
Россия, Армавир


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 18.04.2024 09:55
Казетов Сергей Николаевич
преподаватель
57 лет
Местоположение
Специализация
Слесарное дело (1)
Категория:
Труд (технология)
16.01.2022 19:49

Просмотр содержимого документа
«Слесарное дело (1)»
ЛЕКЦИЯ № 11
ТЕМА: Шаблоны, калибры пробки.
Калибры и шаблоны
Калибры, шаблоны предназначены для измерения детали по одному и тому же размеру и являются бесшкальными инструментами. Их особенно широко применяют в массовом и серийном производстве для контроля размеров, формы и взаимного расположения поверхностей.
Предельные калибры.
Калибры для контроля валов — скобы (ГОСТ 2216—84*, 18355—73*).
Проходная сторона (ПР) имеет размер, равный наибольшему предельному размеру вала, а непроходная (НЕ)—наименьшему предельному размеру вала.
Скоба листовая двухсторонняя Скоба листовая односторонняя
от 1 до 50 мм от 1 до 180 мм
Скоба штампованная двусторонняя Скоба регулируемая
от 3 до 100 мм от 0 до 330 мм
Рисунок 18.1 - Предельные калибры и их виды
Применение скоб.
Проходная сторона калибров (ПР) для валов должна проходить в проверяемую поверхность контролируемого размера, а непроходная (НЕ) не должна в нее проходить.
Измерительные поверхности калибров должны быть слегка смазанными.
Применение чрезмерных усилий при измерении приводит к неправильным показаниям и преждевременному износу измерительных поверхностей инструмента.
Рисунок 18.2 - Применение скоб

Рисунок 18.2, лист 2
Калибры для измерения отверстий — пробки
(ГОСТ 14807—69*, 14827—69*).
Типы пробок
Проходная сторона (ПР) пробки имеет размер, равный наименьшему предельному размеру отверстия, а непроходная сторона (НЕ) — наибольшему предельному размеру отверстия.
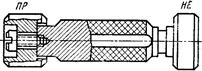
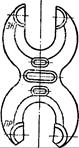
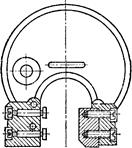
| Пробка двусторонняя с вставками с коническим хвостовиком. Пределы измерений от 1 до 50 мм | Пробка двусторонняя с насадками. Пределы измерений от 30 до 100 мм |
![]()
| Пробка односторонняя с вставками с коническим хвостовиком. Пределы измерений от 6 до 50 мм | Пробки листовые двусторонние. Пределы измерений от 18 до 100 мм |
Рисунок 18.3 - Калибры - пробки, их типы
Применение пробок.
Проходная сторона пробки (ПР) должна проходить в проверяемое отверстие, а непроходная сторона (НЕ) не должна проходить.


Рисунок 18.4 - Применение калибров – пробок
Шаблоны.
Шаблоны для контроля длин и высот.
Контроль длин и высот предельными шаблонами производится так же, как скобами и пробками, т. е. перемещением их измерительных поверхностей относительно проверяемых поверхностей деталей (изделий).
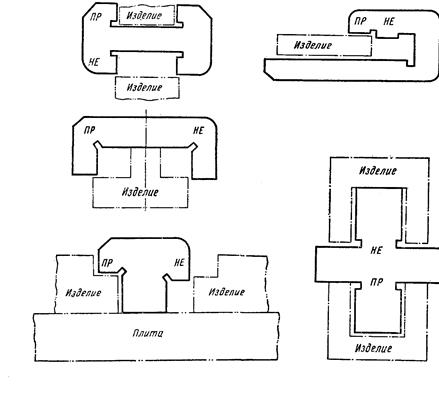
Рисунок 18.5 - Шаблоны длин и высот
Шаблоны радиусные.
Шаблоны радиусные предназначены для контроля вогнутых и выпуклых поверхностей. Радиусный шаблон представляет собой стальную пластину, конец которой выполнен по дуге определенного выпуклого или вогнутого радиуса. Выпуклые поверхности изделий контролируют вогнутыми шаблонами, вогнутые поверхности—выпуклыми шаблонами. Контроль производят сопряжением шаблона с проверяемой поверхностью: по величине и равномерности просвета судят о качестве обработки.
Применение радиусных шаблонов
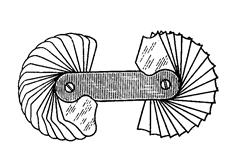

Рисунок 18.6 - Набор радиусных шаблонов
Шаблоны для контроля криволинейных поверхностей сложного профиля
Криволинейные поверхности сложного профиля контролируют шаблонами, контур рабочей части которых соответствует контуру проверяемых изделий.
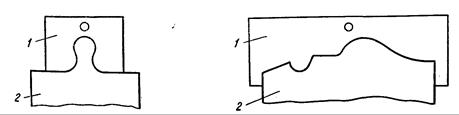
1 — шаблон, 2 — изделие 1— шаблон, 2 — изделие
Рисунок 18.7 - Шаблоны контроля криволинейных поверхностей
К шаблонам, которые часто использует слесарь, относятся угольники, шаблоны для резьбы, щупы, шаблоны для фасонных поверхностей.
. Шаблон, выполненный из жести толщиной 0,5–2 мм (иногда придается жесткость уголком или деревянной рейкой), накладывается на плоскую поверхность детали и обводится чертилкой по контуру. Точность нанесенного контура на детали зависит от степени точности шаблона, симметрии острия чертилки, а также от способа продвижения острия чертилки (острие должно двигаться перпендикулярно к поверхности детали). Шаблон является зеркальным отображением конфигурации деталей, линий и точек, которые должны быть нанесены на поверхность детали.
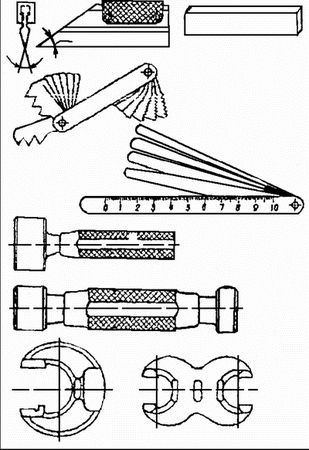
Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя
 Элементы приспособлений для направления и контроля положения
Элементы приспособлений для направления и контроля положения
рабочего инструмента
Классификация элементов приспособлений
Эти элементы можно разделить на три группы:
1. для быстрой установки инструментов на размер —шаблоны, установы;
2. для определения положения и направления осевого инструмента —
кондукторные втулки;
3. для определения траектории относительного движения инструмента
и заготовки — копиры.
Применением этих элементов в приспособлениях достигают повышения
точности размеров в партии обработанных деталей и производительности
труда на операции.
Шаблоны, установы и кондукторные втулки
При наладке и подналадке установка инструментов на рабочий
наладочный размер с помощью пробных стружек и промеров занимает много
времени. Для ускорения наладки станков и повышения ее точности в
конструкцию приспособления вводят специальные элементы, определяющие
положение инструментов, соответствующее рабочему наладочному размеру.
Применение шаблонов типично для токарных работ, а установ — для
фрезерных. Повышение производительности труда достигается в этом случае
за счет сокращения времени на техническое обслуживание.
Такой шаблон может быть съемным или откидным, шарнирно
закрепленным. При настройке шаблон ставят в рабочее положение, а после
закрепления резцов снимают или откидывают в нерабочее положение.
Другим примером шаблона для установки резца может служить
установочное кольцо ,которое надевается на оправку
вместе с обрабатываемой деталью . Резцы подводят до соприкосновения с
шаблоном (кольцом). Широкое распространение в конструкциях фрезерных
приспособлений получили установы для наладки на размер
фрез.
Установы помещаются на приспособлении так, чтобы они не мешали
при установке и обработке детали, но в то же время, чтобы к ним был
свободный доступ инструмента.
В процессе наладки станка между установом и фрезой помещают щуп,
который должен плотно, но без защемления входить в зазор.
Непосредственное соприкосновение фрезы с установом недопустимо во
избежание его повреждения как в момент наладки, так и при обработке
заготовок.
Материал установов — сталь У7А или 20Х с термообработкой до
твердости HRC 55...60. Конструкции щупов, данные в ГОСТ 8925-68 и ГОСТ
8926-68, изготовляют из стали У7А с термообработкой до HRC 55...60.
Кондукторные втулки применяют для определения положения и
направления разнообразных осевых инструментов при обработке отверстий;
сверл, зенкеров, разверток и т. д. Они определяют положение оси
инструмента относительно установочных элементов приспособления и
повышают его радиальную жесткость. При этом отпадает необходимость в
разметке, за счѐт чего повышается точность расположения отверстий и
производительность труда. Повышение жесткости инструмента приводит к
повышению точности диаметра отверстия, уменьшению его увода, позволяет
работать на более высоких режимах резания.
Кондукторные втулки бывают неподвижные и вращающиеся.
Вращающиеся втулки применяют для направления расточных скалок при
большом диаметре обработки и высоких скоростях резания. Вращение
втулки вместе с инструментом значительно уменьшает износ ее рабочего
отверстия и увеличивает срок службы.
Неподвижные втулки по конструкции разделяют на четыре группы
постоянные, сменные, быстросменные, специальные. Первые
три группы стандартизованы.
Постоянные втулки выполняют без буртика - тип I или с
буртиком - тип II. Эти втулки используют в приспособлениях при
