
Россия, Армавир


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 18.04.2024 09:55
Казетов Сергей Николаевич
преподаватель
57 лет
Местоположение
Специализация
Слесарное дело (1)
Категория:
Труд (технология)
16.01.2022 19:59

Просмотр содержимого документа
«Слесарное дело (1)»
ЛЕКЦИЯ 23 ТЕМА: Основные инструменты для резки металла При выполнении различного рода работ часто возникает необходимость резки металла. Сам по себе данный процесс не вызывает трудностей. Но для его выполнения необходимо иметь специализированный инструмент. Самым простым является обычная «дедовская» ножовка по металлу. С задачей она справится, но затраты времени и сил могут неприятно удивить современного человека. К счастью в настоящее время доступно множество иных приспособлений для механической резки металла. Электролобзик
Одним из способов справиться с проблемой является использование электрического лобзика. Электроприбор универсален, поэтому для его использования достаточно просто подобрать соответствующее режущее полотно. Лобзик удобно использовать для тонкого материала (толщина до 3 мм) и при необходимости фигурной резки. Для последнего варианта желательно подобрать узкое полотно. Распил получится аккуратный и точный.
Ножницы по металлуЭффективны при резке и ножницы по металлу. В зависимости от вида и толщины материала различают следующие виды инструмента:
обычные ручные ножницы (используют для листовой стали толщиной 0,4 – 1,1 мм);
стуловые ножницы (имеют большие габариты и подходят для стали до 2,5 мм);
силовые ножницы (для стали до 5,0 мм);
рычажные или маховые ножницы (для материала большой длины с толщиной до 3,0 мм);
гильотинные (имеют наклонные ножи, подходят для толстых сталей вплоть до 32 мм).
Самым популярным в хозяйстве инструментом является болгарка. С ее помощью также можно резать металл. Для этого необходимо приобрести соответствующий отрезной круг. Они бывают разными по толщине. При тонком листовом материале и необходимости точного реза больше подойдет тонкий круг. Если нужно резать арматуру, то удобнее это делать при помощи круга большей толщины.
Сабельная пилаГлавными особенностями работы с металлом при помощи сабельной пилы является отсутствие искр и удобство работы в труднодоступных местах. С использованием днного инструмента рез получится ровным и чистым. Но следует помнить, что сабельная пила работает только по прямой линии. Это главное ее отличие от лобзика. При изгибе высока вероятность повреждения режущего полотна. Важно также не допустить перегрева режущего материала. Для этого нужно работать на низких оборотах.
ТруборезДля резки стальных труб эффективнее всего подойдет специальный инструмент – труборез. Его незаменимость в том, что он обеспечивает плоскость реза строго перпендикулярно трубе. Инструмент снабжен острыми роликами, которые и обеспечивают результат при вращении инструмента вокруг оси трубы. Важной особенностью использования устройство является необходимость жесткой фиксации трубы в прижиме.
РеноваторВ последнее время активно рекламируется различного рода мультиинструменты, одним из которых является реноватор. Инструмент создает колебательные движения насадки с малой амплитудой, но высокой частотой (до 22 тысяч колебаний в минуту). Можно этим инструментом резать и металл. Вместе с тем, на форумах сходятся во мнении, что ни на что, кроме гвоздей, эффективность реноватора не распространяется.
Электрические ножницы по металлуПрекрасный эффект резки металла достигается с использованием электрических ножниц. Существует более 10 разновидностей этого инструмента, но их объединяет способность справиться практически с любым материалом, а также возможность осуществлять фигурную резку. Электрические ножницы по металлу можно считать специализированным инструментом для данных целей.
Виды и инструмент дуговой резки
Плазменно-дуговая резкаПолучение плазменной дуги. Если в электрическую дугу направить поток какого-либо газа, пропуская его через небольшое отверстие плазмообразующего сопла (рис. 96), то столб дуги будет сжат, причем образовавшаяся плазма представляет собой сильно концентрированный источник тепла с высокой температурой, достигающей 20000 - 30 000°С. Газ, сжимающий столб дуги, называют плазмообразующим. В качестве плазмообразующих газов применяют либо одноатомные газы (например, аргон), либо двухатомные (водород, азот). Применяют также смеси двух или нескольких газов и воздух.
