Россия, Вельск, Архангельская область


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 12.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 22.03.2023 11:48

Ломунова Марина Альбертовна
Мастер п/о, преподаватель
63 года
Местоположение
Специализация
Презентация по теме "Обработка отверстий"
Категория:
Прочее
21.01.2021 22:58

Просмотр содержимого документа
«Презентация по теме "Обработка отверстий"»

Тема : Обработка
отверстий
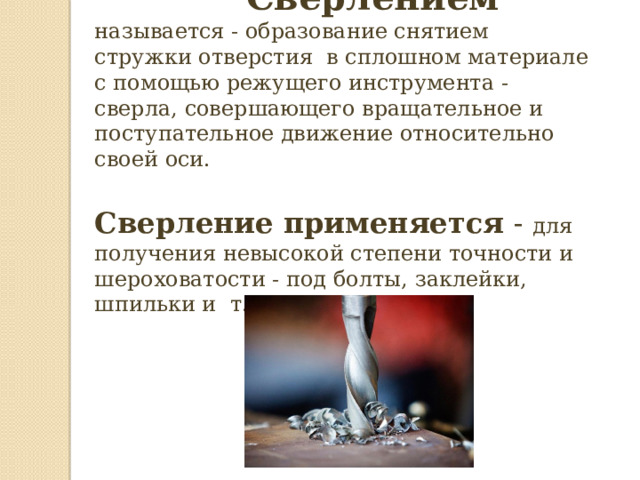
Сверлением называется - образование снятием стружки отверстия в сплошном материале с помощью режущего инструмента - сверла, совершающего вращательное и поступательное движение относительно своей оси.
Сверление применяется - для получения невысокой степени точности и шероховатости - под болты, заклейки, шпильки и т.д.
Рассверливание - это
разновидность сверления и применяется для увеличения диаметра ранее просверленного отверстия.
- В качестве инструмента, так же, как и для сверления, применяют сверло.
- Не рекомендуется рассверливать отверстия, полученные в заготовках методами литья, ковки или штамповки .


- Сверло состоит из рабочей (режущей) части цилиндрической формы и хвостовика
- Канавки служат - для выхода стружки
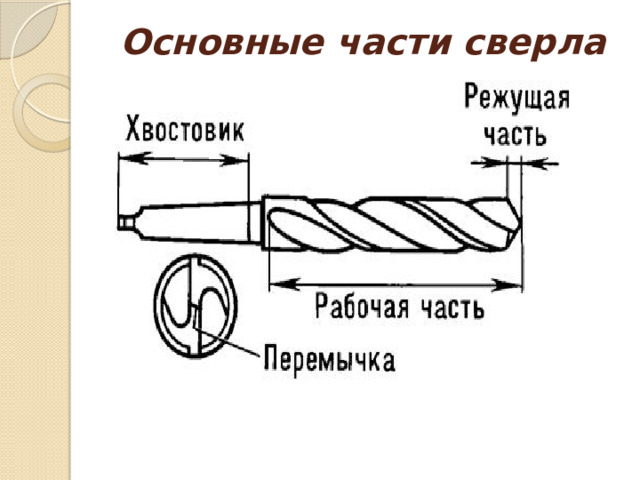
Основные части сверла
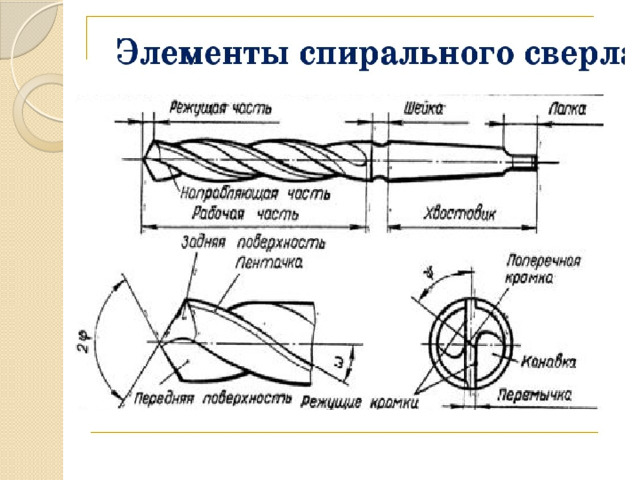

Режущая часть сверла

Сверла разделяются на
- Спиральные
- с прямыми канавками
- перовые для глубокого, кольцевого сверления
- центровочные

Конические хвостовики –
сверла d 6-80мм.
Цилиндрические -
Комбинированные сверла - сверло- зенковка, сверло - развертка, сверло-метчик .