мелкосерийном производстве для обработки отверстия одним инструментом,
когда за время использования приспособления не потребуется замена втулки
в связи с износом ее рабочей поверхности. Ориентировочно принимают
число сверлений через кондукторную втулку 10000-15000.
В приспособлениях крупносерийного и массового производств для
ускорения замены применяют сменные втулки .
От проворота и подъема при обработке под действием сходящей стружки они
удерживаются головкой винта.
В приспособлениях серийного производства для обработки отверстия
последовательно несколькими инструментами применяют быстросменные
втулки . Они отличаются от сменных втулок срезом на
буртике, что позволяет производить их смену, не вывинчивая крепежный
винт. Для удобства использования буртик быстросменной втулки имеет
накатку. Специальные втулки применяют в особых случаях, когда
применение стандартных втулок невозможно или не дает эффекта. Втулку применяют для сверления отверстий в наклонных к его оси
плоскостях, удлиненную быстросменную втулку применяют
при обработке отверстий в углублениях заготовки, срезанные
и сдвоенные втулки применяют при обработке близко
расположенных отверстий.
Кондукторные втулки с диаметрами отверстий до 25 мм изготовляют из
стали У10А, У12А и закаливают до твердости HRC 62...65. Основные втулки
с диаметром отверстия до 25 мм изготовляют из стали У7А и закаливают до
твердости HRC 45...50. Все втулки с диаметрами отверстий более 25
мм изготовляют из стали 20, цементируются на глубину 0,8÷1,2 мм и
закаливают до твердости HRC 62...65.
Расстояние от нижнего торца втулки до поверхности заготовки
выбирают равным 1/3÷1 диаметра отверстия. Меньшее расстояние выбирают
при обработке чугуна, большее - при обработке стали. При такой установке
втулки стружка не попадает в направляющее отверстие и не изнашивает его.
Копиры
Для обработки фасонных поверхностей на универсальных станках
применяют приспособления, снабженные копировальными устройствами.
Назначение копиров заключается в обеспечении траектории относительного
движения инструмента, необходимой для получения требуемого контура
детали. При этом пропадает необходимость в разметке, в ручной подаче
инструмента при обходе криволинейного контура. В результате повышается
точность обработки контура и производительность труда на операции.
Наиболее общим случаем обработки по копиру является фрезерование
замкнутого контура методом круговой подачи. Закрепленные заготовка и копир вращаются вокруг общей оси. Оси ролика и фрезы расположены на постоянном расстоянии а между
ними и перемещаются вместе. Копир все время прижат к ролику. Расстояние
между осью вращения копира и осью фрезы меняется в соответствии с
профилем копира, благодаря чему получается нужный профиль детали.
Профиль копира определяют графически. Он должен быть строго увязан
с профилем обрабатываемой детали и диаметрами фрезы и ролика.
Методика построения копира для поступательно-вращательного
движения состоит из нескольких этапов:
1. Вычерчивание профиля детали в натуральную величину или в
увеличенном масштабе;
2. Выбор диаметров фрезы и ролика и расстояния а между ними.
Радиус фрезы должен быть меньше радиуса вогнутого участка профиля;
3. Выбор центра вращения детали. Выполнение условия: угол давления
θ должен быть наименьшим (θ - угол между лучом из центра вращения и
перпендикуляром к профилю детали). Вычерчивание лучей из центра
вращения копира;
4. Построение на лучах радиусом фрезы окружности касательно
профиля детали и от центра фрезы вдоль лучей, откладываются отрезки а.
Используя эти точки как центры, проводят окружности, соответствующие
окружностям ролика;
5. По положению окружности ролика проводится огибающая кривая 2,
которая и является профилем копира. Построение копира для продольнопоперечного движения производится аналогичным образом. Только вместо
радиальных лучей проводится серия параллельных прямых,
перпендикулярных движению подачи .
Для компенсации изменения диаметра фрезы после переточки ролик
делается конической формы с углом между образующей и осью ролика 10-
15°.
Копиры применяются при обработке на фрезерных, токарных,
строгальных, шлифовальных и других станках. Копиры и ролики
изготовляют из стали 20, цементируют и закаливают до твердости HRC
58...62.
Контрольные вопросы :
1. Для чего применяют шаблоны?
2. Для чего применяют установы?
3. Для чего применяют кондукторные втулки?
4. Для чего применяют копиры?
Контрольные задания:
1.Внимательно изучить предложенную тему.
2.Составить конспект по изученному материалу.
3.Углубленно изучить материал, используя Интернет-ресурсы.
4.Написать отчет о проделанной работе .





Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