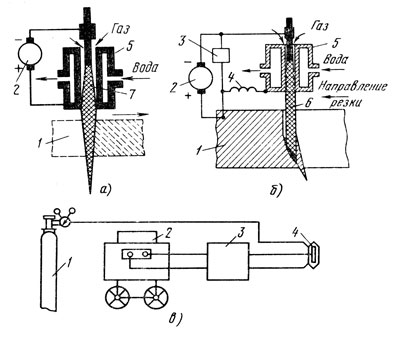
Рис. 96. Схема плазменной резки: а - плазменной струей, б - плазменной дугой; 1 - разрезаемый лист, 2 - источник питания, 3 - осциллятор, 4 - реостат, регулирующий вспомогательную дугу, 5 - плазмотрон, 6 - плазменная дуга, 7 - плазменная струя; в - установка для резки: 1 - баллон с газом, 2 - источник питания, 3 - балластный реостат, 4 - плазмотрон
Двухатомные плазмообразующие газы создают плазменную дугу с большим выделением тепла на аноде, чем одноатомные. Это объясняется тем, что двухатомные газы передают изделию больше тепла из столба дуги в результате образования молекул газа с выделением дополнительного тепла. Поэтому двухатомные газы обеспечивают дугу с большей длиной, но с более низкой температурой, чем одноатомные газы (аргон, гелий и др.)
Распределение температур плазменной дуги с одноатомным газом (аргоном) при токе 400 А и расходе газа 0,6 м3/ч показано на рис. 97.

Рис. 97. Распределение температуры в плазменной струе при силе тока дуги 400 А и расходе аргона 0,6 м3/ч
Сжатая дуга может быть аналогична сварочной дуге прямого и косвенного действия В первом случае одним из электродов служит обрабатываемый металл (рис. 96, б), во втором - дуга возбуждается между независимыми от него электродами (рис. 96, а). Соответственно принято называть сжатую дугу, полученную по первой схеме, - плазменной дугой, а по второй схеме - плазменной струей.
Для разделительной резки металлов более целесообразно применять плазменную дугу, так как установлено, что она имеет более высокий к. п. д., а плазменная горелка менее подвержена износу.
Плазменно-дуговая резка нашла широкое применение при обработке тех металлов и сплавов, которые не поддаются кислородной резке: высоколегированные стали, алюминий, титан и их сплавы, медь и др.
Плазменно-дуговая резка заключается в проплавлении металла на узком участке по линии реза и удалении расплавленного металла струей плазмы, образующейся в дуге. Плазменная дуга применяется главным образом для разделительной резки.
Оборудование для плазменно-дуговой резки. В комплект оборудования для плазменно-дуговой резки входит резак (плазмотрон), пульт управления процессом, источник питания дуги электрическим током, баллоны с плазмообразующими газами и механизм для перемещения плазмотрона вдоль линии реза.
Резак состоит из двух узлов: электродного и соплового. Различают плазмотроны с осевой и вихревой подачей плазмообразующего газа для сжатия дуги. Осевая подача плазмообразующего газа применяется в широких соплах. При вихревой подаче плазмообразующий газ вводят в зону катода и столба по каналам, расположенным по касательной к стенкам дуговой камеры плазмотрона. При этом в камере создается вихревой поток газа со спиралеобразным движением. Вихревая подача плазмообразующего газа обеспечивает перемешивание газа в столбе дуги и равномерность газовой оболочки вокруг столба.
При осевой подаче конец электрода (вольфрамовый стержень диаметром от 2 до 6 мм и длиной до 100 - 150 мм) имеет форму заостренного стержня с углом 20 - 30°, а при вихревой - на конце электрода имеются сменные гильзовые катоды.
Для охлаждения плазмотронов применяют воду, а в плазмотронах небольшой мощности - сжатый воздух.
Вольфрамовый (или с примесью окислов лантана, иттрия, тория) электрод применяется для работы в инертных газах; при резке в окислительных газах электрод в зоне катода необходимо защищать неактивным газом.
Значительное применение находят режущие плазмотроны с пленочными катодами. Способностью образовывать пленку на катоде обладают цирконий и гафний. При высоких температурах окиснонитридная пленка, обладающая электропроводностью, легко образуется на поверхности катода. Такой катод может продолжительное время работать в окислительной среде, например в сжатом воздухе.
Интенсивность износа катодных вставок и электродов зависит от силы рабочего тока. Чем больше сила тока, тем быстрее изнашивается вставка. Для машинных плазмотронов с циркониевыми катодными вставками и проточной системой водяного охлаждения максимальная сила рабочего тока равна 250 - 300 А. При этом продолжительность работы катода обычно не превышает 4 - 6 ч.
Большое значение в плазмотронах имеет конструкция сопла. Чем меньше диаметр сопла и больше его длина, тем выше концентрация энергии, напряжение дуги и больше скорость потока плазмы; дуга становится жесткой, ее режущая способность увеличивается. Однако диаметр и длина сопла обусловливаются силой рабочего тока и расходом газа. Если диаметр сопла очень мал или длина его очень велика, может возникнуть так называемая двойная дуга (рис. 98), при которой режущая дуга распадается на две части: одна между катодом и внутренней частью сопла, а другая - между наружной поверхностью сопла и разрезаемым изделием. Двойная дуга может гореть одновременно с режущей, но она существует непродолжительное время и затем пропадает. Двойная дуга действует вне зоны защитного газа и от этого металл кромок загрязняется и подплавляется; двойная дуга может вывести из строя сопло формирующего наконечника. Чаще всего двойная дуга возникает в момент возбуждения режущей дуги. Режущая дуга возбуждается с помощью осциллятора или конденсаторными устройствами. Для предотвращения двойной дуги при зажигании режущей необходимо плавно увеличивать рабочий ток. Это достигается магнитным, тиристорным и другими устройствами.
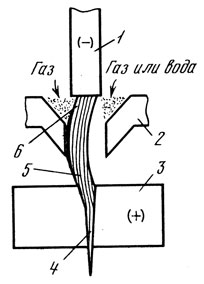
Рис. 98. Схема двойной дуги: 1 - катод, 2 - сопло, 3 - металл, 4 - столб режущей сжатой дуги, 5 и 6 - столб двойной дуги на участках наконечник (сопло) - металл и катод - наконечник
Для плазменно-дуговой резки применяют источники питания дуги постоянного тока с крутопадающими вольтамперными характеристиками. При резке больших толщин (больше 80 мм) применяют только специальные источники питания с повышенным напряжением холостого хода, например, типа ИПГ-500 и др.
Машины для плазменно-дуговой резки по принципу работы и конструкции механического устройства не отличаются от машин для кислородной резки. Аппаратура для плазменно-дуговой резки должна соответствовать ГОСТ 12221 - 71: Плр - для ручной резки; Плрм - для ручной и машинной резки; Плм - для машинной резки; Плмт - для машинной точной резки.
Ручная резка стали толщиной до 20, мм при рабочем токе до 250 А производится, аппаратом Плр-20/250.
Аппарат Плр-50/250 предназначен для резки стали толщиной до 50 мм при рабочем токе до 250 А. Средой является сжатый воздух, азот, аргон, водород, смеси газов. Аппарат имеет воздушное охлаждение, его удобно использовать в цехе и при монтаже.
Резка стали толщиной 60 - 80 мм может выполнятся аппаратом типа Плрм мощностью до 50 кВт; сила тока - 400 А, напряжение источника питания - 180 В. Повышенные напряжение и ток обеспечивают лучшее качество реза и более высокую скорость резки. При защите вольфрамового катода в качестве рабочей среды можно применять кислород.
Некоторые стационарные машины для плазменно-дуговой резки
Технология плазменно-дуговой резки. Параметрами режима плазменно-дуговой резки являются: диаметр сопла, сила тока, напряжение плазменной дуги, скорость резки и расход газа. Плазмообразующий газ выбирают по характеру разрезаемого металла.
Плазменно-дуговую резку целесообразно применять главным образом на машинах, так как высокие скорости резки сильно затрудняют управление процессом. Например, сталь толщиной 1,5 мм аппаратом мощностью 50 кВт режется со скоростью 20 м/мин, а сталь толщиной 10 мм - со скоростью 3 - 4 м/мин. С увеличением электрической мощности плазмы скорость резки еще больше возрастает. Современные плазмотроны имеют электрическую мощность 150 кВт и более; толщина разрезаемых листов достигает 100 мм.
