
Россия, Армавир


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 18.04.2024 09:55
Казетов Сергей Николаевич
преподаватель
Местоположение
Специализация
Слесарное дело (1)
Категория:
Труд (технология)
16.01.2022 19:58

Просмотр содержимого документа
«Слесарное дело (1)»
ЛЕКЦИЯ 22 ТЕМА: Приемы резки
Кислородную резку применяют не только для получения заготовок из листа, но и из профильного проката и труб.
Резка уголка выполняется так, как показано на рис.1 а. После того как будет прорезана одна полка, резак разворачивают и устанавливают перпендикулярно второй полке.
Порядок резки двутавровой балки показан на рис.1 б. При подходе резака к вертикальной стойке балки скорость резки следует уменьшить, чтобы полностью прорезать стойку.
При резке швеллера (рис.1 в) резак можно располагать как со стороны внутренней, так и наружной поверхности швеллера.

Рис1. Последователь резки профильного проката: а - уголка, б - двутавровой балки, в - швеллера
Заготовку из стали квадратного сечения начинают резать с угла (рис. 2 а). После нагрева угла до температуры воспламенения головку резака переводят в вертикальное положение и начинают резку. В конце резки, чтобы в первую очередь прорезать нижний угол, резак наклоняют на 5 - 10° в сторону, противоположную направлению резки.
Процесс резки круглой заготовки понятен из рис.2 б. При перемещении резака расстояние между концом мундштука и поверхностью разрезаемой заготовки следует выдерживать постоянным.

Рис.2 Приемы резки прутков различного профиля: а - квадратного, б - круглого, в - безоставочная резка нескольких прутков; 1 - 6 - последовательность резки
Повысить производительность резки прутков можно, применяя безостановочный процесс (рис.2, в). В местах перехода на каждый последующий пруток следует наклонять резак в сторону, обратную направлению резки.
Резку труб приходится выполнять, особенно в монтажных условиях, во всех положениях; при этом качество резки получается различное. Желательно для резки труб, главным образом больших диаметров, применять роликовые стенды (рис.3) с приводными или неприводными роликами.

Рис.3. Схема роликового стенда для резки труб: 1 - резак, 2 - труба, 3 - опорные ролики
Большую роль играет качество резки при подготовке торца трубы под сварку; в этих случаях надо применять разметку, используя для этого ленту из тонкого гибкого материала (жесть, картон и др.). Лентой обертывают трубу и по ее краю мелом наносят линию резки. Для заготовки большого количества одинаковых деталей применяют пакетную резку, сущность которой заключается в том, что несколько листов собирают в пакет, зажимают по контуру струбцинами и производят резку этого пакета за один проход резака. Пакетной резке поддаются углеродистые стали с содержанием углерода до 0,4% и низколегированные с содержанием углерода до 0,25%. Режимы пакетной резки приведены в табл. 21.

