
Россия, Выкса


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 19.12.2025 15:53

Исаева Ирина Викторовна
преподаватель спецдисциплин
58 лет
Местоположение
Специализация
Презентация Сварочный тансформатор
Категория:
Прочее
31.03.2017 15:25

Просмотр содержимого документа
«Презентация Сварочный тансформатор»

Сварочные трансформаторы
Основными источниками питания для сварки на переменном токе являются сварочные трансформаторы . Они служат для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов – на однопостовые и многопостовые.
Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику.
Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику.
Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
- трансформаторы с нормальным магнитным рассеянием
Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель(сопротивление) . ;
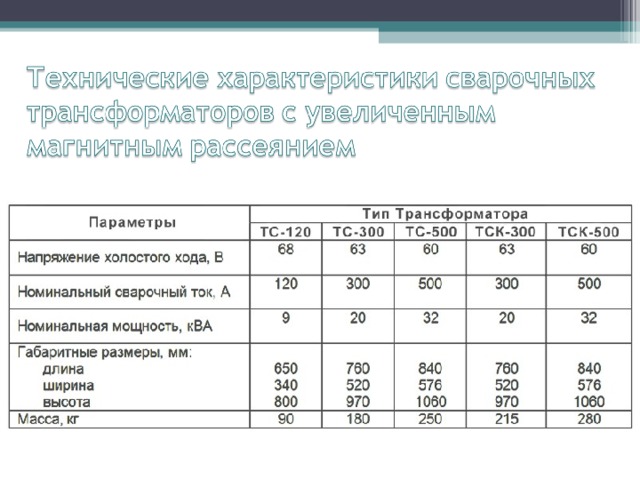
- трансформаторы с увеличенным(развитым) магнитным рассеянием,
Преимущества:
- дешевизна изготовления (сварочный трансформатор примерно в 2–4 раза дешевле сварочного выпрямителя и в 6–10 раз дешевле сварочного агрегата аналогичной мощности); - простота эксплуатации и ремонта.
- Малый расход энергии
Недостатки:
- для качественной сварки обычно требуются специальные электроды для переменного тока, обладающие повышенными стабилизирующими свойствами; - низкая стабильность горения дуги (при отсутствии встроенного стабилизатора горения дуги); - в простых трансформаторах – зависимость от колебаний сетевого напряжения.
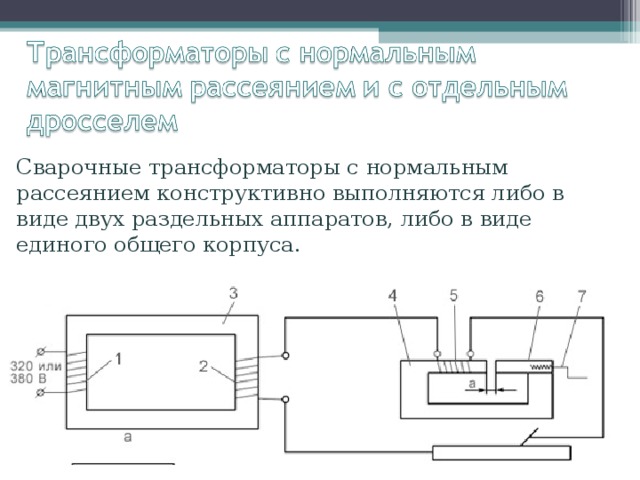
Сварочные трансформаторы с нормальным рассеянием конструктивно выполняются либо в виде двух раздельных аппаратов, либо в виде единого общего корпуса.
Понижающий трансформатор состоит из двух обмоток: первичной 1 и вторичной (понижающей) 2, расположенных на магнитропроводе 3.
Магнитопровод или сердечник собирается из большого количества тонких пластин, которые стягиваются шпильками.
Дроссель представляет собой магнитропровод 4 (также собранный из отдельных пластин), на котором расположена обмотка 5 из медного или алюминиевого провода, рассчитанного на прохождение сварочного тока максимальной величины.
На магнитопроводе имеется подвижная часть 6, которую можно перемещать с помощью винта 7, вращаемого рукояткой.
Первичная обмотка трансформатора подключается в сеть переменного тока напряжением 220В или 380В.
