
Россия, Петровск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 07.03.2025 09:12

Мазилкин Максим Андреевич
преподаватель специальных дисциплин
37 лет
Местоположение
Специализация
Презентация на урок "Техника выполнения сварных швов"
Категория:
Прочее
16.03.2018 12:26

Просмотр содержимого документа
«Презентация на урок "Техника выполнения сварных швов"»
Государственное бюджетное профессиональное образовательное учреждение Саратовской области Петровский агропромышленный лицей
СВАРОЧНОЕ ДЕЛО
ТЕХНИКА ВЫПОЛНЕНИЯ СВАРНЫХ ШВОВ
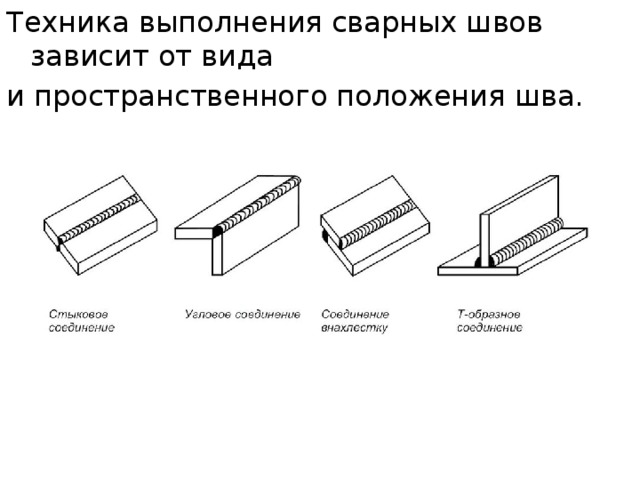
Техника выполнения сварных швов зависит от вида
и пространственного положения шва.
НИЖНИЕ ШВЫ
Нижние швы наиболее удобны для выполнения,
так как расплавленный металл электрода под
действием силы тяжести стекает в кратер и не
вытекает из сварочной ванны, а газы и шлак
выходят на поверхность металла. Поэтому по
возможности следует вести сварку в нижнем
положении. Стыковые швы без скоса кромок
выполняют наплавкой вдоль шва валика с
небольшим уширением. Необходимо хорошее
проплавление свариваемых кромок.

Шов делают с усилением ( выпуклость шва до 2
мм ). После проварки шва с одной стороны
изделие переворачивают и, тщательно очистив от
подтеков и шлака, заваривают шов с другой
стороны.
Сварку стыковых швов с V -образной разделкой при
толщине кромок до 8 мм производят в один слой,
а при большой толщине в два слоя и более.
Первый слой наплавляют высотой 3 … 5
мм электродом диаметром 3 … 4 мм .
Последующие слои выполняют электродом
диаметром 4…5 мм .
Перед наплавкой очередного слоя необходимо
тщательно очистить металлической щеткой
разделку шва от шлака и брызг металла. После
заполнения всей разделки шва изделие
переворачивают и выбирают небольшую канавку в
корне шва, которую затем аккуратно заваривают.
При невозможности подварить шов с обратной
стороны следует особенно аккуратно проварить
первый шов. Стыковые швы с Х -образной
разделкой выполняют аналогично многослойным
швам с обеих сторон разделки.

Угловые швы в нижнем положении лучше
выполнять в положении « лодочка ».
Если изделие не может быть так
установлено, необходимо особенно
тщательно обеспечить хороший провар корня шва
и свариваемых кромок. Сварку следует начинать с
поверхности нижней кромки и затем переходить
через разделку шва на вертикальную кромку.
При наложении многослойного шва первый валик
выполняют ниточным швом электродом
диаметром 3 … 4 мм . При этом необходимо
обеспечить хороший провар корня шва. Затем
после зачистки разделки наплавляют
последующие слои.
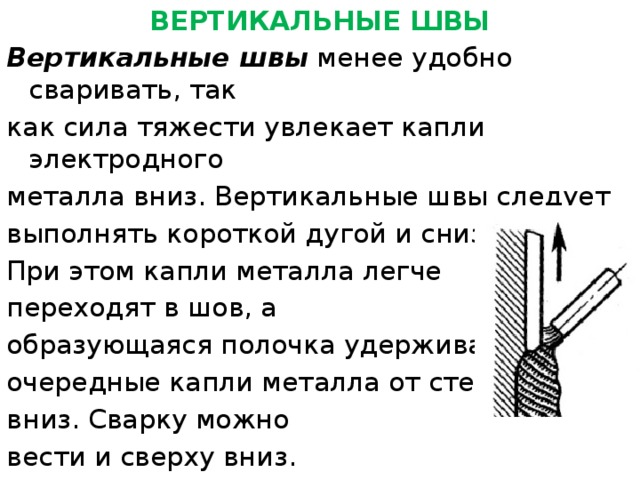
ВЕРТИКАЛЬНЫЕ ШВЫ
Вертикальные швы менее удобно сваривать, так
как сила тяжести увлекает капли электродного
металла вниз. Вертикальные швы следует
выполнять короткой дугой и снизу вверх.
При этом капли металла легче
переходят в шов, а
образующаяся полочка удерживает
очередные капли металла от стекания
вниз. Сварку можно
вести и сверху вниз.

При этом дугу следует зажигать при положении
электрода, перпендикулярном плоскости изделия
(положение I ). После образования первых капель
металла электрод наклоняют вниз II и сварку
выполняют возможно короткой дугой. Рекомендуется
применять электроды диаметром 4… 5 мм при несколько
пониженном сварочном токе ( 150… 170 А ) .
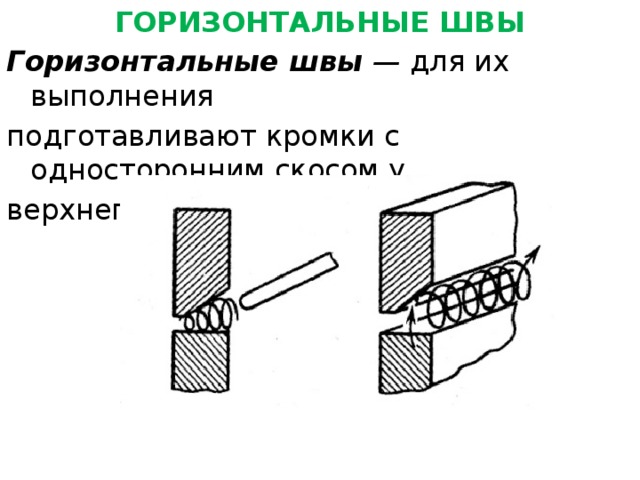
ГОРИЗОНТАЛЬНЫЕ ШВЫ
Горизонтальные швы — для их выполнения
подготавливают кромки с односторонним скосом у
верхнего листа .
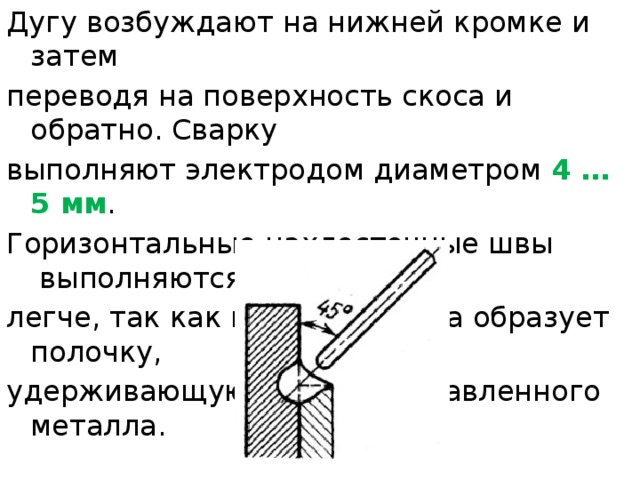
Дугу возбуждают на нижней кромке и затем
переводя на поверхность скоса и обратно. Сварку
выполняют электродом диаметром 4 … 5 мм .
Горизонтальные нахлесточные швы выполняются
легче, так как нижняя кромка образует полочку,
удерживающую капли расплавленного металла.

ПОТОЛОЧНЫЕ ШВЫ
Потолочные швы наиболее трудно выполнимы и
поэтому требуют высокой квалификации
сварщика. Применяют электроды диаметром не
более 5 мм при уменьшенном сварочном токе.
Следует применять тугоплавкое покрытие
электрода, образующее « чехольчик », в котором
удерживается расплавленный металл электрода.
Дуга должна быть как можно короче для
облегчения перехода капель металла электрода в
кратер шва.

Выбор способа и порядка выполнения сварных
швов зависит главным образом от толщины
металла и протяженности шва. При сварке
тонколистовой стали необходимо строгое
соблюдение техники выполнения сварных швов.
Особую опасность представляют сквозные
прожоги и проплавление металла.

Сталь толщиной 0,5 … 1,0 мм
следует сваривать
внахлестку с проплавлением
через верхний лист
или встык с укладкой между
свариваемыми кромками
стальной полосы .
Во втором случае расплавление кромок должно
происходить при косвенном воздействии дуги.
Сварку производят на пониженных режимах.