21. Режимы резки пакета
Резка стали большой толщины (более 300 мм) выполняется специальными резаками на пониженном давлении кислорода.
Деформации при кислородной резкеКак при сварке, так и при резке возникают деформации в вырезанном элементе и металле, идущем в отходы. Деформации выражаются в изменении формы и размеров элемента по сравнению с намеченными до резки.
Деформации в плоскости листа выражаются в виде укорочения, удлинения или изгиба элемента. В зависимости от размеров вырезаемых элементов изгиб может быть вогнутым или выпуклым. Вырезанные элементы больших размеров имеют, как правило, вогнутый изгиб . Элементы малой ширины (до 100 мм) будут иметь выпуклый изгиб.
Способами борьбы с деформациями при кислородной резке являются: рациональная технология резки, применение жесткого закрепления концов реза, предварительный подогрев вырезаемого элемента, применение искусственного охлаждения и др.
В рациональную технологию резки входит правильный выбор начала резки, установление правильной последовательности резки, выбор наилучшего режима резки, в частности, не следует применять слишком мощного подогревающего пламени, вырезать заготовки не из целого листа, а из предварительно нарезанных карт.
Качество кислородной резкиКачество резки определяется точностью резки и качеством поверхности реза.
Точность резки характеризуется отклонениями линии реза от заданного контура. Наименьшие отклонения линии реза от заданной будут при резке на машинах с программным, фотоэлектронным и электромагнитным управлением; величина отклонений будет возрастать при резке на машинах с ручным управлением или переносными машинами. Наибольшие отклонения получаются при ручной резке без направляющих приспособлений. Величина отклонений зависит также от длины, толщины, состояния поверхности листа, формы вырезаемой заготовки, квалификации резчика.
Качество реза характеризуется неперпендикулярностью и шероховатостью его поверхности, равномерностью ширины реза по всей толщине листа, наличием подплавления верхней кромки и грата на нижней кромке .
Сущность процесса и аппаратура для резкиВ процессе кислородной резки металл сгорает при температуре, которая ниже температуры его плавления. Если температура плавления образующихся при горении окислов будет выше температуры плавления металла, то обычная кислородная резка таких металлов становится невозможной. Например, при резке хромистых сталей образуются окислы хрома с температурой плавления 2270°С, тогда как хром плавится при температуре 1903°С. То же относится к никелю (1985 и 1452°С) и другим металлам.
Тугоплавкая пленка окислов исключает контакт между подогретым до температуры воспламенения металлом и кислородной струей. Увеличивается отвод тепла соседними участками металла, струя кислорода охлаждает место реза и процесс резки прекращается.
К металлам, при окислении которых образуется тугоплавкая пленка, относятся коррозионностойкие (нержавеющие), жаростойкие (окалиностойкие) и жаропрочные стали, чугуны, медь, сплавы меди и др.
Для успешной кислородной резки этих металлов необходимо обеспечить расплавление и перевод в шлак образующихся тугоплавких окислов. Это возможно осуществить за счет дополнительного нагрева места реза от сгорания флюса.
Сущность кислородно-флюсовой резки заключается в том, что к месту реза (в щель реза) вместе с режущим кислородом и подогревающим пламенем вводится порошкообразный флюс.
Флюс, подаваемый в зону резки, выполняет две функции: тепловую и абразивную. Тепловое действие флюса состоит в том, что он сгорает в щели реза, вследствие 'чего повышается температура места реза, тугоплавкие окислы становятся жидкотекучими и под действием силы тяжести и давления кислородной струи без затруднений удаляются. С помощью флюса удается разрезать металл толщиной до 500 мм. Вдуваемый флюс образует в щели реза шлак из продуктов горения. Этот шлак передает свое тепло нижним слоям разрезаемого металла, нижние слои металла дополнительно подогреваются до температуры воспламенения и глубина реза возрастает.
Сущность абразивного действия флюса состоит в том, что его частицы, имеющие большую скорость, ударным трением стирают с поверхности реза тугоплавкие окислы.
Составы флюсов. Для выделения дополнительного количества тепла при резке в качестве флюса применяют в основном железный порошок. При сгорании железного порошка образуются легкоплавкие окислы железа, которые, сплавляясь с окислами поверхностной пленки, образуют более легкоплавкие шлаки, которые относительно легко удаляются из зоны реза.
Устойчивый процесс резки нержавеющих сталей протекает при содержании в железном порошке углерода до 0,4% и кислорода (в виде окислов) до 6%. Повышение содержания углерода и кислорода в железном порошке снижает температуру в зоне реза и ухудшает качество его поверхности, увеличивая расход порошка.
В соответствии с ГОСТ 9849 - 74 применяют пять марок железного порошка: ПЖ 1, ПЖ 2, ПЖ 3, ПЖ 4 и ПЖ 5, содержащие соответственно железа не менее 98,5; 98,0; 98,0; 96,0; 94,0; остальные примеси: углерод, кремний, марганец, сера и фосфор.
Кроме железного порошка, применяют различные смеси его с другими компонентами. Например, при резке хромоникелевых сталей наибольшую эффективность получают при добавлении к железному порошку 10 - 45% алюминиевого порошка. При сгорании этой смеси в кислороде образуются легкоплавкие шлаки с температурой плавления менее 1300°С. Легко сдувается при поверхностной резке шлак, если в железный порошок добавлять до 20% силикокальция (23 - 31% Ca, 62 - 59% Si, 1,5 - 3% Al и др.).
Порошки пропускают через сита. При этом количество частиц мельче 0,07 мм не должно превышать 10%, а частиц крупнее 0,28 мм - 5%. Большое количество крупных частиц может привести к неравномерному поступлению флюса в резак.
Флюс выполняющий только абразивное действие, представляет собой кварцевый песок или смесь кварцевого песка с мраморной крошкой. Эти флюсы не получили промышленного применения по двум причинам: низкая производительность процесса резки и обильное выделение кварцевой пыли, которая может вызвать заболевание силикозом.
Аппаратура для резки. Применяются три схемы установок для кислородно-флюсовой резки: с внешней подачей флюса, с однопроводной подачей флюса под высоким давлением и с механической подачей флюса (рис. 94).