Коронки для сверления
Для того чтобы проделать отверстие в определенном покрытии, необходимо использовать коронки. Однако и их тоже нужно выбрать правильно, основываясь на определенных параметрах. В настоящее время используется три основных вида материала для создания коронок - это алмаз, победит и карбидо-вольфрам. Особенностью алмазной коронки стало то, что она осуществляет безударное сверление. В таком случае получается более правильная геометрия отверстия.
Основными преимуществами алмазных насадок стало следующее: возможность резки железобетонных материалов, низкий уровень шума и пыли, отсутствие нарушения структуры конструкции, так как технология не использует ударное усилие.

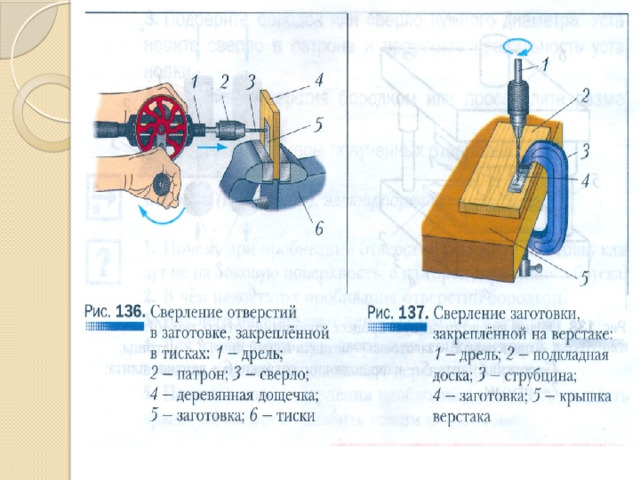
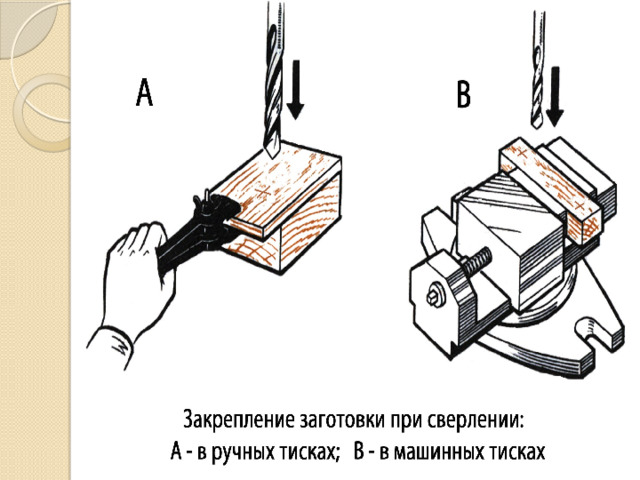
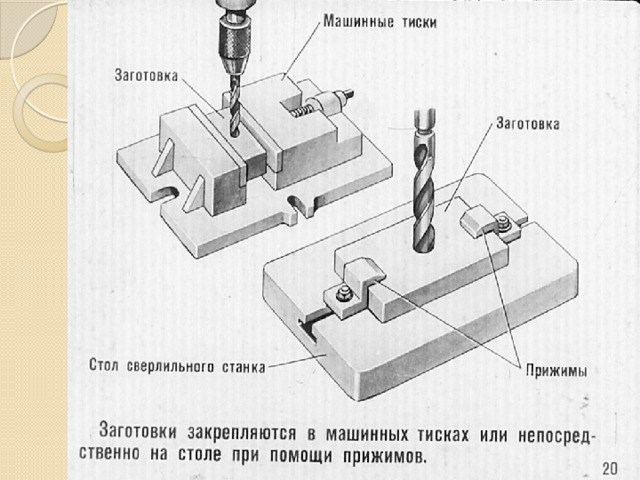
Закрепление сверла в патроне


