

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Техника сварки угловых швов в нижнем положении"

Просмотр содержимого документа
«Презентация к уроку "Техника сварки угловых швов в нижнем положении"»

ТЕМА УРОКА:
ТЕХНИКА СВАРКИ УГЛОВЫХ ШВОВ В НИЖНЕМ ПОЛОЖЕН ИИ

ЦЕЛИ УРОКА:
- образовательная: изучить технику сварки угловых швов в нижнем положении;
- развивающая: развить способность выбирать положение и способ сварки в зависимости от вида конструкции;
- воспитательная: воспитать трудолюбие и ответственное отношение к выполняемой работе.

Актуализация опорных знаний:
1. Назовите виды сварочных соединений.
2. Как классифицируются сварные швы?
3. Какие виды сборочно-сварочных приспособлений Вы знаете?
4. Расскажите про прямую и обратную полярность.
5. Для чего совершают колебательные движения электродом?

Выполнение сварочных работ требует строгого выполнения технологии изготовления сварной конструкции, которая включает в себя и выбор положения сварки, наиболее удобный для сварщика, технику и режимы сварки. Для правильного выбора этих позиций необходимо знать требования техники безопасности, видя электродов и способов изготовления конструкции, которые позволяют рационально организовать производственный процесс.

При выполнении угловых швов наклонным электродом жидкий металл под действием гравитационной силы стремится стекать на нижнюю плоскость.

Поэтому выполнение этих швов лучше производить «в лодочку» электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.


а – в симметричную «лодочку»; б - в несимметричную «лодочку»

В лодочку (сварка только угловых швов)
углы 30, 45, 60 °.

Сварка «в лодочку» угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не дол жен превышать 10% толщины листа

Сборка углового соединения.
45 °
пластина
электрод
90 °
электрод
собираем на двух прихватках

Сварка углового соединения.
электрод
15 °-30°
ниточный шов
анимация

Сварка углового соединения с колебательными движениями электродом.
колебательные движения
электрод
15 °-30°
ширина шва 3-4 диаметра электрода
90 °
анимация
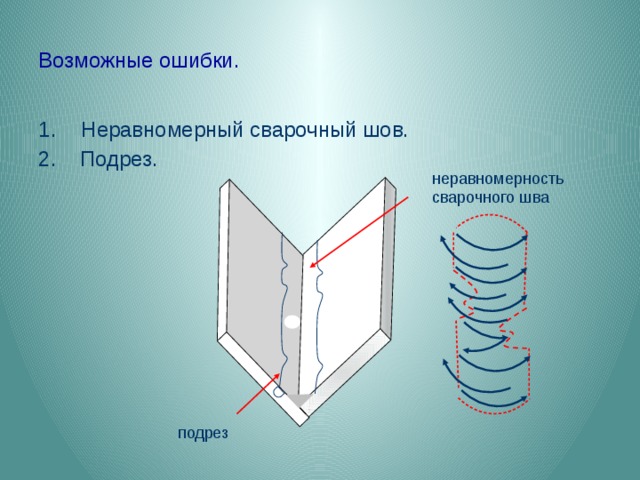
Возможные ошибки.
- Неравномерный сварочный шов.
2. Подрез.
неравномерность сварочного шва
подрез

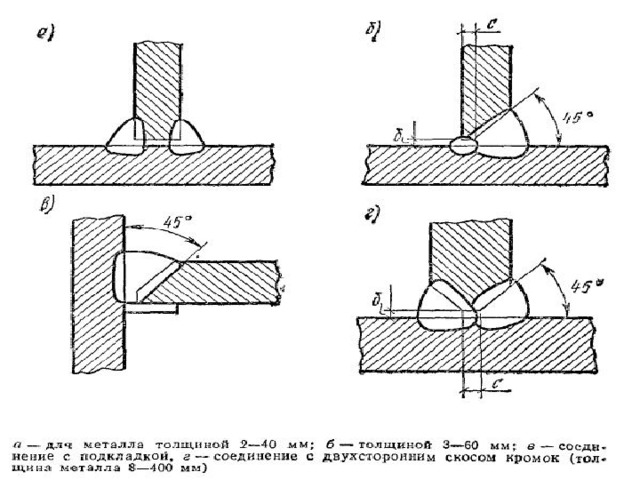
Не всегда можно установит сварное изделие для сварки «в лодочку» тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа.

в – в угол; г – с оплавлением кромки

Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45° к поверхности листов и производить поперечны движения треугольником без задержки или с задержками в корне шва.
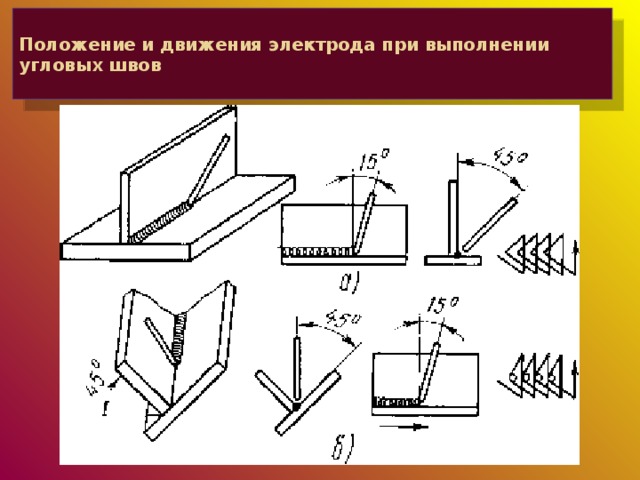
Положение и движения электрода при выполнении угловых швов

В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.




Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений

Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается с задержкой электрода в корне шва.

Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.


Закрепления полученных знаний :
- Сложности, возникающие при сварке угловых швов.
- Наиболее удобное положение сварки углового шва.
- Виды колебательных движений электрода.
- Оптимальный угол наклона электрода.
- Какие электроды нужны для сварки в «лодочку»?

ДОМАШНЕЕ ЗАДАНИЕ
Закрепить пройденный материал по конспекту и рекомендованной литературе.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