Экономически целесообразна плазменно-дуговая резка стали толщиной до 50 мм. Технические трудности ограничивают толщину вырезаемых заготовок с одновременным снятием кромок под сварку до 30 мм.
Подводная резкаДля разъединения металлических частей в подводных условиях наибольшее применение нашли ручная электрокислородная и бензокислородная резка. Кроме этих способов, подводную резку можно выполнять плавящимся электродом с покрытием, полуавтоматическую электрокислородную тонким плавящимся электродом, плазменно-дуговую и в отдельных случаях направленным взрывом.
Электрокислородная резка выполняется специальным электродом, изготовленным из стальной трубки размером 7×2,5 мм, покрытым толстым слоем водонепроницаемого состава. В трубку при помощи специального держателя от баллона по шлангу подается кислород под давлением 1,5 - 3,5 ат. Дуга разогревает металл, а кислород окисляет его, как и при обычной кислородной резке. Этот вид резки благодаря своей простоте нашел большое применение.
Процесс подводной резки происходит следующим образом: после включения рабочего тока на поверхности и подачи команды резчиком-водолазом резчик нажимает на рычаг кислородного клапана и возбуждает дугу, после чего начинает перемещение электрода вдоль линии реза. При резке металла большой толщины резчик углубляет электрод в металл для того, чтобы ввести в зону реза большее количество тепла. Скорость резки в вертикальном положении (сверху вниз) будет выше, чем в нижнем, так как в первом случае полнее используется режущий кислород.
Этим способом удается резать металл толщиной до 300 мм.
Электрокислородной резка
Для полуавтоматической электрокислородной резки тонкой проволокой разработан полуавтомат ППСР-300-2 (он же применяется и для сварки). Дуга горит в защитном газе, который подается через специальный шланг (вместе, с проволокой), в этом же шланге проходит токоведущий кабель. Кислород подводится по отдельному шлангу.
Скорость резки на установке ППСР-300-2 для толщины металла 10 мм при силе тока 270 - 280 А составляет 11 м/ч, для толщины металла 25 мм при силе тока 300 А - 2,5 - 2,8 м/ч.
Производительность полуавтоматической электрокислородной резки значительно выше ручной; это особенно важно при глубоководных работах, когда время пребывания резчика-водолаза под водой весьма ограничено.
Бензокислородной резка
При бензокислородной резке применяют специальный резак, работающий по принципу распыления бензина. К резаку подводятся три шланга: для подогревающего и режущего кислорода и распыленного (азотом) бензина. Подогревающее пламя зажигается под водой специальной электрозажигалкой, питаемой аккумуляторной батареей напряжением 12 В. Шланги, подводящие кислород и распыленный бензин, заключены в металлическую оплетку, позволяющую выполнять работу на глубине до 30 м.
Для бензокислородной резки металла толщиной от 5 до 100 мм под водой выпускается установка БУПР-61.
Скорость резки на установке БУПР-61 на глубине до 10 м: для толщины металла 10 мм - 22 м/ч, для толщины металла 100 мм - 6,5 м/ч.
Производительность подводной резки зависит от вида резки, прозрачности воды, доступности места резки, опытности водолаза и др.
В настоящее время для резки под водой начинают применять плазменную дугу. Разрабатывается резка под водой взрывом. Подводные резаки, действующие с помощью пороховых патронов, могут быть использованы для резки проволоки, кабелей, якорных цепей и других деталей, имеющих форму ленты или шнура. Ими можно перерезать стальную проволоку диаметром 1,6 - 38 мм и специальные кабели диаметром до 90 мм. Для осуществления, резки взрывом установка оснащается кумулятивным (направленным) взрывчатым зарядом, запальным шнуром, детонатором, электрическим кабелем и защитным ограждением материалов, примыкающих к месту реза.
Оборудование для резки в воде любым процессом существенно отличается от промышленного оборудования для резки на воздухе, оно намного сложнее и менее производительно.
В настоящее время техника подводной резки позволяет выполнять работы на глубине до 150 м и резать металл толщиной до 150 мм.
КОНТРОЛЬНОЕ ЗАДАНИЕ:
1.Внимательно изучить предлагаемый материал.
2.Составить конспект по изученной теме.
3.Сделать вывод и отправить







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

