РОССИЯ, ТОЛЬЯТТИ


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 19.08.2020 10:07
КИСЕЛЕВА ЕЛЕНА ЕВГЕНЬНВНА
ИНСТРУКТОР ПО ТРУДУ
59 лет
Местоположение
Специализация
ПРОЕКТ"ПЕРИЛА" ПАС 2016
Категория:
Прочее
17.07.2016 15:34

Просмотр содержимого документа
«ПРОЕКТ"ПЕРИЛА" ПАС 2016»

Разработка технологического процесса сборки-сварки сварочной единицы «Пирила» и ее изготовление.
Выполнили студенты Группы СВ-112
4 курса
Кузин Рудольф
Мусинов Дмитрий
Сыроватский Денис
Руководители проекта:
Ромашкин А.В.
Киселева Е.Е.
Шувалова А.А.

Введение
- С целью предотвращения травматизма, в холодное время года, руководство колледжа поставила перед нами задачи:
- 1.Разработать технологический процесс на изготовления сварной конструкции «перила».
- 2.По технологическому процессу выполнить данное изделие.
- 3. Произвести монтаж изделия.

Цели и задачи проекта
Цель проекта - закрепление, систематизация, расширение теоретических знаний и приобретение практических навыков в вопросах проектирования технологического процесса сборки ,сварки и изготовления изделия «Перила»
Задача проекта - практические решения вопросов применительно к изготовлению и монтажу, конкретной сварной конструкции.

Этапы проекта
- Разработка технологического процесса
- Разработка сборочного чертежа ( в программе «КОМПАС»)
- Выбор и обоснование сварочного материала
- Выбор сварочного оборудования
- Сборка конструкции
- Рихтовка
- Окраска
- Монтаж сварной конструкции

Фото с элементами тех процесса

Сборочный чертеж сварной конструкции.

Выбор и обоснование сварочного материала
При РДС покрытыми электродами в качестве сварочных материалов применяются стальные плавящиеся покрытые электроды.
При изготовлении сварной конструкции «Перила» рекомендуется применение электродов типа Э46 марки МР-3 по ГОСТ 9467-75.
Механические свойства и химический состав наплавленного металла и металла шва, полученного электродом типа Э46по ГОСТ 9467-75
Характеристика электрода типа Э46
Электрод
Тип
Э46
Тип электрода
Коэффициент наплавки α н г/(А*ч)
Марка
Механические свойства при нормальной температуре
МР-3
Род тока, полярность
Основные назначения электрода
3-4
Металл шва или наплавленный металл
=(ОП),-
σ в МПа
Э46
Ответственные сварные конструкции из малоуглеродистой стали
не менее
δ 5%
Сварное соединение при dэ
460
Содержание в наплавленном металле % (по массе)
КСИ, N
σ в α загиба
18
МПа рад град)
0,8
S
460 2,6 (150)
P
не более
0,040
0,045

Выбор сварочного оборудования
При изготовлении сварной конструкции рекомендуется применение источника питания постоянного тока – выпрямителя типа ВД-306.
Технические характеристики выпрямителя ВД-306
Выпрямитель
Номинальный сварочный ток
Номинальное рабочее напряжение
Пределы регулирования тока
К.п.д.
Первичная мощность
Габариты
Масса
Единицы измерения
ВД-306
А
В
А
%
кВА
мм
кг
315
33
45-315
72
21
785*780*795
164
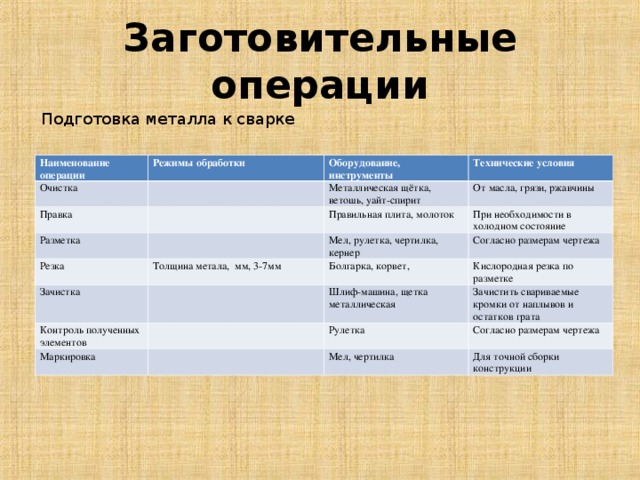
Заготовительные операции
Подготовка металла к сварке
Наименование операции
Режимы обработки
Очистка
Оборудование, инструменты
Правка
Разметка
Технические условия
Металлическая щётка, ветошь, уайт-спирит
От масла, грязи, ржавчины
Резка
Правильная плита, молоток
Мел, рулетка, чертилка, кернер
При необходимости в холодном состояние
Толщина метала, мм, 3-7мм
Зачистка
Согласно размерам чертежа
Болгарка, корвет,
Контроль полученных элементов
Маркировка
Кислородная резка по разметке
Шлиф-машина, щетка металлическая
Зачистить свариваемые кромки от наплывов и остатков грата
Рулетка
Согласно размерам чертежа
Мел, чертилка
Для точной сборки конструкции
Выбор и обоснование способа сварки
Так как сварная конструкция «Перила» изготавливаются из стали марки СТ3 по ГОСТ 380-88, то из первой группы можно рекомендовать следующий способ сварки: РДС покрытыми электродами.
слайд

Контроль качества сварных соединений
Методы контроля качества сварных соединений разделены на две основные группы:
- Методы контроля без разрушения образцов или изделий – неразрушающий контроль;
- Методы контроля без разрушения образцов или изделий – неразрушающий контроль;
- Методы контроля с разрушением образцов или производственных стыков – разрушающий контроль.
- Методы контроля с разрушением образцов или производственных стыков – разрушающий контроль.
Контроль качества сварной конструкции «Перила» производили внешним осмотром и обмером.

Монтаж конструкции
Заключение
Мы провели опрос среди студентов и сотрудников о значимости нашего проекта. Результат опроса показал, что нашу работу высоко оценили все участники образовательного процесса.

Спасибо за внимание








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

