

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Рекомендации к дипломной работе

Просмотр содержимого документа
«Рекомендации к дипломной работе»
Содержание.
Работа должна содержать следующие разделы:
Введение
Раскрыть актуальность темы и социальную значимость выбранной профессии, поставить цели и задачи.
Основная часть
Описание технологии выполняемых процессов предусмотренных разделами задания:
- технологическая часть;
- творческая часть;
- графическая часть.
Описать требования охраны труда и организации рабочего места при проведении заданных работ.
3. Заключение
Подводится итог проделанной работы, делается вывод.
4. Список используемой литературы.
5. Приложения.
Требования к оформлению работы на сайте.
Технологическая часть содержит описание общей технологии изготовления сварных конструкций:
1. Характеристика материала конструкции.
Сталь — это сплав железа с углеродом и другими элементами. В зависимости от химического состава сталь бывает углеродистая и легированная. Углеродистая сталь делится на низкоуглеродистую (содержание углерода до 0,25%), среднеуглеродистую (от 0,25 до 0,6%С) и высокоуглеродистую (от 0,6 до 2,0%С). Сталь, в составе которой кроме углерода имеются легирующие компоненты (хром, никель, вольфрам, ванадий и т. д.), называется легированной. Различают легированные стали: низколегированные (суммарное содержание легирующих компонентов……….. и т.д.
2. Требования к сборке конструкции под сварку.
Подготовка металла под сварку.
Подготовка металла под сварку заключается в правке, очистке, разметке, резке и сборке.
Правкой устраняют деформацию прокатной стали. Листовой и сортовой металл правят в холодном состоянии на листоправйльных и углоправйльных вальцах и прессах. Сильно деформированный металл правят в горячем состоянии.
Перенос размеров детали в натуральную величину с чертежа на металл называют разметкой. При этом пользуются инструментом: рулеткой, линейкой, угольником и чертилкой. Проще и быстрее разметка выполняется шаблоном, изготовляемым……. и т.д.
Сборка деталей под сварку.
Трудоемкость сборки деталей под сварку составляет около 30% от общей трудоемкости изготовления изделия. Она зависит от ряда условий (серийности производства, типа изделий и др.). Для уменьшения времени сборки, а также для повышения ее точности применяют различные приспособления. Приспособления могут быть предназначены только для сборки деталей под сварку
3.Технология ручной электродами дуговой сварки покрытыми электродами (полуавтоматической).
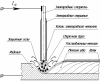
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
Достоинства способа:
Простота оборудования;
Возможность сварки во всех пространственных положениях;
Возможность сварки в труднодоступных местах…… и т.д.
Технология полуавтоматической сварки в защитном газе.
При сварке плавящимся электродом в защитном газе (рисунок) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.
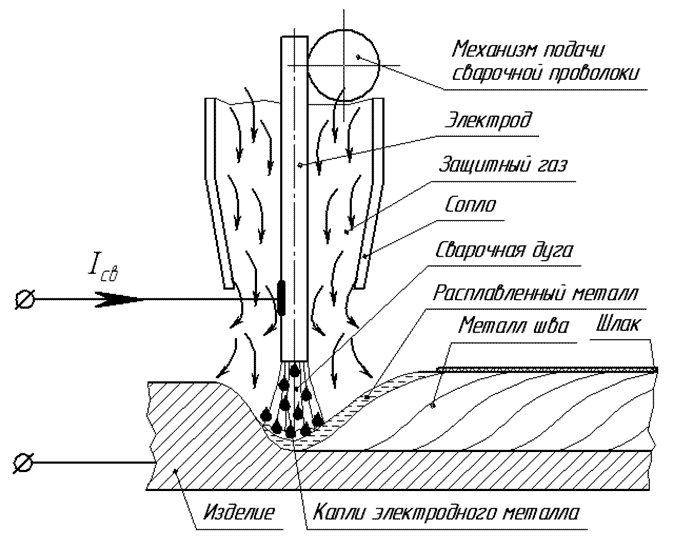
Рисунок . Схема сварки в защитных газах
Достоинства способа:
Повышенная производительность (по сравнению с дуговой сваркой покрытыми электродами);
Отсутствуют потери на огарки, устранены затраты времени на смену электродов;
Надёжная защита зоны сварки…… и т.д.
4.Основные характеристики сварочных материалов, оборудования и приспособлений.
Электроды для ручной дуговой сварки.
В настоящее время в нашей стране для сварки углеродистых и легированных конструкционных сталей применяют электроды по ГОСТу 9467-60, в основу которого положены механические свойства наплавленного металла или сварного соединения, выполняемых электродом. Кроме того, ограничивается содержание серы и фосфора в наплавленном металле.
Тип электрода обозначается буквой Э; следующее за буквой число обозначает нижнее значение предела прочности. ГОСТ предусматривает типы электродов от Э34 до Э145; если после числа следует буква А, то это означает, что электрод обеспечивает повышенные значения пластических свойств наплавленного металла или сварного соединения.Электрод типа Э34 дает наименьшую прочность и малую пластичность металла и относится к электродам с тонким стабилизирующим покрытием, допускается только в производстве менее ответственных сварных конструкций; Э42 и Э46 пригодны для ответственных конструкций из углеродистых сталей, Э50 и Э55 - для среднеуглеродистых и низколегированных сталей; Э60, Э70…… и т.д.
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны.
Для сварки углеродистых сталей применяют углекислый газ (СО2), но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов - раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием(Св-08ГС,Св08Г2С и др.), поэтому используем проволоку Св-08ГС.
Устройство сварочного трансформатора.
Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет стальной…..
Устройство сварочного выпрямителя.
Свойство некоторых материалов пропускать электрический ток в одном направлении используется в сварочной технике для преобразования переменного тока в пульсирующий постоянный ток. Материалами выпрямительного элемента (вентиля) служат селен и кремний. Сварочные выпрямители выполняют…..
Устройство сварочного преобразователя.
Сварочный преобразователь состоит из сварочного генератора постоянного тока и приводного электродвигателя, размещенных обычно……
Устройство полуавтомата
В сварочном полуавтомате механизирована лишь одна операция — подача электродной проволоки в дугу, а перемещение дуги для образования, шва производится сварщиком вручную……..
Принадлежности и инструмент сварщика.
Для зажатия электрода и подвода к нему сварочного тока служит электрододержатель. Более совершенными являются электрододержатели с пружинами; применяют также винтовые…… Баллоны для СО2, редукторы, манометры и шланги по устройству аналогичны кислородным( окрашены черным)…… и т.д.
5. Выбор режима сварки.
Под режимом сварки (р.д.с.) понимают совокупность условий, создающих устойчивое протекание процесса сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима сварки при ручной сварке относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания…
На степень окисления металла и образования пор влияют технологические условия сварки (полуавтомат): длина дуги, род и полярность тока, диаметр проволоки и плотность тока на электроде. Сварка на постоянном токе обратной полярности дает меньшее окисление и более высокое качество шва, чем на прямой…..
6. Техника ручной дуговой сварки (полуавтомат) сварки. Зажигание сварочной дуги.Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, типа сварного соединения, положения шва в пространстве и др. Зажигание (возбуждение) производиться двумя способами. При первом способе электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят верх на расстояние 25 мм. Второй способ напоминает процесс, зажигая спички. При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере. После этого сварку ведут в нужном направлении……
Способы наложения валиков и техника выполнения швов.
Техника манипулирования электродом. Во время сварки электросварщик сообщает концу электрода движение в трех направления.
Первое движениепоступательное,по направлению оси электрода, для……
7. Контроль качества сварных соединений.
Очередность контроля.
Чтобы обеспечить высокое качество и надежность сварных соединений, необходимо выполнить предварительный контроль, пооперационный контроль и контроль готовых сварных соединений.
При предварительном контроле следует проверить:…..
Внешний осмотр и замер размеров швов.
Этот вид контроля является необходимым и наиболее распространенным при сварке. Внешний осмотр может быть выполнен невооруженным глазом и с помощью увеличительного стекла. Перед внешним осмотром сварные швы должны быть тщательно очищены от шлака, а если…
Ультразвук….
Рентген…… и т.д.
Творческая часть содержит описание технологии собственной конструкций (кронштейн, опора и др.):
1.
Химический состав основного металла
| Металл | Содержание элементов, % | ||
| С | Si | Мп | |
| Основной типа СтЗ
| 0,14—0,22
| 0,05—0,30
| 0,40—0,45
|
Сталь Ст3 относится к 1-ой группе свариваемости, поэтому опору можно изготавливать без ограничений различными видами сварки.
Характеристики основного металла можно найти в рекомендованной литературе или интернете.
2. Сборка опоры будет выполняться на прихватках с помощью сборочно-сварочных приспособлений (уточнить каких).
Далее по конкретизировать марку применяемых электродов (проволоки), оборудование и т.д.
Охрана труда.
Основные требования безопасности труда при сварке.
При выполнении сборочных и сварочных работ существуют следующие основные опасности для здоровья рабочих: поражение электрическим током, поражение лучами дуги глаз и открытых поверхностей кожи, ушибы и порезы во время подготовки изделий к сварке и во время сварки, отравление вредными газами и пылью, ожоги от разбрызгивания электродного расплавленного металла и шлака………..
Поражение электрическим током.
Травма возникает при замыкании электрической цепи сварочного аппарата через тело человека (рис.). Причинами являются: недостаточная…….
Графическая часть.
Чертеж конструкции.
Чертежи деталей (на одном листе) из которых состоит конструкция.
Например: 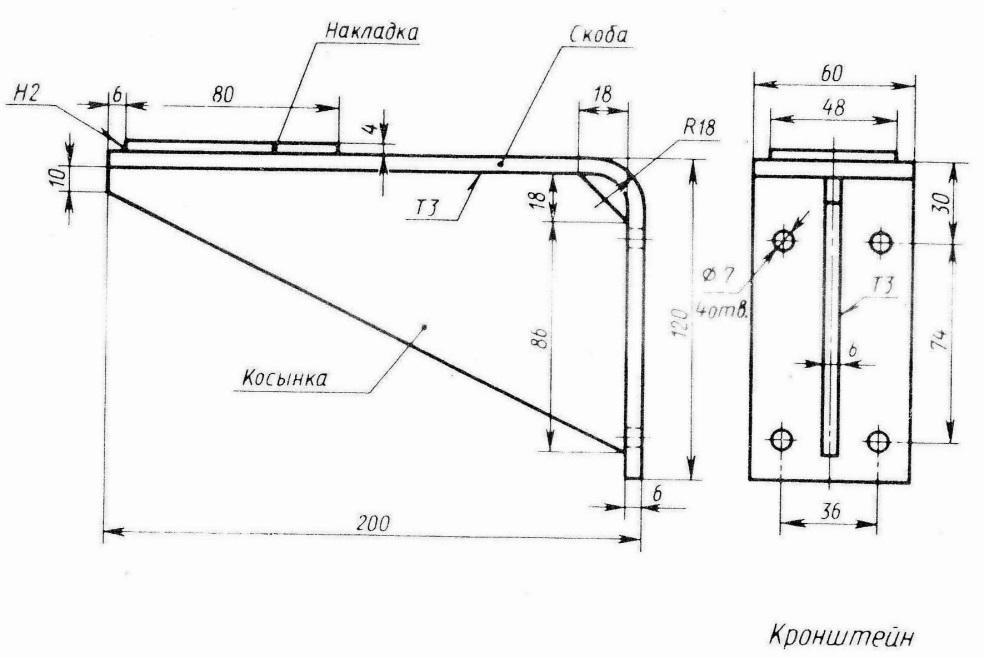
Накладка, скоба, косынка – 3 рисунка.
Приложения.
Таблицы, ГОСТы и т.п.
Список литературы.
1.Основы слесарного дела: учебник для студ. учреждений сред. проф. образования / Б.С. Покровский. – М.: Издательский центр «Академия», 2017. – 208с.
2.Подгтовительные и сборочные операции перед сваркой: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – М.: Издательский центр «Академия», 2018. – 192с.
3.Технология производства сварных конструкций: учебник для студ. учреждений сред. проф. образования / В.Н. Галушкина. – 6-е изд. - М.: Издательский центр «Академия», 2017. – 192с.
4. Контроль качества сварных соединений : учеб. для студ. учреждений сред. проф. образования / В.В. Овчинников. – М.: Издательский центр «Академия», 2018. – 240с.
5 .Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом: учебник для студ. Учреждений сред. Проф. Образования / В.В. Овчинников. – 2-е изд., стер. – М.: Издательский центр «Академия», 2018. – 208с.
6.Частично механизированная сварка (наплавка) плавлением: учебник для студ. Учреждений сред. Проф. Образования / В.П. Лялякин, Д.Б. Слинко. – М.: Издательский центр «Академия», 2018. – 192с.
7. Основы материаловедения для сварщиков: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников.–М.: Издательский центр «Академия», 2017. – 208с.
8.Технические измерения: учебник для студ. Учреждений сред. проф. образования / С.А. Зайцев, А.Н. Толстов, - М. : Издательский центр «Академия», 2018. – 368 с.
Интернет – ресурсы:
Образовательный портал: http\\www.edu.sety.ru
Учебная мастерская: http\\www.edu.BPwin -- Мастерская Dr_dimdim.ru
Образовательный портал: http\\www.edu.bd.ru
Электронно-библиотечная система IPRbooks
https://multiurok.ru/svarmet/files
СОДЕРЖАНИЕ.
1. Введение.
2. Основная часть.
2.1. Технологическая часть.
2.1.1. Характеристика металла конструкции.
2.1.2. Подготовка металла к сварке.
2.1.3. Технология ручной дуговой сварки покрытыми
электродами (механизированной сварки в защитных газах).
2.1.4. Основные характеристики сварочных материалов,
оборудования и приспособлений.
2.1.5. Выбор режима сварки.
2.1.6. Техника ручной дуговой сварки покрытыми электродами.
2.1.7. Контроль качества сварки, возможные дефекты и
способы их исправления.
2.2. Творческая часть.
2.2.1. Характеристика материала конструкции.
2.2.2. Подготовка металла к сварке.
2.2.3. Основные характеристики сварочных материалов,
оборудования и приспособлений.
2.2.4. Выбор режима сварки.
2.2.5. Техника ручной дуговой сварки покрытыми электродами.
2.2.6. Контроль качества сварки.
2.3. Графическая часть.
2.4. Требования охраны труда и организация рабочего места.
3. Заключение.
4. Список использованной литературы.
5. Приложения.
Комплекты видеоуроков для учителей







© 2018, Кварацхелия Георгий Владимирович 899 108
Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