Проходя по первичной обмотке, переменный ток создает переменное магнитное поле, под действием которого во вторичной обмотке индуктируется переменный ток более низкого напряжения.
Обмотку дросселя 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
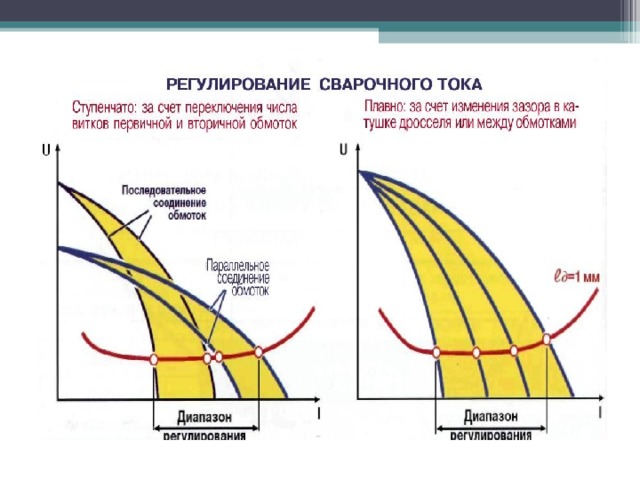
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. Для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока - зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
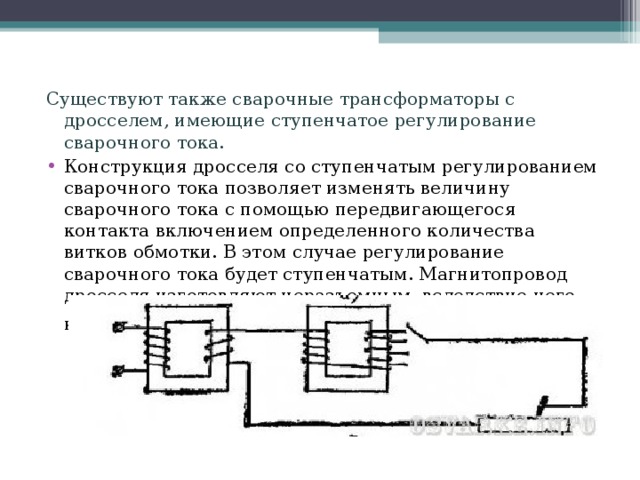
Существуют также сварочные трансформаторы с дросселем, имеющие ступенчатое регулирование сварочного тока.
- Конструкция дросселя со ступенчатым регулированием сварочного тока позволяет изменять величину сварочного тока с помощью передвигающегося контакта включением определенного количества витков обмотки. В этом случае регулирование сварочного тока будет ступенчатым. Магнитопровод дросселя изготовляют неразъемным, вследствие чего конструкция его значительно упрощается.
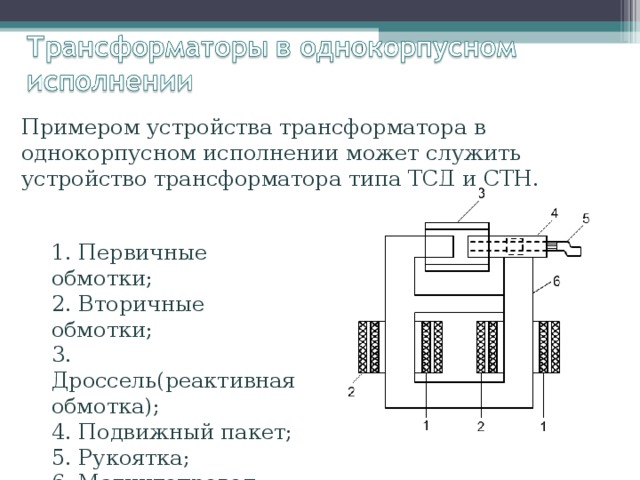
Примером устройства трансформатора в однокорпусном исполнении может служить устройство трансформатора типа ТСД и СТН.
1. Первичные обмотки;
2. Вторичные обмотки;
3. Дроссель(реактивная обмотка);
4. Подвижный пакет;
5. Рукоятка;
6. Магнитопровод.