Сварку ведут на массивных теплоотводящих
медных подкладках. Такой способ теплоотвода
предохраняет металл от сквозного прожога и способствует
хорошему формированию шва. Тонколистовую сталь
можно сваривать с отбортовкой кромок . Сварку
производят постоянным током неплавящимся электродом
(угольным или графитовым) диаметром 6… 10 мм при
сварочном токе 120… 160 А .
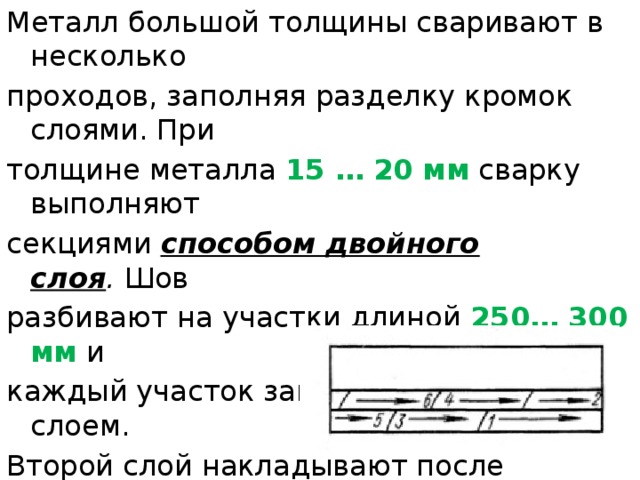
Металл большой толщины сваривают в несколько
проходов, заполняя разделку кромок слоями. При
толщине металла 15 … 20 мм сварку выполняют
секциями способом двойного слоя . Шов
разбивают на участки длиной 250… 300 мм и
каждый участок заваривают двойным слоем.
Второй слой накладывают после удаления шлака
по неостывшему первому.
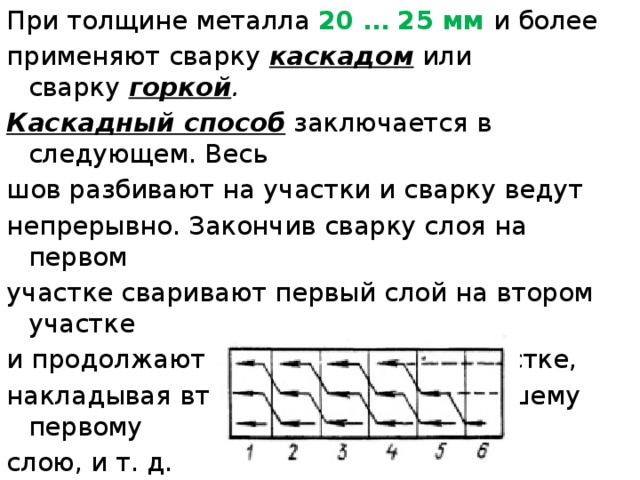
При толщине металла 20 … 25 мм и более
применяют сварку каскадом или сварку горкой .
Каскадный способ заключается в следующем. Весь
шов разбивают на участки и сварку ведут
непрерывно. Закончив сварку слоя на первом
участке сваривают первый слой на втором участке
и продолжают сварку на первом участке,
накладывая второй слой по неостывшему первому
слою, и т. д.

Сварка горкой является разновидностью
сварки каскадом , обычно выполняется двумя
сварщиками одновременно и ведется от середины
шва к краям. Такие способы сварки обеспечивают
более равномерное распределение температуры
и значительное снижение сварочных деформаций.

Способы выполнения сварных швов по длине
зависят от их протяженности. Условно принято
различать:
короткие швы длиной до 250 мм ,
средние швы длиной 250… 1000 мм
длинные швы протяженностью более 1000 мм .

Короткие швы выполняют сваркой на проход
Швы средней длины сваривают либо от середины
к краям
либо обратноступенчатым способом
Длинные швы сваривают
также обратноступенчатым способом
Сварка при низких температурах отличается
следующими основными особенностями. Стали
изменяют свои механические свойства,
понижается ударная вязкость и уменьшается угол
загиба, ухудшаются пластические свойства и
несколько повышается хрупкость, а отсюда
склонность к образованию трещин. Это особенно
заметно у сталей, содержащих углерод более 0,3% , а
также у легированных сталей, склонных к закалке.
Металл сварочной ванны охлаждается значительно
быстрее, а это приводит к повышенному содержанию
газов и шлаковых включений и, как следствие, — к
снижению механических свойств металла шва.

В связи с этим установлены следующие
ограничения сварочных работ при низкой
температуре. Сварка стали толщиной более 40
мм при температуре 0°С допускается только с
подогревом. Подогрев необходим для сталей
толщиной 30…40 мм при температуре ниже —
10°С , для сталей толщиной 16… 30 мм при
температуре ниже — 20°С и для сталей толщиной
менее 16 мм при температуре ниже — 30°С .
Для подогрева применяют горелки, индукционные
печи и другие нагревательные устройства. Сварочный
ток на 15…20% выше нормального. Рабочее место
должно быть защищено от ветра и снега.
СПАСИБО ЗА ВНИМАНИЕ!!!







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