Рис. 94. Схемы установок для кислородно-флюсовой резки: а - с внешней подачей флюса, б - с однопроводной подачей флюса, в - с механической подачей флюса; 1 - газофлюсовая смесь, 2 - флюс, 3 - флюсонесущий газ, 4 - кислородно-флюсовая смесь, 5 - режущий кислород
По схеме с внешней подачей флюса (рис. 94, а) железный порошок струей кислорода подается из бачка флюсопитателя к резаку, имеющему специальную оснастку. Из отверстий этой оснастки газофлюсовая смесь засасывается струей режущего кислорода и вместе с ним поступает в зону резки. По этой схеме работают установки УРХС-4 (установка резки хромистых сталей, модель 4), УРХС-5 и УРХС-6 конструкции ВНИИавтогенмаш.
По схеме с однопроводной подачей (рис. 94, б) флюс из бачка флюсопитателя инжектируется (засасывается) непосредственно струей режущего кислорода. Смесь флюса с режущим кислородом по рукаву подводится к резаку и через центральный канал мундштука поступает к разрезаемому металлу. По этой схеме в промышленности работает установка УФР-2 (установка флюсовой резки, модель 2) конструкции МВТУ им. Н. Э. Баумана.
По схеме с механической подачей (рис. 94, в) из бачка флюсопитателя флюс подается с помощью шнекового устройства к головке резака, откуда засасывается струей режущего кислорода. По этой схеме разработаны установки на заводе "Красный Октябрь" и Златоустовском металлургическом заводе.
Основными узлами каждой установки для кислородно-флюсовой резки являются флюсопитатель и резак.
Флюсопитатели подразделяются на пневматические и с механической подачей.
Пневматическая подача флюса осуществляется инжекторным или циклонным (вихревым) устройством, к которому поступает кислород, воздух или азот, увлекающий флюс к резаку.
Механическая подача порошка от флюсопитателя до резака осуществляется шнековым устройством со шлангами и трубками.
Резаки для кислородно-флюсовой резки отличаются от резаков для кислородной резки тем, что они имеют дополнительные узлы для подачи флюса. Применяются резаки с подачей флюса по центральному каналу резака и с внешней подачей флюса. Универсальные резаки имеют сменные мундштуки.
Резак РАФ-1-65 (рис. 95), входящий в состав установки УРХС-5, состоит из серийного ручного резака "Пламя", укомплектованного специальной оснасткой.