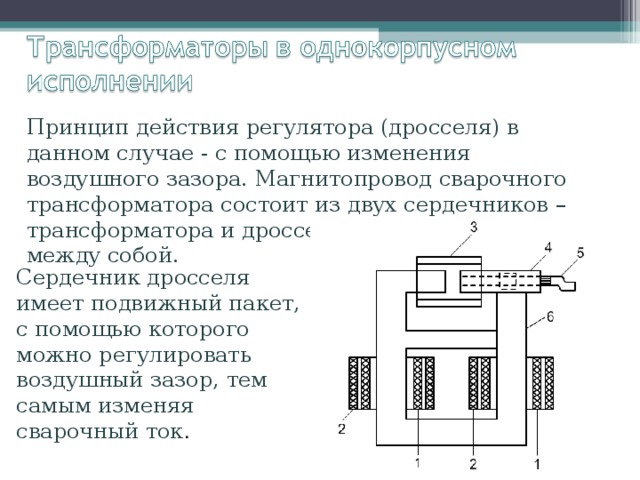
Принцип действия регулятора (дросселя) в данном случае - с помощью изменения воздушного зазора. Магнитопровод сварочного трансформатора состоит из двух сердечников – трансформатора и дросселя, которые связаны между собой.
Сердечник дросселя имеет подвижный пакет, с помощью которого можно регулировать воздушный зазор, тем самым изменяя сварочный ток .
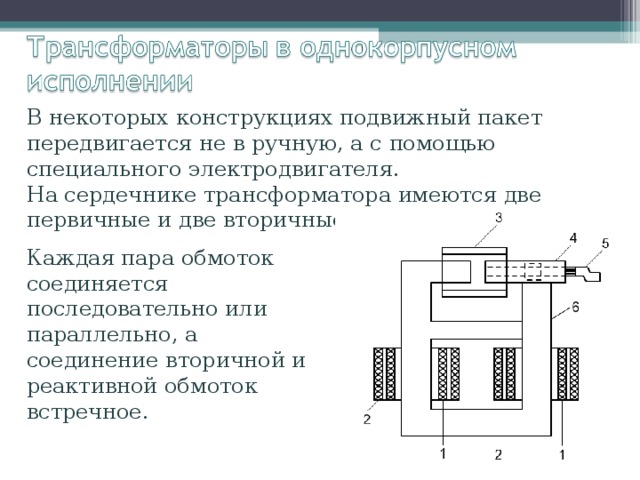
В некоторых конструкциях подвижный пакет передвигается не в ручную, а с помощью специального электродвигателя.
На сердечнике трансформатора имеются две первичные и две вторичные обмотки.
Каждая пара обмоток соединяется последовательно или параллельно, а соединение вторичной и реактивной обмоток встречное.
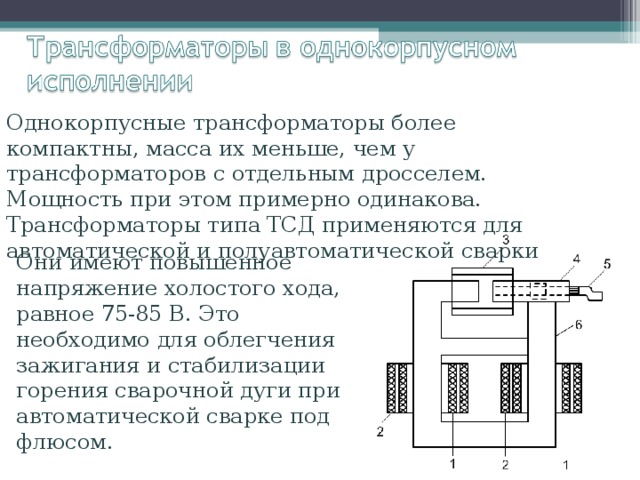
Однокорпусные трансформаторы более компактны, масса их меньше, чем у трансформаторов с отдельным дросселем. Мощность при этом примерно одинакова. Трансформаторы типа ТСД применяются для автоматической и полуавтоматической сварки
Они имеют повышенное напряжение холостого хода, равное 75-85 В. Это необходимо для облегчения зажигания и стабилизации горения сварочной дуги при автоматической сварке под флюсом.
