
Россия, Тольятти


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 23.04.2023 20:36

Борисов Владимир Викторович
Учитель технологии
Местоположение
Специализация
Технологический процесс сборки деталей.
Категория:
Технология (мальчики)
09.02.2021 20:13

Просмотр содержимого документа
«Технологический процесс сборки деталей.»

§ 16 . Технологический процесс сборки деталей.
Учитель технологии
Борисов В.В.

Технологический процесс сборки деталей является заключительным этапом в производстве изделий.
Процесс сборки заключается в соединении в определённой последовательности деталей в сборочные единицы — узлы , механизмы , машины. Деталь, с которой начинают сборку, присоединяя к ней остальные детали, называется базовой.
При разработке технологического процесса сборки деталей необходимо :
• подготовить графическую и техническую документацию — рабочие чертежи, технологические карты и инструкции;
• создать безопасные условия работы;
• определить последовательность выполнения сборочных
операций;
• подобрать оборудование, приспособления, рабочий и измерительный инструмент;
• разработать условия выполнения технологического процесса;
• определить минимальное время, необходимое для выполнения данной работы.

Соединения отдельных деталей в сборочные единицы делят на две основные группы — разъёмные и неразъёмные .
- Неразъёмными называют соединения деталей, при разборке которых нарушается целостность составных частей изделия.
- Это заклёпочные, сварные, клеевые соединения и соединение пайкой .
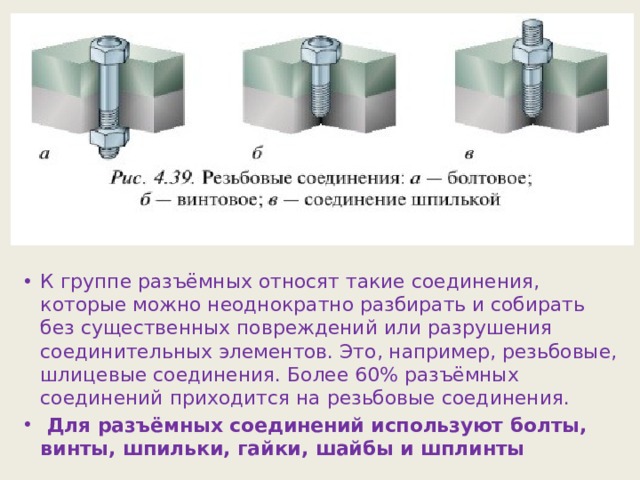
- К группе разъёмных относят такие соединения, которые можно неоднократно разбирать и собирать без существенных повреждений или разрушения соединительных элементов. Это, например, резьбовые, шлицевые соединения. Более 60% разъёмных соединений приходится на резьбовые соединения.
- Для разъёмных соединений используют болты, винты, шпильки, гайки, шайбы и шплинты
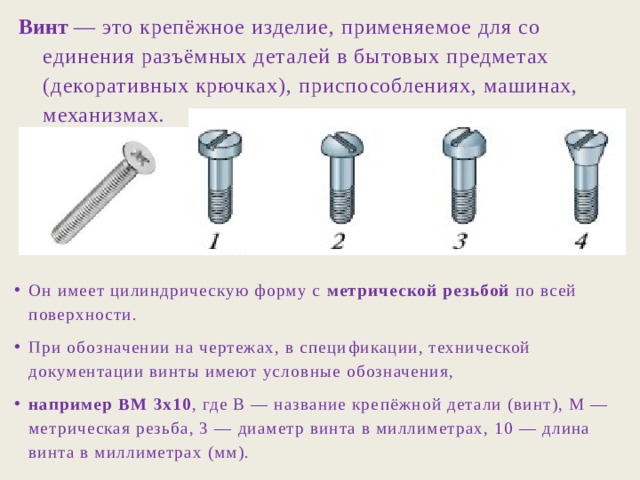
Винт — это крепёжное изделие, применяемое для соединения разъёмных деталей в бытовых предметах (декоративных крючках), приспособлениях, машинах, механизмах.
- Он имеет цилиндрическую форму с метрической резьбой по всей поверхности.
- При обозначении на чертежах, в спецификации, технической документации винты имеют условные обозначения,
- например ВМ 3х10 , где В — название крепёжной детали (винт), М — метрическая резьба, 3 — диаметр винта в миллиметрах, 10 — длина винта в миллиметрах (мм).

