Россия, Магнитогорск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 06.06.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 06.10.2017 11:21

Валова Наталья Валерьевна
преподаватель спецдисциплин по специальности "Обработка металлов давлением"
66 лет
Местоположение
Специализация
Презентация к урокам по теме: "Нанесение полимерных покрытий на ПМП ОАО "ММК"" по МДК.06.01 "Основы технологии прокатного производства", МДК.06.02 Основы обслуживания оборудования прокатного производства"
Категория:
Прочее
17.05.2017 11:23

Просмотр содержимого документа
«Презентация к урокам по теме: "Нанесение полимерных покрытий на ПМП ОАО "ММК"" по МДК.06.01 "Основы технологии прокатного производства", МДК.06.02 Основы обслуживания оборудования прокатного производства"»
Технологический процесс нанесения полимерных покрытий на АПП-1 ПМП ОАО «ММК»

Виды защитных покрытий, наносимых на металлопрокат в условиях ОАО «ММК» и их назначение
Виды защитных покрытий, наносимых на металлопрокат в ОАО «ММК»
Способ нанесения
Металлические
Электро-литический
Материал
покрытия
Металлооснова
(подкат)
Горячее погружение в расплав
Олово
Полимерные
Назначение
Валковый метод
Холоднокатаная, отожжённая жесть в рулонах
Цинк
Холоднокатаный прокат в рулонах
Полиэфир
(Полиуретан,
Поливинилиденфторид,
Пластизоль)
Изготовление тары и упаковки для пищевых продуктов и непищевых материалов (лакокраски, парфюмерия, бытовая химия)
Профилированные изделия для стройиндустрии, штамповка кузовных деталей для автопрома, профилированные и штампованные изделия для приборо- и машиностроения
Горячеоцинкованный прокат в рулонах
Холоднокатаная, отожжённая жесть в рулонах
Профилированные изделия для стройиндустрии (кровля, сайдинг, сендвичпанели и др.), профилированные изделия для приборо- и машиностроения

Размерный сортамент АПП-1,2
АПП-1
для холоднокатаного проката и жести:
АПП-2
– толщина полосы
от 0,2 до 1,2 мм
– ширина полосы
от 700 до 1650 мм
для ГЦ-проката:
от 0,2 до 1,2 мм
от 700 до 1500 мм
– толщина полосы
от 0,4 до 1,2 мм
– ширина полосы
от 700 до 1650 мм
диаметр рулона:
от 0,25 до 1,2 мм
от 700 до 1500 мм
– наружный
от 950 до 2200 мм
– внутренний
от 1200 до 2400 мм
508 мм или 610 мм
Масса рулона, т
не более 30
508 мм или 610 мм
не более 35
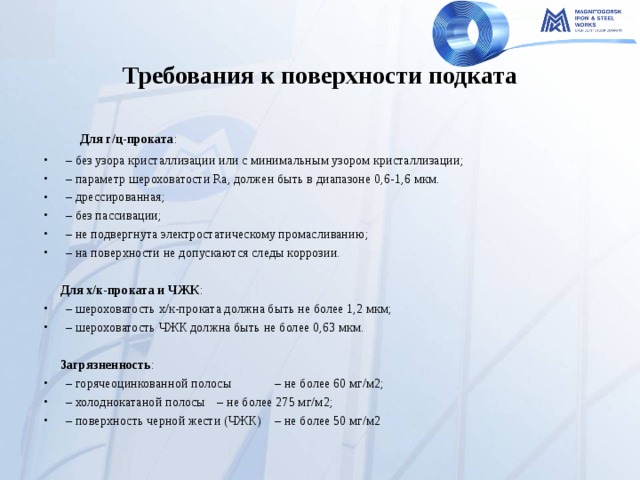
Требования к поверхности подката
Для г/ц-проката :
- – без узора кристаллизации или с минимальным узором кристаллизации;
- – параметр шероховатости Ra, должен быть в диапазоне 0,6-1,6 мкм.
- – дрессированная;
- – без пассивации;
- – не подвергнута электростатическому промасливанию;
- – на поверхности не допускаются следы коррозии.
Для х/к-проката и ЧЖК :
- – шероховатость х/к-проката должна быть не более 1,2 мкм;
- – шероховатость ЧЖК должна быть не более 0,63 мкм.
Загрязненность :
- – горячеоцинкованной полосы – не более 60 мг/м2;
- – холоднокатаной полосы – не более 275 мг/м2;
- – поверхность черной жести (ЧЖК) – не более 50 мг/м2

Состав оборудования АПП-2
Узел горячего ламинирования
Узел холодного ламинирования
19
2 6
20
22
7
23
21
25
20
18
19
1
2
3
4
5
8
15
14
13
12
16
17
10
11
24
9
6
1-разматыватель; 2-ножницы; 3-сшивка полосы; 4-расплющиватель швов; 5-натяжная станция; 6-предварительная очистка; 7-входной накопитель; 8-центрирующая станция; 9-изгибо-растяжная машина; 10–щелочная очистка №1; 11–ЩММ 1; 12- щелочная очистка №2; 13-каскадная промывка; 14-осушитель полосы №1; 15-химкоутер; 16-осушитель полосы №2; 17-охлаждение полосы; 18-коутер (грунтовочное покрытие); 19-печь сушки; 20–водяной холодильник; 21–лицевой коутер; 22-двусторонний коутер; 23-выходной накопитель; 24-инспекция ОКП, 25-холодный ламинатор, 26–горячий ламинатор.