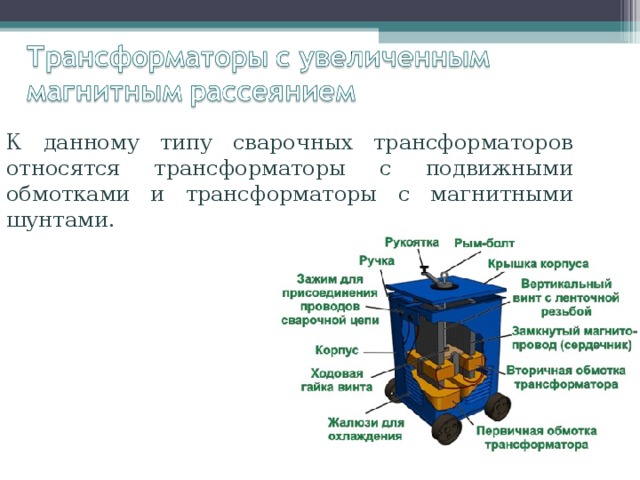
К данному типу сварочных трансформаторов относятся трансформаторы с подвижными обмотками и трансформаторы с магнитными шунтами.
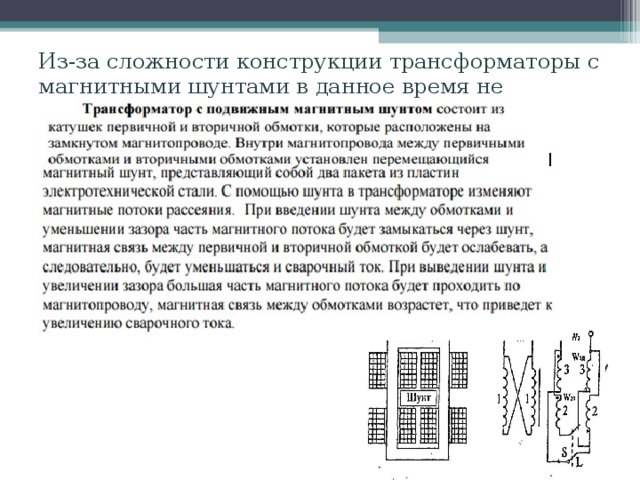
Из-за сложности конструкции трансформаторы с магнитными шунтами в данное время не выпускаются
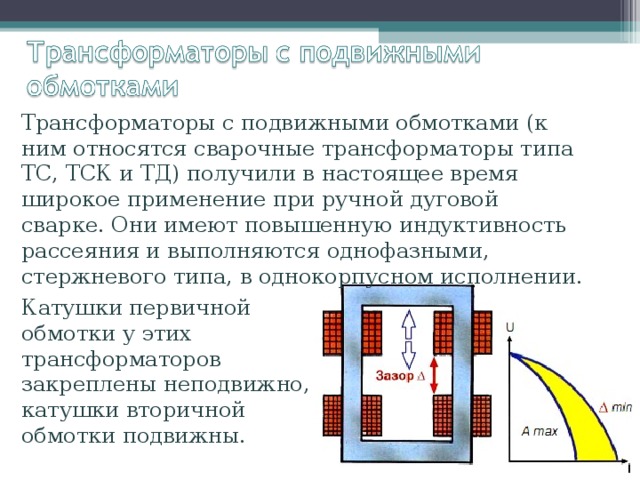
Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки у этих трансформаторов закреплены неподвижно, катушки вторичной обмотки подвижны.
- Многопостовые трансформаторы целесообразно применять в трехфазном исполнении для более равномерной загрузки трехфазной силовой сети цеха.
- Коэффициент трансформации оборудования при многопостовой системе увеличивается. Каждый сварочный пост некоторое время работает вхолостую, так как происходят смена электрода, установка деталей, очистка шва и т. д. При этом однопостовые сварочные трансформаторы потребляют электрическую энергию без всякой пользы. Средний коэффициент загрузки их не превышает 60-70%.
- Многопостовой трансформатор может быть загружен на полную мощность, а так как все посты работают не одновременно, то суммарная мощность их будет больше полной мощности трансформатора.
- Благодаря отсутствию холостого хода и полной загрузке средний КПД равен 0,9-0,95. При многопостовой сварке уменьшаются расходы на ремонт и обслуживание, сокращается площадь, занимаемая оборудованием.
- Основным недостатком многопостовой системы питания является сложность распределения энергии, большие потери напряжения в низковольтной сварочной цепи из-за большого индуктивного сопротивления. При ремонте многопостового трансформатора простаивает сразу много постов, поэтому необходимо иметь резервные трансформаторы, а это увеличивает затраты на оборудование.