Рис. 95. Резак РАФ-1-65 для кислородно-флюсовой резки
Оснастка, показанная на рис. 95, может применяться для любой конструкции серийных резаков, включая керосинорез РК-71.
Она состоит из колодки 2 с тройником 1, соединенных трубками. В колодке установлены сменные втулки 3 под углом 25° к оси мундштука. Через эти втулки подводится газофлюсовая смесь. К оснастке относится также порошковый вентиль 4, предназначенный для включения и выключения подачи флюса.
Установка с внешней подачей флюса УРХС-5 обеспечивает более высокую (в 1,5 - 3 раза) производительность резки и сокращение расхода флюса (в 1,5 - 4 раза) по сравнению с установкой, работающей по схеме с однопро-водной подачей флюса (УФР-2).
Технология резкиПри резке высоколегированных сталей следует учитывать, что содержащиеся в них легирующие элементы по-разному влияют на раз-резаемость и на свойства металла в зоне реза.
Хром образует карбиды, которые выпадают по границам зерен в интервале температур 400 - 800°С, что приводит к уменьшению антикоррозионной стойкости. Процесс образования карбидов хрома зависит от продолжительности выдержки при указанных температурах. Сталь, содержащая хром, обладает также способностью к самозакаливанию и повышению твердости. При резке хромистых сталей большой толщины зона нагрева их у поверхности имеет большую ширину.
Никель окисляется слабо. Хромистые стали с содержанием не более 2% никеля обладают увеличенной прокаливаемостью, что может вызвать образование трещин на кромках.
Марганец, наоборот, хорошо окисляется. При содержании марганца до 2% резка стали не требует специальных приемов, но при высоком содержании марганца твердость металла на кромках значительно повышается.
Кремний, содержащийся в небольших количествах, не препятствует резке. С увеличением содержания кремния процесс резки стали замедляется.
Молибден, алюминий, вольфрам, содержащиеся в стали, вызывают повышение твердости и хрупкости. Стали с этими легирующими элементами после резки требуют термической обработки.
Титан и ниобий, обладающие большим сродством к углероду, при высоких температурах образуют карбиды титана и ниобия и устраняют межкристаллитную коррозию хромоникелевых сталей. Стали, содержащие титан и ниобий, не требуют термической обработки после резки.

23. Режимы резки высоколегированных сталей на установке УРХС-5
Режимы резки.Давление кислорода не должно превышать определенной величины, так как при слишком большом давлении увеличиваются потери флюса и возрастает ширина реза. Давление режущего кислорода при резке нержавеющей стали Х18Н10Т толщиной от 10 до 100 мм составляет 5 - 7 кгс/см2.
Расход флюса. Очень малый расход флюса может привести к непрорезанию металла; при чрезмерном расходе флюса происходит перегрев металла и увеличение ширины реза. При прямолинейной резке расход флюса меньше, чем при фасонной. Расход флюса для резки приведенной выше стали составляет: для прямолинейной - 0,16 - 0,46 кг/м, для фасонной - 0,26 - 0,74 кг/м.
Скорость резки должна быть выбрана так, чтобы было обеспечено хорошее качество поверхностей кромок, без значительного отставания. Скорость перемещения резака согласовывается с количеством подаваемого кислорода и флюса. Для указанной выше стали скорость для прямоугольной резки равна 270 - 760 мм/мин, для фасонной - 170 - 475. мм/мин.
Ширина резки зависит от толщины разрезаемого металла. Для высоколегированных сталей толщиной от 5 до 200 мм ширина реза составляет при ручной резке от 5 до 13 мм, машинной - от 3,5 до 11 мм.
Тема: Разновидность инструмента для резки металла
Основные способы резки металла
Промышленное оборудование
Ножницы по металлу
Ножовка
Сабельные пилы
Лобзик – гениальный инструмент
Болгарка
ручная резка;
механическая (фрезерование, шлифование, сверление);
лазерная;
гидроабразивная;
плазменная;
газовая.