Болт представляет собой цилиндрический стержень с головкой на одном конце и резьбой для навинчивания гайки.
Гайки имеют отверстие с резьбой для навинчивания на болт.
Материалом для изготовления болтов и гаек служит сталь , а также цветные металлы и их сплавы (медь, алюминий, латунь, бронза и т. п.), обладающие большой коррозионной стойкостью.

Для разъёмных соединений используются также вспомогательные крепёжные детали — шайбы и шплинты .
Шайба — подкладка под гайку или головку болта; она защищает поверхность соединяемой детали при затягивании гайки и увеличивает опорную поверхность.
Шплинт — проволочный стержень, согнутый пополам, используется для предотвращения самоотвинчивания гаек. Его вставляют в отверстие болта, соединяемого с гайкой, а концы его разводят.
Правила безопасной работы при сборке деталей
- Перед началом работы необходимо подготовить рабочее место, заготовки, инструменты, оборудование.
- Острые кромки на заготовках необходимо обработать.
- Сборку нужно выполнять исправными и правильно подготовленными инструментами.
- При сверлении заготовок следует надевать защитные очки.
- Во время работы нужно поддерживать порядок на рабочем месте

Хозяйственный совок
Учитель технологии
Борисов В.В.

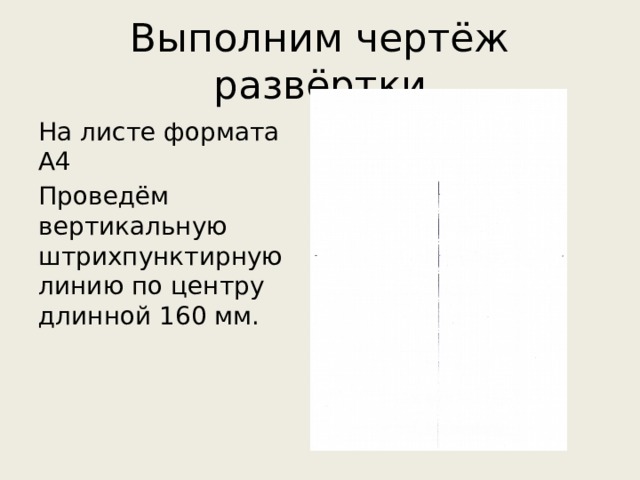
Выполним чертёж развёртки
На листе формата А4
Проведём вертикальную штрихпунктирную линию по центру длинной 160 мм.
160
50
120 6
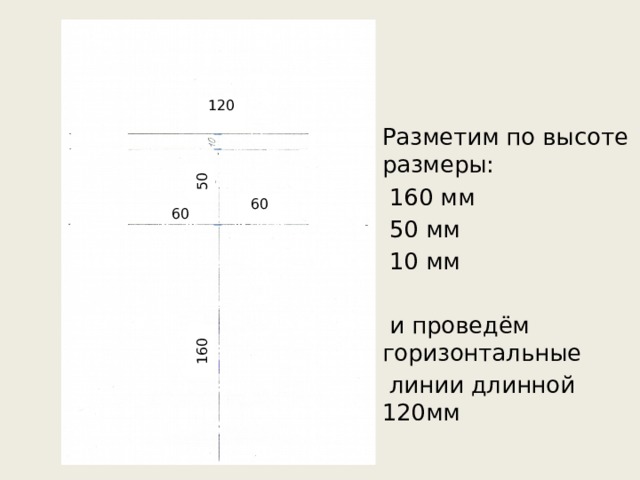
Разметим по высоте размеры:
160 мм
50 мм
10 мм
и проведём горизонтальные
линии длинной 120мм
666676666
60 6666666666660
60
50
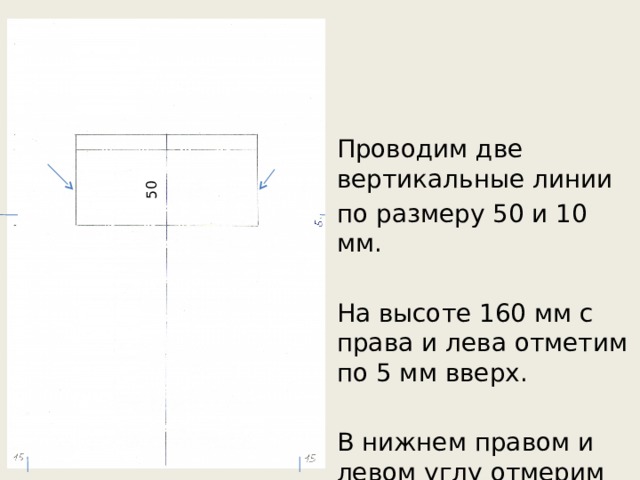
Проводим две вертикальные линии
по размеру 50 и 10 мм.
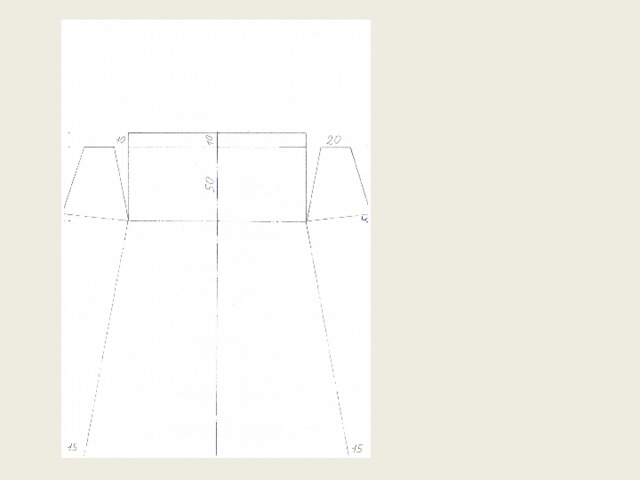
На высоте 160 мм с права и лева отметим по 5 мм вверх.
В нижнем правом и левом углу отмерим по 15 мм.