Параллельная работа трансформаторов
- Сварочные маломощные трансформаторы включают на параллельную работу при питании постов автоматической сварки, а также при ручной сварке электродами диаметром, более 6 мм, когда требуется большой сварочный ток.
- Какие условия необходимо соблюдать при параллельной работе трансформаторов?
- Трансформаторы должны иметь одинаковые напряжения как во вторичных, так и в первичных обмотках. Мощности трансформаторов должны быть равными. Соответствующие одноименные клеммы первичных обмоток трансформаторов подключаются к одноименным фазам сети. Вторичные обмотки также включаются параллельно.
- Сварочные аппараты регулируют на один в тот же ток. Регулировку тока осуществляют одинаковыми поворотами ручек регулятора.

Эксплуатация сварочных трансформаторов
- Сварочные трансформаторы являются основным источником питания сварочной дуги при ручной дуговой сварке различных строительных конструкций . Для ручной сварки на строительных площадках предпочтительно используются мобильные трансформаторы ТД-500 и ТДМ-503 и др., которые могут работать на малых и больших сварочных токах от 90 до 560 А. Трансформаторы ТД-300, ТДМ-317 и даже ТДМ-401 по мощности не удовлетворяют строителей. Эти трансформаторы большей частою используются в производственных цехах и на ремонтных работах. У всех современных трансформаторов серии ТД и ТДМ иногда наблюдаются плохое крепление магнитопровода к каркасу, неплотности ходового регулировочного устройства и контактов, плохое крепление кожуха и другие недостатки, допущенные при изготовлении и подготовке к эксплуатации. Они вызывают усиление вибрации, что приводит к преждевременному выходу трансформатора из строя. Очень опасно нарушение изоляции обмоток, которое может вызвать их разрушение, а также замыкание на корпус тока высокого напряжения.
Эксплуатация сварочных трансформаторов
- Перед включением трансформатора в сеть необходимо удалить его смазку, затем продуть трансформатор сухим сжатым воздухом, подтянуть ослабленные крепления, убедиться, что на трансформаторе нет видимых повреждений, после чего проверить мегомметром на 500 В сопротивление изоляции между первичной обмоткой и корпусом, между первичной и вторичной обмотками и между вторичной обмоткой и корпусом. После этого можно подсоединить кабель нужного сечения и затянуть все контактные зажимы. Особенно тщательно необходимо заземлить трансформатор и зажим вторичной обмотки, к которому подключается провод к изделию, а также свариваемую конструкцию. Затем нужно установить нужный диапазон и сварочный ток по шкале, проверить соответствие напряжения сети напряжению, указанному на заводской табличке, после чего подключить трансформатор к сети через рубильник и предохранители.
- Ежедневно перед работой следует осматривать трансформатор для устранения замеченных повреждений и недостатков.
- Один раз в месяц очищать трансформатор от пыли и грязи и при необходимости подтягивать контакты.
- Один раз в три месяца следует проверять наружным осмотром состояние конденсаторов фильтра защиты от радиопомех и при необходимости заменять их, тщательно зачищая контакты и затягивая винтовые соединения; проверять сопротивление изоляции.
- Один раз в шесть месяцев следует очищать контакты и изоляционное части переключателя диапазона от медной пыли и грязи, смазывать контактные поверхности и части тугоплавкой смазкой.
Эксплуатация сварочных трансформаторов
- При работе на открытом воздухе и во взрывоопасных помещениях и опасных условиях работы необходимо применять ограничитель холостого хода до 12 В для уменьшения напряжения при смене электрода.
- Наиболее характерные неисправности сварочных трансформаторов, выявляемые при сварке: повышенная вибрация и гудение; повышенное напряжение холостого хода; толчки силовых катушек; повышенный нагрев (подгорание) контактов; замыкание высокого напряжения на корпус; перегрев трансформатора.