Газовый резак
Все они отличаются техникой исполнения, имеют определенные преимущества и недостатки. Что касается самих инструментов для резки металла, самыми востребованными считаются:
ручная ножовка известна как ножовочные полотна;
электрический лобзик;
ножницы по металлу;
дисковые и сабельные пилы;
болгарка.
Каждое приспособление имеет существенные различия, подбирать их нужно в зависимости от поставленной цели.
Промышленное оборудование
Если для работы в домашних условиях можно использовать стандартные ручные или электрические инструменты, для промышленного производства они не подходят. Это обусловлено относительно невысокой скоростью работы и неспособностью разрезать толстый профиль.
Если металл режется в промышленных масштабах или лист необходимо скорректировать в труднодоступных местах, промышленные инструменты справятся с задачей лучше и быстрее.

Ленточный станок для резки металла
Чаще всего на заводах и промышленных цехах устанавливают:
гильотинные ножницы;
плазменную резку;
ленточные станки;
лазерную резку;
водоструйная резка.
Какой метод выбрать, должен решать мастер. Подбор приспособления зависит от жесткости материала и от необходимой скорости нарезки. Например, скорость плазменной резки превышает скорость газопламенной в несколько раз.
Ножницы по металлу
Этот ручной инструмент для резки металла признан простым и удобным, позволяет разделить лист с толщиной до 3 мм. Отлично подходит для строительства и ремонта.
В зависимости от устройства, условно их классифицируют на несколько разновидностей.
Прямого реза – инструменты предназначены для резки металла по прямой линии.
Криволинейные – разрезают листы криволинейным срезом.

Ножницы с криволинейными лезвиями
Пальцевые – называются ножницы, похожие по действию на криволинейные аналоги, бывают правого или левого реза. Оптимально подходят для вырезки сложных узоров и геометрических фигур.
Стуловые – с помощью приспособления можно разделить металлический профиль толщиной до 3 мм, подходит для резки прутьев средней толщины (около 6–8 мм).
Рычажные инструменты – мощный вид, в конструкции одно лезвие является подвижным, второе фиксированным. Работа осуществляется только с применением верстака.
Выбрать правильные ножницы проблематично, функционирование зависит от заточки лезвия (угол варьируется от 65 до 80 градусов).
Ножовка
Резка металла ножовкой практиковалась в советское время, инструмент подходит для разделения толстых профилей и перепиливания труб и прутьев среднего диаметра. В продаже встречаются следующие типы приспособлений:
Профессиональные инструменты – износостойкие, позволяют добиться точных результатов, оснащены резиновой рукояткой.
Ножовка-ручка – помогает выполнить разрез в самых труднодоступных местах, мастера при ее помощи могут осуществлять внутренние пропилы.
Домашние ножовки – обладают невысокой стоимостью, удобные в использовании.
Подобные приспособления имеют встроенный винтовой механизм и рукоять из дерева.
Полотна для ножовок различаются по твердости режущего материала и высоте зубьев, при покупке на эти факторы обязательно нужно обратить внимание.
Сабельные пилы

Полотно для сабельной пилы
Универсальный инструмент, подходящий для проведения ремонта в квартирах и частных дома. Инструмент с легкостью справляется с разрезанием гвоздей и саморезов. Обрезать кусок трубы или арматуру в труднодоступном месте не составит труда.
Несомненное достоинство инструмента – относительная безопасность и отсутствие искр во время работ.
Большинство мастеров его покупают именно по этим свойствам. Работать легче в тесном помещении.
При покупке внимание в первую очередь обращают на емкость аккумулятора и мощность приспособления – от этих факторов зависит длительность работы пилы. Опытные специалисты советуют покупать инструмент с максимальной мощностью.
Лобзик – гениальный инструмент
Выпускаются для домашнего и профессионального использования, мощность инструмента напрямую зависит от предназначения. Ручная резка профессиональным лобзиком не представляет труда, при этом мастеру удастся разрезать стальной профиль до 10 мм, а алюминиевый до 20 мм.
Основным фактором при выборе является мощность прибора, от значения зависит срок эксплуатации, продолжительность работы и глубина прорезания. Немалое значение имеет и вес лобзика, так как прямым образом сказывается на сложности выполнения работы.
Болгарка
Универсальное приспособление, способное разрезать листы и прутья, выполненные из любого металла. Несомненным достоинством инструмента является то, что единственный расходник, требуемый периодической замены – диски.
Пользоваться болгаркой просто и удобно, работа по силам даже новичку. Строители предпочитают болгарку и из-за возможности шлифовать металл.
Предпочтение стоит отдавать дискам маленького диаметра, таким инструментом будет удобнее пользоваться. Важнейшее правило – замену дисков нужно проводить вовремя, иначе при работе он может разлететься на множество осколков, вследствие чего можно получить различные травмы.
Выбрать грамотно инструмент для резки металла достаточно сложно, так как выбор оборудования просто колоссальный и крайне разнообразный. Но вне зависимости от приспособления, главное – соблюдать технику безопасности.
Процесс резки ножницами. При разрезке листового материала ножницами режущие кромки челюстей ножниц, действуя одновременно, создают напряжения сжатия и растяжения вблизи режущих кромок (рис. 4) и разрушают связь между частицами материала.

