
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 08.09.2025 19:21

Шишкина Людмила Николаевна
Преподаватель спецпредметов
66 лет
Местоположение
Специализация
Презентация к учебному занятию на тему: "Основные элементы сборочного оборудования. Установочные элементы."
Категория:
Технология
23.01.2020 11:40

Просмотр содержимого документа
«Презентация к учебному занятию на тему: "Основные элементы сборочного оборудования. Установочные элементы."»

ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ
«АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ
«ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Основные элементы сборочного оборудования
МДК 01.02 Основное оборудование для производства сварных конструкций
Специальность: 22.02.02 Сварочное производство, 1-й год обучения
Разработала: преподаватель высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна

Тема 3.3: Оборудование для комплексной механизации и автоматизации сборки сварных конструкций
Тема урока: Установочные элементы

Установочные детали (опоры, упоры, пальцы, призмы, установочные конусы, постели) образуют базовые поверхности приспособлений и обеспечивают правильную ориентацию деталей в них в соответствии с правилом шести опорных точек.

Установочные элементы различают по назначению — для разных поверхностей собираемых деталей и по конструктивному исполнению.
По назначению они в основном делятся на упоры (для установки деталей по базовым поверхностям), установочные пальцы (фиксаторы) и оправки (для установки деталей по отверстиям), призмы (для установки цилиндрических деталей по наружной поверхности), накладные кондукторы (шаблоны) для установки деталей свариваемого узла по другим, ранее установленным деталям этого же узла.

Упоры приспособлений разделяют на основные и вспомогательные .
Основные упоры определяют положение детали в пространстве, лишая ее всех или нескольких степеней свободы (как правило, они жестко закрепляются в корпусе приспособления запрессовкой или сваркой),
вспомогательные — предназначены для придания детали дополнительной жесткости и устойчивости, например, в тех случаях, когда деталь может опрокинуться или из-за малой жесткости деформироваться.

Основными упорами сборочно-сварочных приспособлений могут быть опорные штыри с плоской, сферической и насеченной головками.
Вспомогательные упоры индивидуально подводят к установленной детали и закрепляют, в результате чего они превращаются в дополнительные жесткие упоры.

Рис. 1 Опорные штыри с головкой:
а- плоской; б-сферической; в- насечной.
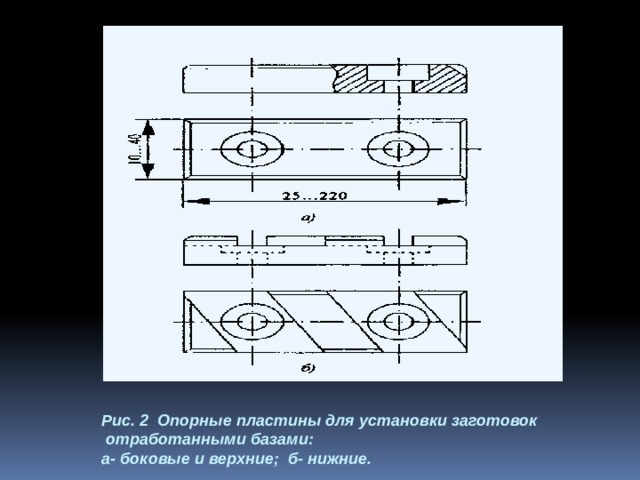
Рис. 2 Опорные пластины для установки заготовок
отработанными базами:
а- боковые и верхние; б- нижние.

Рис.3 Призмы:
а-опорная; б-узкая для установки длинной заготовки;
в- с запрессованными штырями-1.

Детали больших размеров с обработанными базовыми плоскостями устанавливают на пластины , а детали небольших и средних размеров — на штыри.
Регулируемые винтовые упоры, могут пригоняться как основные и как вспомогательные упоры.
Вспомогательные упоры не влияют на точность базирования деталей.

Упоры устанавливаются для фиксирования деталей по боковым поверхностям. В качестве упоров, размещаемых по контуру монтируемой детали, могут использоваться прямоугольные планки, штыри, ребра.
Упоры могут быть:
- постоянными;
- поворотными;
- откидными;
- отводными;
- съемными с рифленой, сферической или плоской базовой поверхностью.

Рис.4 Упоры:
постоянные (а), съемные (б),
откидные (в—б),
отводные (е), поворотные (ж)

Постоянные упоры наиболее распространены и представляют собой обычно обработанные пластинки, стойки, угольники.
Постоянные упоры крепятся на корпусе приспособления с помощью винтов или сварки. Для повышения износостойкости рабочие поверхности упоров упрочняют термообработкой или наплавкой.

Упоры приваривают к основанию приспособления или привинчивают с фиксацией штифтами.
Съемные упоры используют в случаях, когда постоянный упор затрудняет свободную установку детали в приспособлении или съем сварного узла. Тогда же применяют откидные, отводные и поворотные упоры, которые в эксплуатации значительно удобнее, чем съемные.

Для установки деталей одновременно по двум поверхностям служат угловые упоры (рис.4 а).
Упоры могут быть силовыми (расположенными в направлении действия основных усилий, возникающих в процессе закрепления деталей и их сварки) и направляющими.
Так как точный учет нагрузок на упоры, особенно возникающих во время сварки, весьма затруднен, то конструкции силовых упоров имеют значительный запас прочности.

Упоры обычно изготовляют из стали Ст5 или 45 , их рабочие поверхности подвергают закалке до твердости ИКС 40—45.
Упоры, расположенные в горизонтальной плоскости, обычно называют опорами.

Установочные пальцы (фиксаторы) и оправки выполняют постоянными (рис. 5, а), съемными (рис. 5, б, в), откидными (рис. 25, г) и отводными (рис. 5, д).
Рис.5 Установочные пальцы

Постоянные фиксаторы жестко закреплены на приспособлении с помощью сварки, запрессовки или крепежной резьбы.
Съемные фиксаторы могут быть:
- дельными (рис. 5, б) или разрезными;
- (рис. 5, в) —пружинящими.
Съемные, отводные и откидные фиксаторы используют, если применение постоянного фиксатора затрудняет установку или съем деталей.

Отводной фиксатор (рис. 5, д) состоит из корпуса 1 с направляющей втулкой 2, пальца 8 и шарикового запорного механизма 4 Для направления и ограничения движения пальца служит винт 5.
Корпус фиксатора крепится к основанию сборочного приспособления. Запорный механизм обеспечивает неподвижное положение фиксатора в отведенном (исходном) и выдвинутом (рабочем) положениях. Разрезные фиксаторы облегчают их отвод после сварки.

Установочные элементы обеспечивают правильную установку деталей сварного узла в сборочных приспособлениях.
К ним предъявляются следующие требования:
а) обеспечение требуемой точности при установке деталей;
б) возможность удобной установки деталей в сборочное приспособление;
в) возможность удобной сварки, т. е. доступность к местам прихваток (для сборочных приспособлений) и сварки (для сборочно-сварочных приспособлений);
г) необходимая прочность и жесткость, предотвращающая деформацию изделий во время сварки;
д) возможность свободного съема сваренного изделия с приспособления.

СПАСИБО
за работу на уроке!






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