Проведем линии изгиба
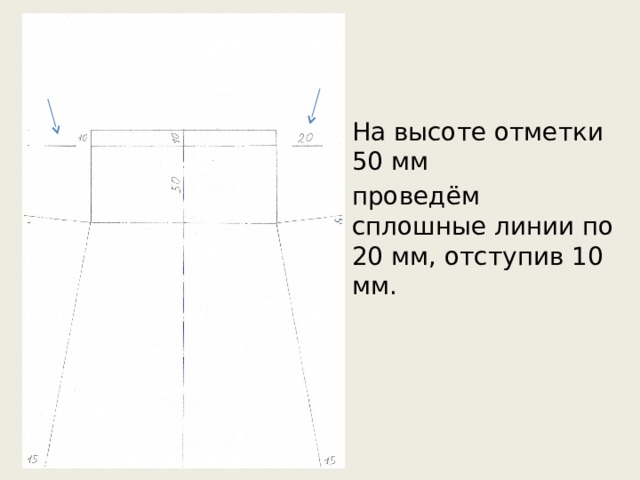
На высоте отметки 50 мм
проведём сплошные линии по 20 мм, отступив 10 мм.
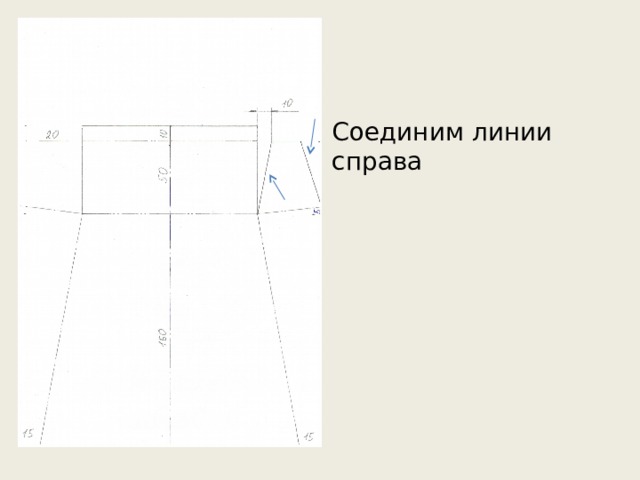
Соединим линии справа
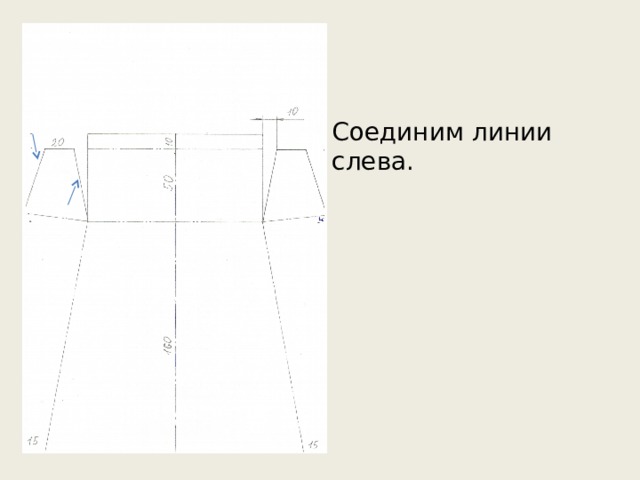
Соединим линии слева.
5
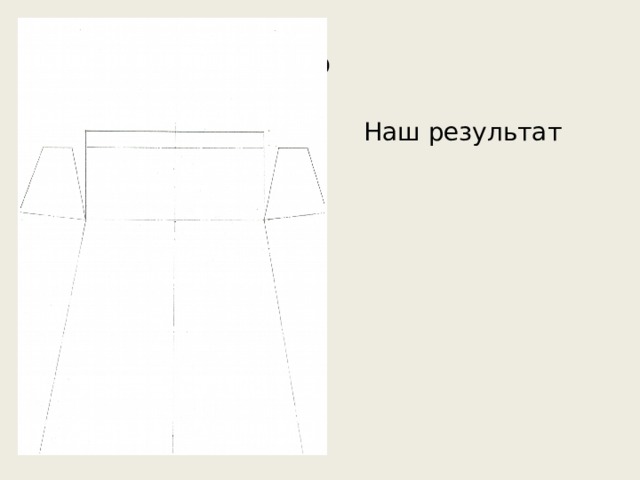
Наш результат
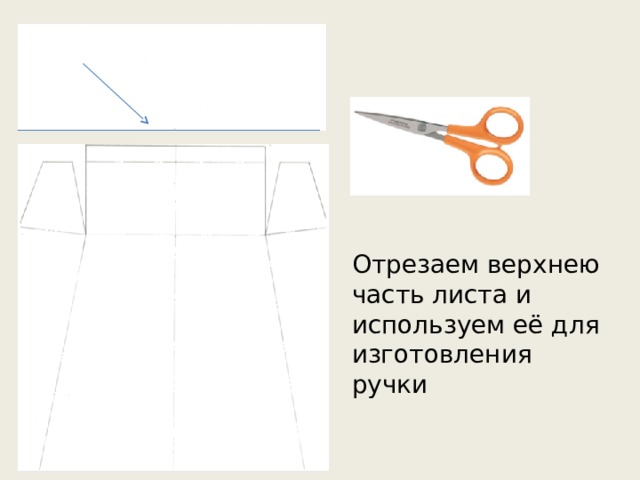
Отрезаем верхнею часть листа и используем её для изготовления ручки






© 2021, Борисов Владимир Викторович 1603 99
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ


