальным напряжением 380 В, частотой 50-60 Гц.
Высококачественный универсальный сварочный выпрямитель ВДУ-1202П предназначен для автоматической и полуавтоматической сварки в среде защитных газов и под флюсом, а также ручной дуговой сварки штучными электродами всех типов. Плавное регулирование напряжение и тока сварки осуществляется с помощью электронного блока управления. Питание выпрямителя - от трехфазной сети переменного тока с номинальным напряжением 380 В, частотой 50-60 Гц.
Выпрямитель имеет отличные сварочные свойства: стабильное горение дуги, малое разбрызгивание металла. Может применяться как многопостовой источник питания при комплектации балластными реостатами или чёпперами.
Рис. 6 Выпрямитель с электронным регулированием ВДУ-1202П
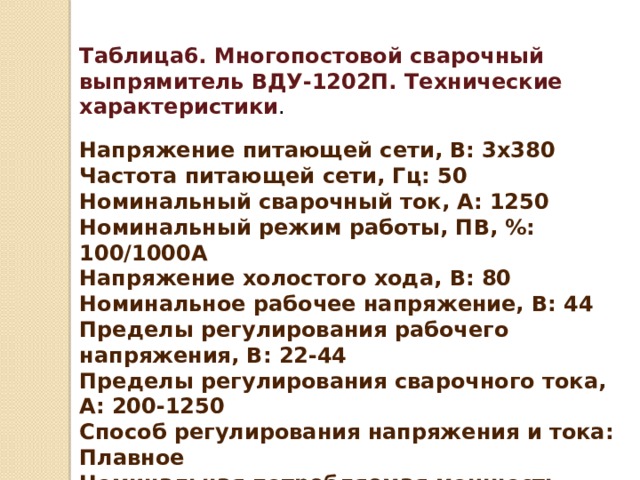
Таблица6. Многопостовой сварочный выпрямитель ВДУ-1202П. Технические характеристики .
Напряжение питающей сети, В: 3х380
Частота питающей сети, Гц: 50
Номинальный сварочный ток, А: 1250
Номинальный режим работы, ПВ, %: 100/1000А
Напряжение холостого хода, В: 80
Номинальное рабочее напряжение, В: 44
Пределы регулирования рабочего напряжения, В: 22-44
Пределы регулирования сварочного тока, А: 200-1250
Способ регулирования напряжения и тока: Плавное
Номинальная потребляемая мощность, кВА: 112
Номинальный первичный ток, А: 170
Габаритные размеры, мм: 1070х700х800
Масса, кг: 500

Наряду с многопостовыми системами питания, имеющими общий шинопровод и постовые балластные реостаты, существуют многопостовые сварочные выпрямители с тиристорным регулированием тока и напряжения на каждом посту. В этом случае выпрямительные установки могут размещаться на различных сварочных участках, образуя при необходимости местные системы многопостового питания. При сохранении всех преимуществ однопостовых выпрямителей снижаются масса и габариты установок, повышается КПД поста, улучшаются эксплуатационные возможности. Многопостовые источники питания с тиристорным регулированием имеют единый трансформатор питания и независимые тиристорные выпрямительные блоки с самостоятельными устройствами фазового управления.

Вывод: При больших объемах сварочных работ рационально использовать многопостовые сварочные выпрямители, преобразователи или трансформаторы.

Благодарю
за внимание!








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