Рис. 4. Процесс резки ножницами: 1 – напряжения растяжения; 2 – напряжения сжатия
Челюсти (ножи) ножниц, как и другие режущие инструменты, имеют задний угол α, передний угол γ и угол заострения β (рис. 5), величина которого зависит от свойств разрезаемого материала. Для мягких металлов (меди, латуни и др.) β = 65°, металлов средней твердости – β = 70 ÷ 75° и твердых металлов – β = 80 ÷ 85°.

Рис. 5. Углы заострения челюстей ножниц
При угле заострения меньше указанного ножи быстро затупляются или лезвия их выкрашиваются. Большие углы заострения увеличивают прочность лезвия, но при этом усилия резания возрастают.
Для уменьшения трения касающихся плоскостей режущие кромки ножниц рекомендуется смазывать машинным маслом. Чем точнее пригнаны одна к другой режущие части челюстей ножниц, тем чище получается поверхность среза. Закаленные челюсти ножниц ни в коем случае не должны тереться одна о другую, так как они при этом затупляются (между ними зазор 0,2–0,02 мм). При большем зазоре между челюстями тонкий листовой материал затягивается в зазор и закаленные режущие кромки могут выкрошиться.
Листовую сталь толщиной до 0,7–1 мм режут простыми ручными ножницами (рис. 6, а).
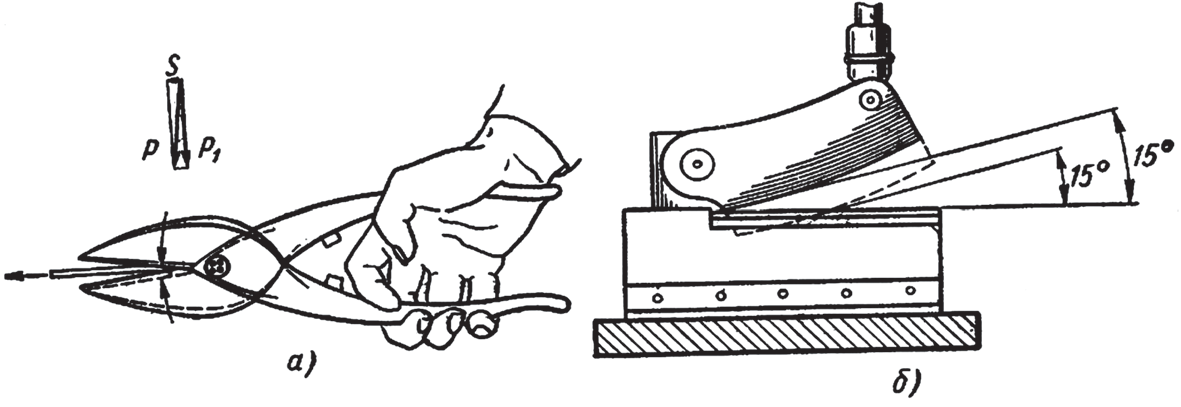
Рис. 6. Ручные ножницы: а – простые; б – рычажные
Допустимая толщина в мм других материалов, разрезаемых на ручных ножницах, следующая: твердый алюминий – 1,0; мягкий алюминий – 2,5; сталь – 0,7; латунь – 0,8; медь – 1,0.
Для слесарных работ применяют ручные ножницы, полная длина которых составляет от 200 до 400 мм, а длина лезвия от 55 до 110 мм.
Изготовляют ножницы из углеродистой инструментальной стали У7, У8, У10.
Ручные ножницы бывают правые и левые. У правых ножниц скос на режущей части каждой половинки находится с правой стороны, у левых – с левой. При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, для того чтобы видеть риску, приходится левой рукой отгибать срезаемый металл, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности и закругления) без резких поворотов режут правыми ножницами.
Резка простыми ножницами происходит только под действием силы Р1, которая направлена перпендикулярно к поверхности листа и вдавливает челюсти в материал. Горизонтальная составляющая S выталкивает заготовку из зева ножниц до тех пор, пока величина ее больше силы трения, возникающей между челюстями ножниц и заготовкой. Это продолжается до раскрытия челюстей на угол 30°.
У ручных рычажных ножниц (рис. 6, б) угол раскрытия должен составлять 15°. Подвижная верхняя челюсть у ручных рычажных ножниц имеет криволинейную режущую кромку, что при всех положениях верхнего ножа обеспечивает угол раскрытия 15°. Теоретически этот угол должен быть около 8–9°, так как тангенс его имеет значение, равное коэффициенту трения стали о сталь в сухом состоянии μ0 = 0,15.
При поддерживании разрезаемого материала угол раскрытия ручных рычажных ножниц может быть больше. Резка под углом меньше 10° является самотормозящей, при таком угле заготовка не выталкивается из зева ножниц. Листовой материал толщиной до 2–3 мм разрезают стуловыми и рычажными ножницами. Стуловые ножницы отличаются от ручных размерами и конфигурацией. Одна из их ручек сделана так, что ее можно жестко закрепить в тисках или прикрепить к деревянной колоде (стулу). Общая длина стуловых ножниц 400–1000 мм, длина лезвий 100–250 мм, длина ручек 300–750 мм.
Кроме простых и рычажных существуют ручные ножницы с зубчатой передачей, маховые и дисковые. Ручные ножницы с зубчатой передачей предназначены для резания листового металла, тонких прутков и профильного материала. Рычажные маховые ножницы применяют обычно для прямых разрезов листового металла толщиной до 2 мм на полосы. На конце рычага помещен уравновешивающий груз.
Дисковые ножницы используют для резки листовой стали толщиной до 1 мм как с прямолинейным срезом, так и по кривой любого радиуса. Нижний режущий диск ножниц закреплен на эксцентриковой оси, которая позволяет изменять положение диска по высоте. Верхний режущий диск вращается на валике, который поворачивают рукояткой при помощи храпового колеса и собачки.
Машинные ножницы. Приводными машинными ножницами режут листы и полосы толщиной более 3 мм .
Дисковую ручную пилу применяют для резки профильного проката и труб (рис. 7). В зависимости от профиля разрезаемого металла пила комплектуется сменными направляющими упорами.

Рис. 7. Дисковая ручная пила
Резка производится вулканитовым кругом 4, шпиндель которого закреплен на качающейся раме 5. Вращение круга осуществляется через ременную передачу 7 электродвигателем 8, а подача круга – вручную рукояткой 6. Разрезаемый профильный прокат устанавливают на призмы 1 до регулируемого упора 2 и закрепляют откидным прижимом 3. По окончании резки рама 5 возвращается в исходное положение пружиной 9. Частота вращения абразивного круга 2000 об/мин.
Заменяя абразивный круг тонким стальным диском, можно производить резку на мерные длины резиновых шлангов и шлангов высокого давления из прорезиненных тканей для пневмо- и гидросистем.
Гильотинные ножницы с наклонными ножами (гильотинные) применяют для резки листового и реже полосового проката, а также листовых неметаллических материалов.
Существует большое количество различных типов ножниц, отличающихся друг от друга как по конструктивным признакам, так и по технологическим характеристикам.
На рис. 8 показаны ножницы с наклонными ножами.