Для обеспечения точности при сверлении, детали закрепляют прочно на столе в тисках или других приспособлений.
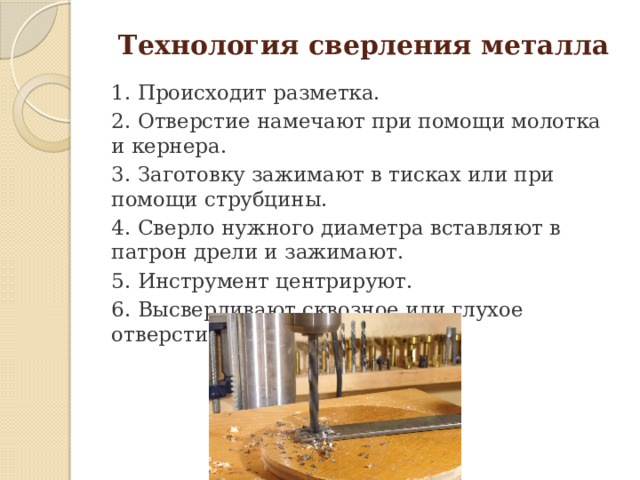
Технология сверления металла
1. Происходит разметка.
2. Отверстие намечают при помощи молотка и кернера.
3. Заготовку зажимают в тисках или при помощи струбцины.
4. Сверло нужного диаметра вставляют в патрон дрели и зажимают.
5. Инструмент центрируют.
6. Высверливают сквозное или глухое отверстие.
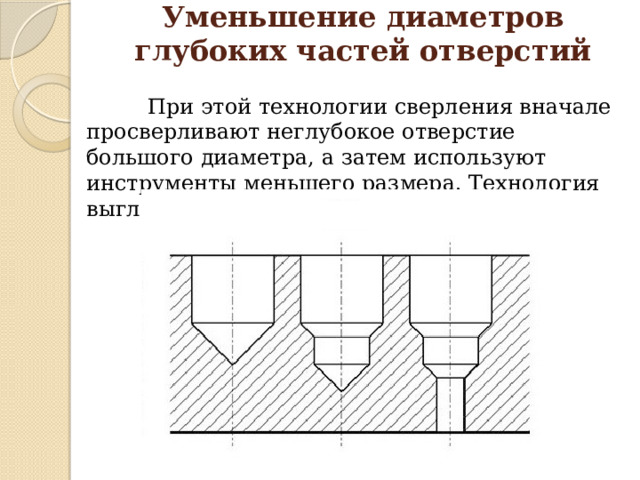
Уменьшение диаметров глубоких частей отверстий
При этой технологии сверления вначале просверливают неглубокое отверстие большого диаметра, а затем используют инструменты меньшего размера. Технология выглядит так.
Технология глубокого сверления металла
- Глубоким называется сверление в металле отверстия, длина которого в 25 и более раз превышает диаметр. Эта операция требует принудительного периодического удаления стружки и применения смазочно-охлаждающих жидкостей (СОЖ). Они нужны для охлаждения инструмента и заготовки для исключения поломки и деформации.
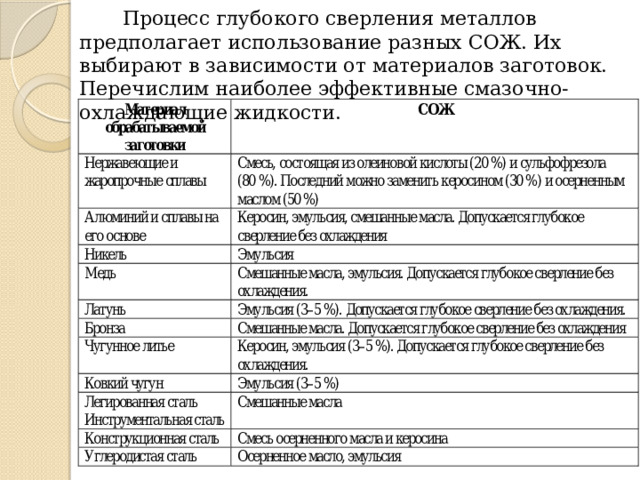
Процесс глубокого сверления металлов предполагает использование разных СОЖ. Их выбирают в зависимости от материалов заготовок. Перечислим наиболее эффективные смазочно-охлаждающие жидкости.
- Для глубокого сверления чаще всего применяют спиральные и корончатые сверла по металлу. СОЖ добавляют вручную или при помощи систем автоматической подачи, которыми оснащены специализированные станки.
- Технология глубокого сверления металла не предполагает спешки. Периодически процесс останавливают, извлекают сверло и принудительно удаляют стружку. При использовании спиральных инструментов, глубокое сверление проводят поэтапно, постепенно расширяя отверстие до нужного диаметра.
Технология сверления толстых листов металла
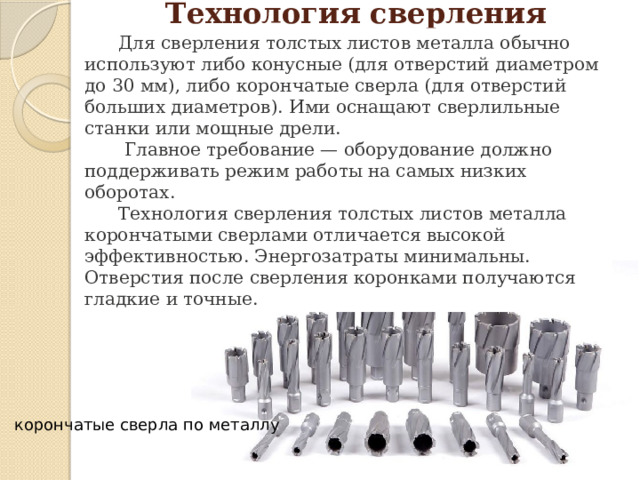
Для сверления толстых листов металла обычно используют либо конусные (для отверстий диаметром до 30 мм), либо корончатые сверла (для отверстий больших диаметров). Ими оснащают сверлильные станки или мощные дрели.
Главное требование — оборудование должно поддерживать режим работы на самых низких оборотах.
Технология сверления толстых листов металла корончатыми сверлами отличается высокой эффективностью. Энергозатраты минимальны. Отверстия после сверления коронками получаются гладкие и точные.
корончатые сверла по металлу

