
Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 10.04.2025 21:11

Багдасаров Григорий Леванович
Преподаватель специальных дисциплин
35 лет
Местоположение
Тех. док. Занятие № 28 - 13.04.2020
Категория:
Прочее
12.04.2020 17:06

Просмотр содержимого документа
«Тех. док. Занятие № 28 - 13.04.2020»
Занятие № 28
Тема урока: Составление операционных карт методов ремонта
Задачи для выполнения:
1. Ознакомиться с нижеизложенным материалом;
2. Составить операционную карту методов ремонта, изложенных в материале.
3. Выбрать один из шести методов восстановления шеек коленчатого вала, описать его подробно. Представить выполненную работу в виде презентации.
 ассмотрим методы восстановления шеек коленчатых валов.
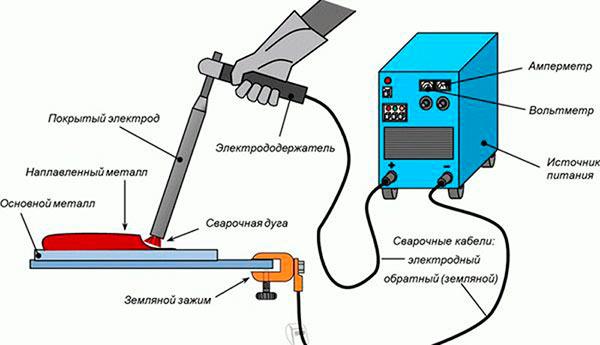
ассмотрим методы восстановления шеек коленчатых валов. - Наплавка электрической дугой. Когда износ выходит за допустимые значения, то восстановить одной шлифовкой невозможно. Нужно восстановить изначальный диаметр, а только потом приступать к проточкам и шлифовальным работам. Самый простой способ заключается в наплавке. Используют специальные электроды, изготовленные из легированных сталей. После наплавки получают наплавленный слой высокой твердости.
При выполнении этой операции стремятся выполнить несколько основных требований.
Нужно отрегулировать процесс так, чтобы основной металл, расположенный на шейках, проплавлялся минимально. Здесь возможны варианты изменения наклона электрода. Его позиционируют в разных направлениях.
При наплавлении поверхностный слой должен минимально перемешиваться с телом детали. Тогда не произойдет перегрев, который может привести к деформации коленвала и нарушению его геометрии.
При проведении наплавки сразу после завершения наплавления слоя на определенной шейке нужно оперативно охладить деталь. Поэтому производственный цикл может иметь высокую продолжительность, требуется частое охлаждение изделия.
Выполняя наплавку, необходимо минимизировать толщину наплавляемого слоя. Последующая обработка механическими приспособлениями обязана быть минимальной. Поэтому сварочное оборудование наносит слой, измеряемый долями миллиметра.
Несколько ремонтных предприятий, разбросанных по стране, производят восстановление коленчатых валов и других деталей методом наплавки. Особенно актуальна подобная работа для импортных автомобилей, у которых возникают трудности с приобретением ремонтных комплектов запасных частей (у некоторых подобные опции не предусмотрены вообще, изготовитель предусматривает полную замену ДВС).
Н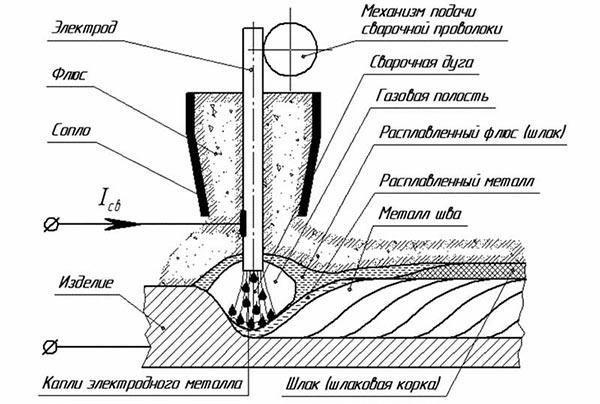 аплавка в среде флюса. Наплавку проводят под защитой флюса. Это порошкообразная среда, которая ограничивает попадание воздуха в зону образования дуги. Флюс расплавляется и образует плотную корку. После наплавки и остывания металла эту корку сбивают и приступают к шлифовальным и полировальным работам.
аплавка в среде флюса. Наплавку проводят под защитой флюса. Это порошкообразная среда, которая ограничивает попадание воздуха в зону образования дуги. Флюс расплавляется и образует плотную корку. После наплавки и остывания металла эту корку сбивают и приступают к шлифовальным и полировальным работам.
Дуговая наплавка под флюсом занимает лидирующие позиции среди всех видов наплавки металла, благодаря тем преимуществам, которыми она обладает. К основным достоинствам наплавки под слоем флюса можно отнести высокую производительность труда; наплавка под слоем флюса не требует высокой квалификации от сварщика и имеет невысокую сложность процесса; в результате наплавки под флюсом валик из наплавленного металла обладает высокой прочностью и надежностью и прекрасно проявляет себя в дальнейшей обработке; сокрытие сварочной дуги под слоем флюса позволяет избежать разбрызгивания расплавленного металла, что значительно повышает безопасность рабочего, предотвращая возможность получения ожогов.
Наплавка в среде защитного газа. При использовании электродов защита зоны сварки происходит за счет расплавления обмазки. Покрытие образует слой, который затем нужно сбивать. Получение наплавленного шва более высокого качества достигается наплавлением проволоки в среде защитного газа. Для удаления кислорода из зоны сварки используют углекислый газ, аргон или газовую смесь, в которой аргон составляет 80 %, а остальную представляет углекислота. При наплавлении стараются перемещать наплавляемый слой по спирали. Специальные приспособления на станке организуют подачу проволоки в автоматическом режиме. Для этого применяют ходовой винт, он согласует перемещение подающей головки в соответствии с вращением вала на станке.
Наплавка напылением. Перспективным способом восстановления коленчатых валов является напыление на поверхность шеек окислов титана. Напыление выполняется порошком, имеющим размер гранул, измеряемый микронами.
| |