Рис. 8. Гильотинные ножницы
Резать материал на этих ножницах можно по разметке и без нее с помощью удлинителей 3. Станина 1 ножниц сварная из листовой стали. В ее передней части закреплен стол 2, на котором установлены удлинители 3 с Т-образными пазами, служащими для удлинения стола в случае разрезания больших листов, а также для установки передних упоров и различных приспособлений.
Привод ножниц осуществляется от отдельного электродвигателя через клиноременную и зубчатую передачи на коленчатый вал. Ножевая платформа (ползун) 4, приводимая от коленчатого вала через шатуны, двигается вверх и вниз. Расположение привода верхнее. Управляют ножницами при помощи кнопок и педали 6. Задний упор 5 состоит из двух цилиндрических реек; на них от одного маховика передвигаются кронштейны для установки упорной линейки на необходимое расстояние от кромок ножей. Мерная резка листа достигается с помощью заднего упора. Ножницы могут работать одиночными ходами и непрерывными (автоматически).
Обычно ножницы снабжены прижимами для удержания разрезаемого материала. Прижимы действуют автоматически при перемещении ползуна вниз.
Максимальная толщина разрезаемого на этих ножницах материала составляет 20–32 мм при ширине реза 2000–3200 мм. Мощность электродвигателей для привода ножниц – от 1,7 до 20 кВт.
Ножницы с наклонными ножами используются для резки по прямым линиям. На них режутся листы на полосы для последующей штамповки, а также мерные заготовки. Изменяя положение упоров, можно изготовлять заготовки трапецеидальной, ромбовидной, треугольной и другой формы.
На ножницах можно вырезать и заготовки более сложной формы по разметке (без применения упоров), а также срезать кромки листа под углом к плоскости реза до 30° (например, при подготовке под сварку). В последнем случае заготовку располагают наклонно к плоскости стола с помощью специальных подставок.
Комбинированные пресс-ножницы (рис. 9) предназначены для резки листового и реже полосового проката, профильного сортового проката (круг, квадрат, уголок, швеллер), а также для пробивки отверстий и выполнения разрубочных работ.
У таких ножниц в зависимости от модели имеются: пробивное устройство 1, ножницы для резки профильного сортамента 2, разрубочное устройство 3 и ножницы для резки листового проката 4.

Рис. 9. Комбинированные пресс-ножницы
Принцип резки сортового проката заключается в том, что материал, помещенный между ножами соответствующего профиля, разрезается при сдвиге одного (подвижного) ножа по отношению к другому (неподвижному).
Пробивка отверстий, как и зарубочные работы, производится чаще всего по разметке и в отдельных случаях по специальным шаблонам. Шаблон повторяет контур высечки. Он накладывается на заготовку и помогает ориентировать ее по отношению к ножам.
Резка на листовых ножницах производится в основном по разметке. Мерные по длине заготовки из проката отрезаются по специальным упорам или по разметке.
Контрольные вопросы
1. Объясните, почему алюминий и его сплавы не режутся кислородом?
2. Каковы условия кислородной резки углеродистых и низколегированных сталей?
3. Перечислите параметры режима кислородной резки.
4. Какие способы борьбы с деформациями при кислородной резке Вы знаете?
5. По каким признакам определяют качество резки?
Контрольные задания:
1.Внимательно изучить предложенную тему.
2.Составить конспект по изученному материалу.
3.Углубленно изучить материал, используя Интернет-ресурсы.
4.Написать отчет о проделанной работе .








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

