

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Требования к источникам питания сварочной дуги"

Просмотр содержимого документа
«Презентация к уроку "Требования к источникам питания сварочной дуги"»

ТЕМА УРОКА: ОСНОВНЫЕ ТРЕБОВАНИЯ К ИСТОЧНИКАМ ПИТАНИЯ ДУГИ. ЦЕЛЬ УРОКА: ИЗУЧИТЬОСНОВНЫЕ ТРЕБОВАНИЯ К ИСТОЧНИКАМ ПИТАНИЯ ДУГИ.
Электрическая сварочная дуга представляет собой такой вид нагрузки, который отличается от других потребителей электроэнергии тем, что для зажигания дуги требуется напряжение значительно выше, чем для поддержания ее горения; дуга горит с перерывами, во время которых электрическая цепь либо разрывается, либо происходит короткое замыкание.

Во время горения дуги напряжение ее меняется с изменением длины дуги, следовательно, меняется и сила сварочного тока. При коротком замыкании (в моменты зажигания дуги и перехода капли расплавленного металла на изделие) напряжение между электродом и изделием падает до нуля.

Эти особенности дуги обусловливают следующие требования, предъявляемые к источникам питания (для ручной дуговой сварки): 1. Обеспечивать легкое зажигание и стабильное горение сварочной дуги в период сварки.

2. Обеспечивать необходимые для выполняемого технологического процесса сварки силу сварочного тока и напряжение на дуге. Обычно напряжение на дуге равно 18-35 В.
3. Напряжение холостого хода должно быть в 2 - 3 раза выше напряжения дуги. Это необходимо для легкого зажигания дуги. В то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. Напряжение холостого хода обычно равно 50 - 70 В. ГОСТ устанавливает максимальное напряжение холостого хода не более 80 В для источников питания переменного тока и 90 В - постоянного тока.
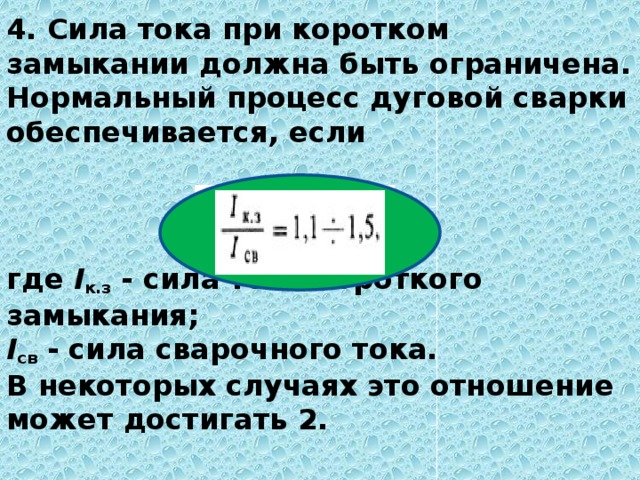
4. Сила тока при коротком замыкании должна быть ограничена. Нормальный процесс дуговой сварки обеспечивается, если где I к.з - сила тока короткого замыкания; I св - сила сварочного тока. В некоторых случаях это отношение может достигать 2.

4. Изменения напряжения дуги, происходящие вследствие изменения ее длины, не должны вызывать существенного изменения силы сварочного тока, а следовательно, изменения теплового режима сварки.
5. Динамические свойства источника питания, т. е. время восстановления напряжения от 0 до 25 В после короткого замыкания не должно превышать 0,05 с, что обеспечивает устойчивость дуги.
6. Источник питания должен иметь устройство для регулирования силы сварочного тока. Пределы регулирования тока должны быть (приблизительно) от 30 до 130% к номинальному сварочному току. Это необходимо для того, чтобы от одного источника питания производить сварку электродами разных диаметров. Наличие регулирующего устройства не всегда позволяет плавно регулировать силу сварочного тока. Поэтому в ряде случаев последовательно в сварочную цепь включают балластные реостаты. Балластные реостаты дают возможность плавно регулировать силу сварочного тока и улучшают вольтамперную характеристику источника питания для ручной дуговой сварки.

7. Иметь необходимый вид внешней вольтамперной характеристики.
1 - крутопадающая,
2 - пологопадающая,
3 - жесткая,
4 – возрастающаяю.

Требования к источникам, предназначенным для питания других процессов сварки, отличаются от приведенных выше. Например, в источниках питания для полуавтоматической сварки в защитных газах напряжение холостого хода должно практически равняться напряжению дуги.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