Технологический процесс в агрегате полимерных покрытий

Задача подката на разматыватель

Входная секция

Сшивка полосы

Входной накопитель

Секция предварительной очистки

Изгибо-растяжная машина (только АПП-2)

Секция основной очистки

Нанесение конверсионного слоя

Нанесение грунтовочного слоя на обе поверхности полосы

Сушка грунтовочного слоя в печи сушки №1

Охлаждение полосы после печи №1

Нанесение отделочного покрытия на лицевую сторону проката

Нанесение защитного покрытия на обратную сторону проката

Сушка отделочного слоя в печи сушки №2

Горячее ламинирование (только АПП-2)

Охлаждение полосы после печи №2

Выходной накопитель полосы

Холодное ламинирование (только АПП-2)

Инспекция полосы

Инспекция полосы

Смотка проката с полимерным покрытием в рулон

Сравнительный анализ АПП-1 и АПП-2
Наименование
АПП-1
Максимальная скорость технологической секции, м/мин
АПП-2
140
Входной накопитель, м
160
200
Изгибо-растяжная машина
225
Отсутствует
Длина печи №1
сушки грунтовочного слоя, м
Длина печи №2
сушки отделочного слоя, м
60
В наличии
60
Горячий ламинатор / нанесение гофрирования
55
55
Отсутствует
Выходной накопитель, м
В наличии
200
Холодный ламинатор
338
Отсутствует
В наличии
 100 балл Стойкость к нейтральному соляному туману час 0 500 " width="640"
100 балл Стойкость к нейтральному соляному туману час 0 500 " width="640"
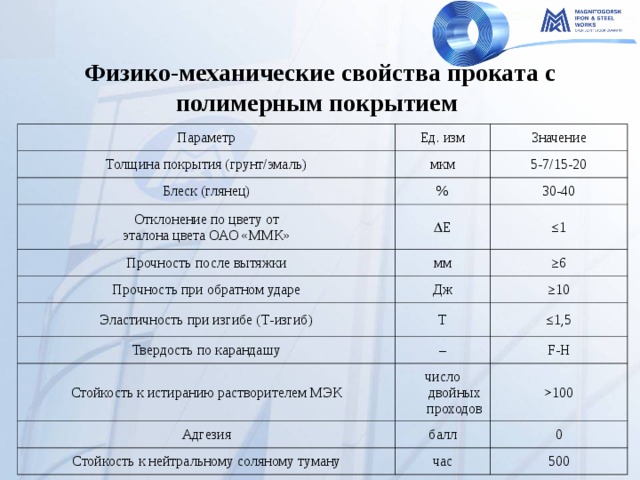
Физико-механические свойства проката с полимерным покрытием
Параметр
Ед. изм
Толщина покрытия (грунт/эмаль)
Значение
мкм
Блеск (глянец)
%
5-7/15-20
Отклонение по цвету от
эталона цвета ОАО «ММК»
30-40
Е
Прочность после вытяжки
мм
Прочность при обратном ударе
≤ 1
≥ 6
Дж
Эластичность при изгибе (Т-изгиб)
Т
≥ 10
Твердость по карандашу
≤ 1,5
–
Стойкость к истиранию растворителем МЭК
число двойных проходов
Адгезия
F-Н
100
балл
Стойкость к нейтральному соляному туману
час
0
500
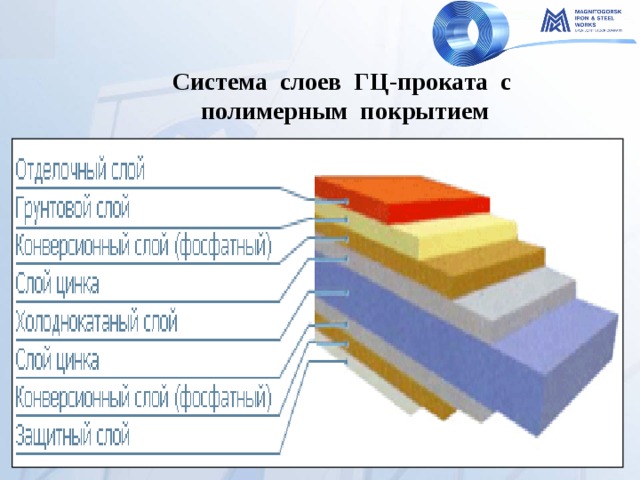
Система слоев ГЦ-проката с
полимерным покрытием












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ





