
Россия, Тамбов


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 24.07.2025 08:43

Рубченко Раиса Григорьевна
преподаватель спецдисциплин
70 лет
Местоположение
Специализация
Ручная дуговая сварка: достоинства, недостатки, применение
Категория:
Технология
03.12.2019 10:58

Просмотр содержимого документа
«Ручная дуговая сварка: достоинства, недостатки, применение»

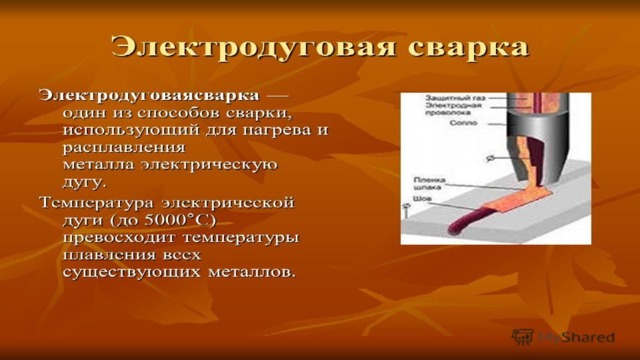
Ручная дуговая сварка

Обозначение ручной дуговой сварки
- MMA — ручная дуговая сварка покрытым металлическим электродом. SMAW — дуговая сварка в защитной атмосфере. РДС — обозначение ручной дуговой сварки в советской литературе и стандартах. 111 — условное цифровое обозначение способа сварки согласно ISO 4063-78. E — международный символ ручной дуговой сварки
Преимущества ручной дуговой сварки
- благодаря высокой температуре дуги (до 6000 0 С ) и концентрированному нагреву она обеспечивает:
- большую скорость,
- малую зону температурного влияния,
- малое коробление и возможность управлять механическими свойствами наплавленного металла путем введения в покрытие различных легирующих элементов, которые содержат электроды для сварки
Недостатки ручной дуговой сварки
- Отсутствие возможности регулирования глубины проплавления металла и скорости плавления электрода, вследствие чего при сварке тонкого материала возникают большие трудности в получении качественного шва.
- Большой срок, затрачиваемый на подготовку квалифицированных сварщиков (1-2 года).
- Зависимость качества сварки от индивидуальных особенностей сварщика.
- Наличие шлака с обратной стороны шва при односторонней сварке замыкающих швов для некоторых конструкций, в которых внутренняя поверхность покрывается защитными неорганическими покрытиями.
Диапазон применения ручной дуговой сварки
- По толщине свариваемого металла: -однопроходная сварка -1...4 мм -двухстороння в два прохода - до 6 мм - многопроходная – по ГОСТ 5264-80 - до 120 мм, по правилам и нормам принятым в атом ной энергетике ПН АЭ Г-7-009-89 - до 200 мм
- По положениям: - во всех пространственных положениях .
Диапазон применения ручной дуговой сварки
- По свариваемым материалам: - сварка конструкционных и теплоустойчивых сталей (электроды по ГОСТ 9467-75); - сварка высоколегированных сталей с особыми свойствами (электроды по ГОСТ 10052-75); - сварка чугуна; - сварка алюминия; - сварка меди.

Подготовка металла под сварку
- правка;
- разметка;
- при необходимости гибка заготовок;
- разделка и чистка кромок свариваемых деталей;
- сборка конструкций перед началом соединения.
согласно ГОСТ 5264-80.





Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