Твердость окислов титана достигает до HRC 65…75. Такая твердость у стали и ее сплавов недостижима. Поэтому износ порошкового напыления на коленвалах может достигать миллионных пробегов автомобиля. Восстановленная деталь «ходит» в несколько раз дольше, чем планируемый ресурс у нового коленчатого вала.
- Электроискровое напыление порошка. При плазменном напылении происходит заметный нагрев детали. Чтобы не перегревать весь коленчатый вал, предусматривают иной способ организации припайки частиц. Подаваемый порошок прикатывается роликом.
|
|

На практике проверено, что получаемая поверхность не представляет идеальное зеркало. При рассмотрении под микроскопом видны небольшие точки. Оказывается, свободное пространство заполняется смазкой. В результате происходит влажный контакт между сопрягаемыми поверхностями.
- Детонационное напыление. Самым перспективным способом восстановления параметров коленчатого вала считается детонационное напыление. В этом процессе разгон потока порошка из бункера накопителя до поверхности происходит за счет энергии взрыва, произведенного внутри газового потока.
Используется детонационная пушка. У нее присутствует с одного конца охлаждаемый водой ствол. Его заполняет газовая смесь, которая при достижении нужной концентрации может взорваться.
В результате взрыва в ограниченном пространстве возникает струя, скорость которой 1000…1200 м/с. При соударении с твердой поверхностью в результате удара в зоне контакта температура повышается до 2000…2200 ⁰С. Происходит мгновенное разогревание зоны контакта, частица образует с телом жесткую связь. Ее крайне трудно разрушить механическим путем. Микросварка соединяет разнородные порошок и стальную поверхность.

После «выстрела» производится продувка ствола негорючим газом. Поток попадает не только на ствол, он направляется в зону сварки, охлаждает ее до 20…30 ⁰С. Затем возобновляется процесс. Происходит очередной выстрел. Еще определенное количество порошка подается на наплавку.
 |
Рассмотрим технологический процесс шлифования:
• На токарный станок в центрах устанавливают коленчатый вал. Возможны две установки: в главном центре вала или центрование по шатунам.
• Потом производится проверка биения. Здесь используют индикаторные головки.
• После уточнения реальных размеров производится уточнение возможных размеров после шлифования.
• Включается станок, подается смазывающая охлаждающая жидкость (СОЖ). Выполняется процесс. Все однотипные шейки шлифуют на свой размер.
• После выполнения работы проверяют значения. Если получен ожидаемый результат, заказ отдается заказчику.
|
|
До 18.00 прислать отчет о проделанной работе в виде скриншотов тетради и презентацией на электронную почту: diezel_09@mail.ru






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