Технология сверления тонких листов металла
Для сверления тонких листов металла обычно применяют конусные сверла. При такой технологии диаметр увеличивается постепенно. Листы не деформируются.
Сверление тонких листов металла стандартными конусными сверлами
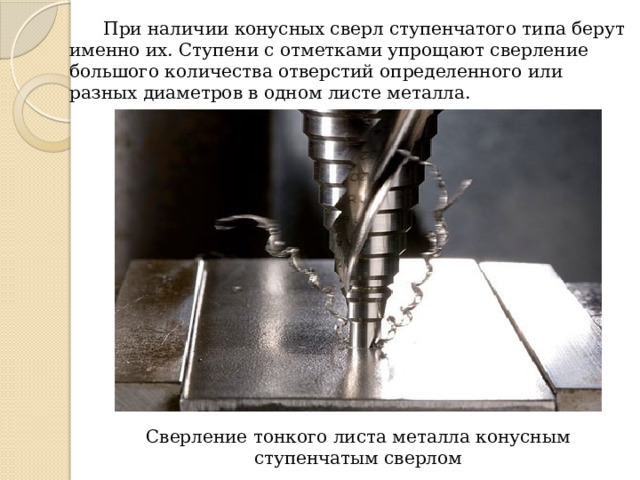
При наличии конусных сверл ступенчатого типа берут именно их. Ступени с отметками упрощают сверление большого количества отверстий определенного или разных диаметров в одном листе металла.
Сверление тонкого листа металла конусным ступенчатым сверлом

При сверлении тонколистового металла обычное спиральное сверло сминает и рвет заготовку. В этом случае применяют сверла со специальной заточкой
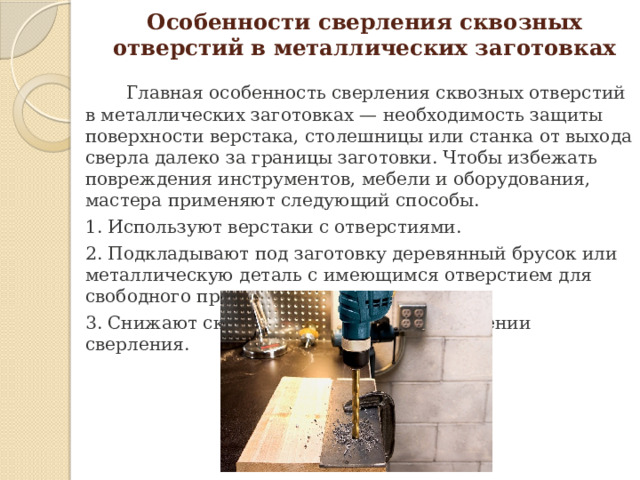
Особенности сверления сквозных отверстий в металлических заготовках
Главная особенность сверления сквозных отверстий в металлических заготовках — необходимость защиты поверхности верстака, столешницы или станка от выхода сверла далеко за границы заготовки. Чтобы избежать повреждения инструментов, мебели и оборудования, мастера применяют следующий способы.
1. Используют верстаки с отверстиями.
2. Подкладывают под заготовку деревянный брусок или металлическую деталь с имеющимся отверстием для свободного прохода сверла.
3. Снижают скорость резания при завершении сверления.

Особенности сверления глухих отверстий в металлических заготовках
Глухие отверстия просверливают на определенную глубину. Для ее установки есть следующие методы.
1. Использование линеек, имеющихся на станках.
2. Установка на сверла втулочных упоров.
3. Ограничение длины сверл при помощи патронов с регулируемыми упорами.
сверло с установленным втулочным упором

Сверление квадратных отверстий в металле
Для сверления квадратных отверстий применяют специальные сверла Уаттса. Они отличаются от обычных инструментов рабочими частями, имеющими особую конструкцию. В ее основе – треугольник Рело.
Сверло Уаттса и профиль его рабочей части
Кроме обработки заготовок сверлами Уаттса для получения квадратных отверстий в металле используют следующие методы и технологии.
1. Лазерная резка. Это наиболее эффективный способ получения квадратных отверстий в металле с заданными параметрами. Точность находится на максимальном уровне. Лазерная резка квадратных отверстий производится на сложных и дорогостоящих станках с ЧПУ.
2. Применение обычных сверл и напильников. Метод выглядит так.
1). На поверхность заготовки наносят разметку (вычерчивается квадрат).
2). В углах квадрата при помощи керна намечают центры вспомогательных отверстий.
3). Их высверливают сверлом малого диаметра.
4). При помощи крупного сверла удаляют большую часть материала внутри отверстия.
5). Углы и поверхности будущего квадратного отверстия выравнивают напильником.

Зенкерование
При сверлении часто возникает необходимость расширить верхнюю часть отверстия, чтобы углубить в нее головку болта, винта, шурупа и т. д. Для этого используют сверло большего диаметра или специальный инструмент — зенковку
Зенкерование является получистовой операцией, выполняемой обычно над отверстиями в литых деталях с целью удаления литьевой шероховатости и получения отверстий невысокой точности. Зенкерование также рекомендуется выполнять перед развёртыванием (чистовой операцией).
http://met-all.org/obrabotka/prochie/obrabotka-otverstij-instrument-rassverlivanie-tsekovanie.html
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.
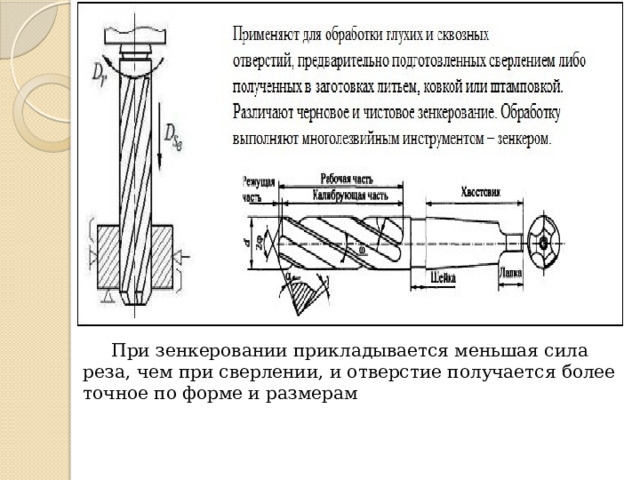
При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам

Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.
Зенкеры конусные по металлу

Цекование
- Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.

Некоторые из разновидностей цековок

Чем различаются зенкование и цекование
Развертывание
Развёртывание является необходимой чистовой операцией для:
- Получения точных калиброванных отверстий: посадочные для подшипников , отверстия для плунжеров, валов и др
- Получения малой шероховатости поверхности отверстий: для уменьшения трения, для плотного контакта или посадки.
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными .
Цилиндрические ручные развертки 24Н8 0150
Рекомендации, которых следует придерживаться при выполнении данного вида обработки, заключаются в следующем .
- Припуски в диаметре обрабатываемого отверстия выбираются по специальным таблицам.
- При использовании ручного инструмента, который вращают только по часовой стрелке, сначала выполняют черновое, а потом чистовое развертывание.
- Обработку стальных деталей выполняют с обязательным использованием СОЖ, чугунных – всухую.
- Машинное развертывание проводят сразу после сверления на станке – с одной установки детали.
- Для контроля качества результата используют специальные калибры.
.
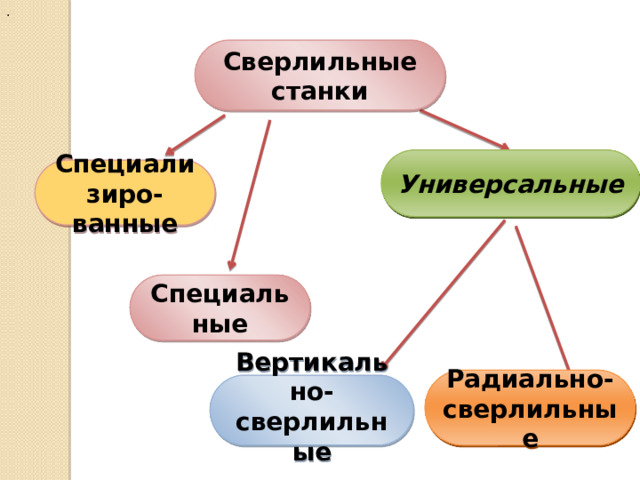
Сверлильные станки
Универсальные
Специализиро-ванные
Специальные
Радиально-сверлильные
Вертикально-сверлильные

Ручная дрель

Универсальный вертикально-сверлильный станок
На сверлильных станках выполняют следующие работы:
- Сверление сквозных и глухих отверстий.
- Рассверливание отверстий.
- Зенкерование - цилиндрических и конических углублений фасок.
- Развертывание - точности шероховатости отверстий.
- Нарезание внутренней резьбы метчиком.
Скорость резания - зависит от (детали, марки, диаметра отверстия, заточки сверла, подачи глубины и охлаждения сверла)
При сверлении различают сквозные и глухие неполные отверстия.
Сверление по разметке ( наносят осевые риски и контуру будущего отверстия) -
кернером.
Сверление осуществляют в два приема (пробное и окончательное)
Дефект
Причина
Перекос
Способ предупреждения
отверстия.
Стол станка неперпендикулярен шпинделю. Попадание стружки под нижнюю поверхность заготовки. Неправильные (непараллельные) подкладки. Неправильная установка заготовки на столе станка. Неисправные и неточные приспособления.
Смещение отверстия.
Выверить правильность положения стола. При установке очищать стол и заготовку от грязи и стружки. Исправить или заменить прокладки. Проверить установку и крепление заготовки. Заменить приспособление исправным.
Биение сверла в шпинделе. Увод сверла в сторону. Неправильная установка или слабое крепление заготовки на столе (при сверлении заготовка сместилась). Неверная разметка при сверлении по разметке.
Завышенный диаметр отверстия.
Грубо обработана поверхность стенок отверстия.
Устранить биение сверла. Проверить правильность заточки сверла, выверить его на биение и правильно заточить. Проверить установку и крепление заготовки, надежно закрепить ее на столе станка. Правильно размечать заготовку.
Люфт шпинделя станка. Неправильные углы заточки сверла или разная длина режущих кромок. Смещение поперечной режущей кромки.
Во всех перечисленных случаях следует правильно переточить сверло.
Завышена подача сверла. Тупое и неправильное заточенное сверло. Некачественная установка заготовки или сверла. Недостаточное охлаждение или неправильный состав охлаждающей жидкости.
Увеличение глубины отверстия.
Правильно заточить сверло. Проверить правильность крепления сверла и обрабатываемой заготовки. Увеличить охлаждение сверла или заменить охлаждающую жидкость.
Неправильная установка упора на глубину.
Точно установить упор на заданную глубину резания.

Безопасные условия труда при работе ЭЛ дрелью и на сверлильных станках.
1. ЭЛ дрелью работать только в резиновых перчатках и калошах или использовать резиновый коврик под ногами.
2. Перед включением электродрели сначала надо убедится в исправности проводки и изоляции, а также соответствует напряжение в сети для данной электродрели.
3. Включать электродрель при вынутом из отверстия сверла, а снимать сверло из патрона после выключения.
4. Периодически наблюдать за работой щеток электродвигателя ,при искрении , появлении запаха или остановке нужно электродрель заменить.
Обязательно останавливать станок в случае:
1 . Ухода от станка даже на короткое время, прекращения работы.
2.Обнаружение неисправности в станке, приспособлениях, режущего инструмента.
3.Смазывание станка
4.Установки или смены приспособлений и другое.
5.Уборка станка, рабочего места и стружки с инструмента, патрона и заготовки.
Техника безопасности при проведении сверлильных работ .
- обеспечение надёжности крепления всех элементов конструкции;
- организация условий отведения образовавшейся стружки;
- соблюдение температурного режима (не допущения перегрева сверла и заготовки);
- применение специальной одежды и средств защиты (рук, глаз, открытых участков тела);
- на одежде не должно быть свободно свисающих элементов;
- длинные волосы должны быть заправлены в головной убор (это предотвратит возможность их наматывания на вращающиеся элементы станка).
ТЕХНИКА БЕЗОПАСНОСТИ
- Правильно устанавливать и закреплять деталь и заготовку на столе.
- Не оставлять ключ в патроне после замены сверла.
- Не браться за вращающийся шпиндель и режущий инструмент.
- Не вынимать рукой сломанный режущий инструмент из отверстия.
- Не нажимать сильно на рычаг подачи при сверлении
- Подкладывать деревянную подкладку на стол при смене патрона или сверла
- Пользоваться специальным ключом или клином для удаления патрона, втулки, сверла из шпинделя.
- Постоянно следить за исправностью режущего инструмента и устройство крепления заготовок.
- Не работать на станках в рукавицах.
- Не передавать и не принимать каких -либо предметов через работающий станок.