- Все неисправности должны быть устранены электромонтажником при выключенном от силовой сети трансформаторе. Если мощности и номинальный сварочный ток имеющихся на строительной площадке трансформаторов недостаточны для сварки на большом токе, трансформаторы одного типа могут быть подсоединены параллельно . Однако при этом необходимо, чтобы напряжение холостого хода подсоединяемых трансформаторов было одинаково, сварочный ток каждого был отрегулирован на одно и то же значение. При сварке необходимо постоянно контролировать приборами (вольтметрами и амперметрами) значение напряжения и тока соединенных параллельно трансформаторов.
- Дистанционное регулирование тока при сварке значительно упрощает работу сварщика, уменьшает потери его рабочего времени на переходы к источнику питания дуги для регулирования тока и, следовательно, повышает производительность труда. В новой модели тиристорного трансформатора для ручной сварки ТДЭ-402 можно осуществлять дистанционное регулирование с переносного пульта управления. В трансформаторе ТДФ дистанционно включается ток подмагничивания шунта, а в ТДФЖ регулирование силы сварочного тока осуществляется автоматически путем изменения скорости подачи сварочной проволоки.
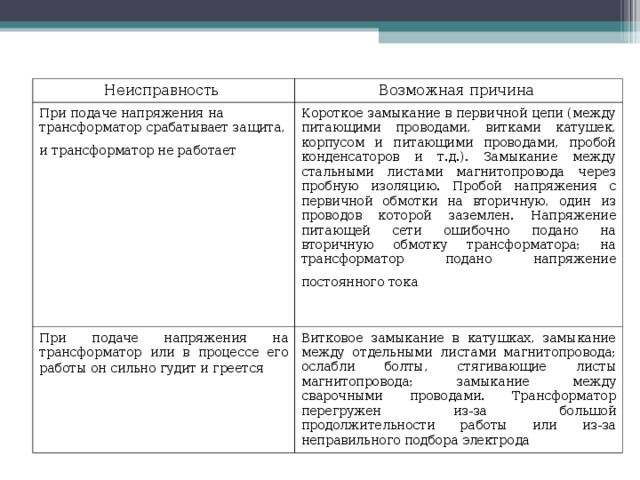
Неисправность
Возможная причина
При подаче напряжения на трансформатор срабатывает защита, и трансформатор не работает
Короткое замыкание в первичной цепи (между питающими проводами, витками катушек, корпусом и питающими проводами, пробой конденсаторов и т.д.). Замыкание между стальными листами магнитопровода через пробную изоляцию. Пробой напряжения с первичной обмотки на вторичную, один из проводов которой заземлен. Напряжение питающей сети ошибочно подано на вторичную обмотку трансформатора; на трансформатор подано напряжение постоянного тока
При подаче напряжения на трансформатор или в процессе его работы он сильно гудит и греется
Витковое замыкание в катушках, замыкание между отдельными листами магнитопровода; ослабли болты, стягивающие листы магнитопровода; замыкание между сварочными проводами. Трансформатор перегружен из-за большой продолжительности работы или из-за неправильного подбора электрода
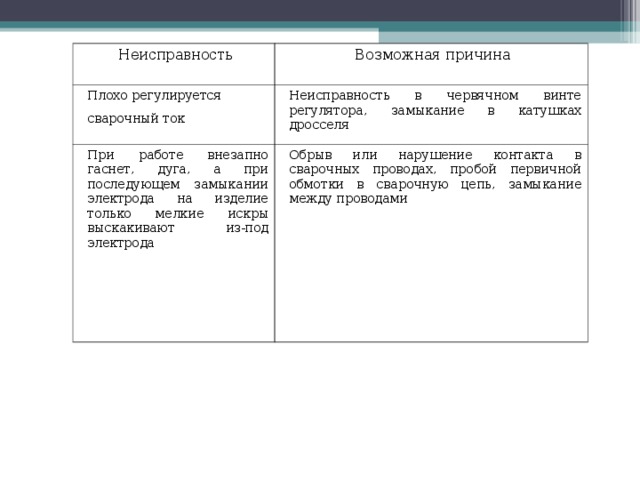
Неисправность
Возможная причина
Плохо регулируется сварочный ток
Неисправность в червячном винте регулятора, замыкание в катушках дросселя
При работе внезапно гаснет, дуга, а при последующем замыкании электрода на изделие только мелкие искры выскакивают из-под электрода
Обрыв или нарушение контакта в сварочных проводах, пробой первичной обмотки в сварочную цепь, замыкание между проводами








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

