
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 20.09.2025 17:55

Шишкина Людмила Николаевна
Преподаватель спецпредметов
66 лет
Местоположение
Специализация
Презентация на тему: "Деформации и напряжения, возникающие при сварке "
Категория:
Технология (мальчики)
27.09.2017 16:31

Просмотр содержимого документа
«Презентация на тему: "Деформации и напряжения, возникающие при сварке "»
Вище професійне училище №40
Робота творчої групи з розробки електронних навчальних засобів з професії: “Газозварник”
Кваліфікація -2 розряд
Над розробкою працювали:
Шишкіна Л. М.,
Боровик В. А.,
Гладких А. В.
Тема №9:
« Деформації і напруження при зварюванні »
Деформації і напруження при зварюванні
- Причини виникнення деформацій і напруг:
- усадка металу шва при переході з рідкого стану в твердий
- нерівномірне нагрівання зварюваного металу
Усадкою називається зменшення об'єму металу при його охолодженні.
Усадка металу викликає поздовжні і поперечні деформації .
Зварювальні
напруги і деформації
підрозділяються на:
- тимчасові, тобто існуючі в період здійснення зварювання,
- залишкові, що зберігаються
і після процесу зварювання.
Величина розширення металу
і пов'язана з цим ступінь деформації залежать:
- від температури нагріву ,
- коефіцієнта лінійного розширення матеріалу.
Чим більше коефіцієнт лінійного розширення і вище температура нагріву металу, тим більше деформації.
Форма деталі, розміри і положення швів також впливають на величину деформацій при зварюванні.
Чим складніше форма деталі, більше в ній несиметричних швів і жорсткіше конструкція, тим скоріше можна чекати появи деформацій і напружень при зварюванні.
Для зменшення деформацій
при газовому зварюванні
необхідно прагнути до:
- рівномірного розподілу обсягу наплавляємого металу,
- більш рівномірному нагріванню деталі при зварюванні,
- застосовувати певний порядок накладення швів,
- важливо правильно вибрати режим зварювання,
- при складанні виробів під зварювання зазор повинен бути рівномірним по всій довжині шва,
- прихоплювати деталі необхідно в
меншому числі точок.
Для усунення деформацій
при зварюванні встик
застосовують :
- обратноступінчастий порядок накладання швів
- комбінований порядок накладання швів
- спосіб врівноваження деформацій , при якому має значення черговість накладення швів;
- спосіб зворотних деформацій.
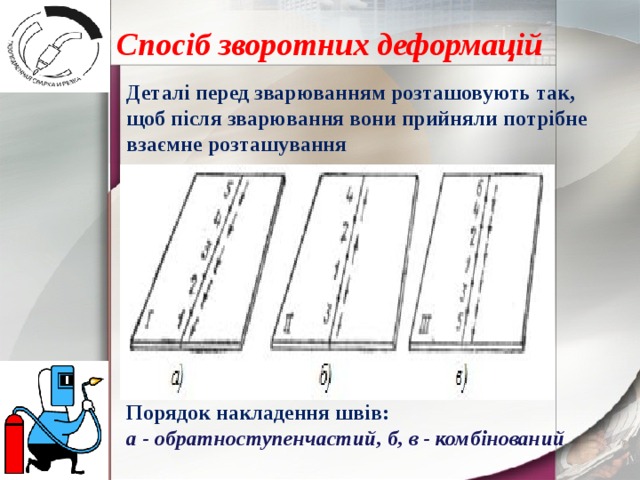
Спосіб зворотних деформацій
Деталі перед зварюванням розташовують так, щоб після зварювання вони прийняли потрібне взаємне розташування
Порядок накладення швів:
а - обратноступенчастий, б, в - комбінований
Для зменшення деформацій
також застосовується
- жорстке закріплення зварювальних деталей
(в умовах масового і серійного виробництва при зварюванні деталей складної форми),
- попередній підігрів зварюваної деталі (при ремонті виробів з чавуну, алюмінію, бронзи, високовуглецевих і легованих сталей),
- проковка швів.

Напруги в стиковому з'єднанні:
1 - поздовжні,
2 - поперечні
Для зменшення деформацій при зварюванні
необхідно прагнути до:
- рівномірного розподілу обсягу наплавляємого металу,
- більш рівномірному нагріванню деталі при зварюванні,
- а також застосовувати певний порядок накладення швів.

Способи зменшення деформацій:
а - урівноваження деформацій,
б - зворотна деформація;
1-4 - шви







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