Проверь себя
- 1. Что такое опиливание: а) − Операция по удалению сломанной пилы из места разреза на поверхности заготовки б)− Операция по распиливанию заготовки или детали на части в)− Операция по удалению с поверхности заготовки слоя металла при помощи режущего инструмента – напильника г)− Операция по удалению металлических опилок с поверхности заготовки или детали 2. Выбрать правильный ответ Какие инструменты применяются при опиливании: а)− Применяются: плоскогубцы, круглогубцы, кусачки б)− Применяются: молоток с круглым бойком, молоток с квадратным бойком в)− Применяются: шабер плоский, зубило, киянка г)− Применяются: напильники, надфили, рашпили 3. Назовите типы насечек напильников: а)− Треугольная, ямочная, квадратная, овальная б)− Линейная, параллельная, перпендикулярная, угловая в)− Протяжная, ударная, строганная, упорная г)− Одинарная, двойная перекрестная, дуговая, рашпильная
- 4. На сколько классов делятся напильники в зависимости от числа насечек на 10 мм длины : а)− Делятся на 7 классов б)− Делятся на 6 классов в)− Делятся на 5 классов г)− Делятся на 8 классов 5. Назовите формы поперечного сечения напильника: а)− Плоские, квадратные, трехгранные, круглые, полукруглые, ромбические, ножовочные б)− Овальные, треугольные, четырёхгранные, вилочные, прямые, шестигранные в)− Двусторонние, трёхсторонние, трёхсторонние, универсальные, специализированные г)− Обыкновенные, профессиональные, полупрофессиональные 6. Что такое сверление:
- а)− Это операция по образованию сквозных или глухих квадратных отверстий в сплошном материале, при помощи режущего инструмента – сверла б)− Это операция по образованию сквозных или глухих овальных отверстий в сплошном материале, при помощи режущего инструмента – сверла в)− Это операция по образованию сквозных или глухих треугольных отверстий в сплошном материале, при помощи режущего инструмента – сверла г)− Это операция по образованию сквозных или глухих цилиндрических отверстий в сплошном материале, при помощи режущего инструмента – сверла
- 7. Назовите виды свёрл: а) − Треугольные, квадратные, прямые, угловые б)− Ножовочные, ручные, машинные, машинно-ручные в)− Спиральные, перовые, центровочные, кольцевые, г)− Самозатачивающиеся, базовые, трапецеидальные, упорные 8. Назовите типы хвостовиков у спирального сверла: а) − Овальные и параллельные б)− Цилиндрическое и коническое в)− Полукруглые и наружные г)− Специальные и обычные 9. Что такое сверло: а) − Режущий инструмент, которым распиливают заготовку на части б)− Режущий инструмент, которым образуют цилиндрические отверстия в)− Режущий инструмент, применяемый при паянии г)− Режущий инструмент, которым нарезают резьбу
- 10. Назовите ручной сверлильный инструмент: а) − Сверло, развёртка, зенковка, цековка б)− Настольный сверлильный станок, вертикальный сверлильный станок, радиальный сверлильный станок в)− Ручная дрель, коловорот, трещотка, электрические и пневматические дрели г)− Притир, шабер, рамка, державка 11. Что называется стационарным оборудованием для сверления: а) − Таким оборудованием называется – оборудование, переносимое от одной заготовки или детали к другой б)− Таким оборудованием называется – оборудование, работающее на электрическом токе в)− Таким оборудованием называется – оборудование, находящееся на одном месте, при это обрабатываемая заготовка доставляется к нему г)− Таким оборудованием называется – оборудование, работающее на сжатом воздухе 1 2. Назовите виды сверлильных станков: а) − Подвесные, напольные и диагональные б)− Настольные, вертикальные и радиальные в)− Винторезные, расточные и долбёжные г)− Ручные, машинные и станочные
13. Каким инструментом делаем углубление в центре отверстия перед сверлением?
а). Чертилкой
б). Кернером
в). Оправкой
г). Зубилом
14. Развёртывание, это:
а) процесс чистовой обработки отверстий;
б) процесс черновой обработки отверстий;
в) процесс промежуточной обработки.
15. Процесс обработки предварительно просверленных, штампованных, литых отверстий в целях придания им более правильной геометрической формы называется:
а) Сверлением
б) Цекованием
в)Зенкерованием
Правильные ответы
- 1 – в
- 2 – г «5» – 15
- 3 – г «4» - 14-11
- 4 – б «3» - 10-7
- 5 – а
- 6 – г
- 7 – в
- 8 – б
- 9 –б
- 10 –а
- 11 – в
- 12 - б
- 13 – б
- 14 – а
- 15 - в








© 2021, Ломунова Марина Альбертовна 2902 174
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ





Закрыть через 5 секунд