
Россия, Волгоград


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 07.05.2026 19:49

Галанина Людмила Викторовна
преподаватель дисциплин сварочного производства
62 года
Местоположение
Специализация
Технология дуговой наплавки деталей
Категория:
Труд (технология)
19.09.2019 20:54

Просмотр содержимого документа
«Технология дуговой наплавки деталей»

Технология дуговой наплавки деталей
Преподаватель Волгоградского техникума нефтяного и газового машиностроения
им. Героя Советского Союза Н.Сердюкова
Галанина Л.В .
План занятия
- 1. определить, какой процесс называется «Наплавка»
- 2. сформулировать определение наплавки
- 3. составить схему видов наплавки

Виды износа и разрушений деталей





Дефекты литья

Дефекты литья

Восстановленные детали

Наплавка зубьев

Наплавка шнека

Наплавка шнека

Наплавка кулачков

Наплавка ковша экскаватора

Наплавка рельса

Наплавка лемеха

Способы восстановления деталей

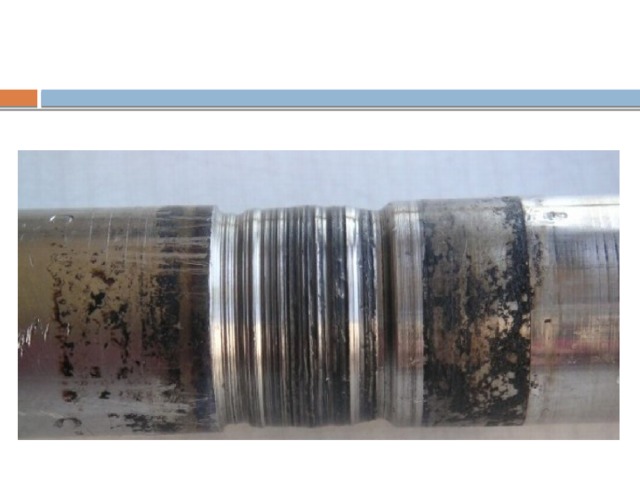
Дуговая наплавка
Наплавкой называют процесс наплавления на поверхности изделия слоя металла для изменения (восстановления) размеров детали, исправление дефектов литья или придания специальных свойств поверхности изделия : повышение стойкости против истирания, повышенных температур, абразивного изнашивания и других видов разрушения.

- Наплавку металла при помощи дуговой сварки применяют для восстановления изношенных деталей.
- Для этого на поверхность изделия наносят металл, накладывая его слоями, обладающими необходимыми физико-механическими свойствами. Применяют различные виды сварки, в том числе и ручную дуговую с плавящимся или неплавящимся электродом.
Классификация способов наплавки
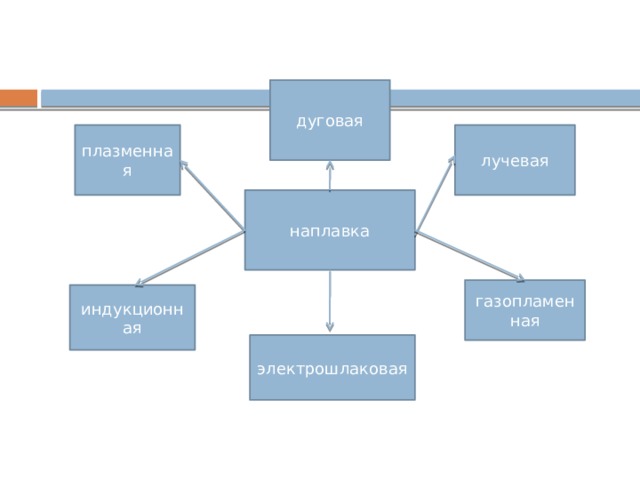
дуговая
плазменная
лучевая
наплавка
газопламенная
индукционная
электрошлаковая

Рисунок 1 - Классификация способов наплавки

Способы наплавки
- Ручная дуговая наплавка
- Дуговая наплавка под флюсом
- Дуговая наплавка в защитных газах вольфрамовым (неплавящимся) и проволочным металлическим (плавящимся) электродом.
- Вибродуговая наплавка выполняется путем вибрации электрода, амплитуда которой находится в приделах 0,75 до 1,0 диаметра электродной проволоки. Является разновидностью электрической дуговой наплавки металлическим электродом.
- Электрошлаковая наплавка
- Наплавка открытой дугой
- Плазменная наплавка
- Электродами
- Порошковой проволокой
- Газопорошковая наплавка

Важнейшие требования, предъявляемые к наплавке:
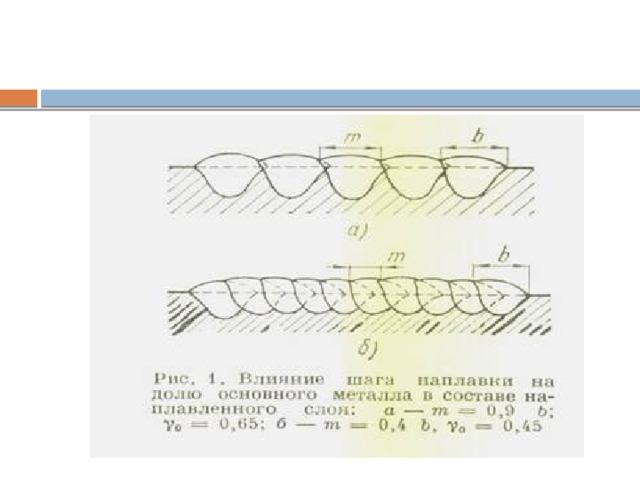
- минимальное проплавление основного металла;
- минимальное перемешивание наплавленного слоя с основным металлом;
- минимальное значение остаточных напряжений и деформаций металла в зоне наплавки;
- занижение до приемлемых значений припусков на последующую обработку деталей.

Основным достоинством ручной дуговой наплавки является простота и универсальность метода, возможность выполнения сложных наплавочных работ в труднодоступных местах.
К недостаткам относят низкую производительность, загазованность в месте производства работ, сложность получения необходимого качества наплавленной поверхности.

Перед наплавкой поверхность тщательно зачищают , следя особенно за тем, чтобы не осталось жировых пятен и коррозии. Электроды подбирают, исходя из условий эксплуатации наплавляемой поверхности. Для этого применяют как обычные сварочные электроды, предназначенные для сварки легированных сталей, так и специальные наплавочные электроды, обладающие заданными свойствами.

Способы наплавки

Техника наплавки


Наплавка плоских поверхностей

Наплавка цилиндрических поверхностей

МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ
2.Покрытые электроды
- по ГОСТ 10051-75 предусматривается 44 типа покрытых электродов.
ОЗН-300- Автотракторные и вагонные детали, Ж/Б крестовины;
Т-509-стальные и чугунные детали, работающие в абразивной среде без ударной нагрузки.
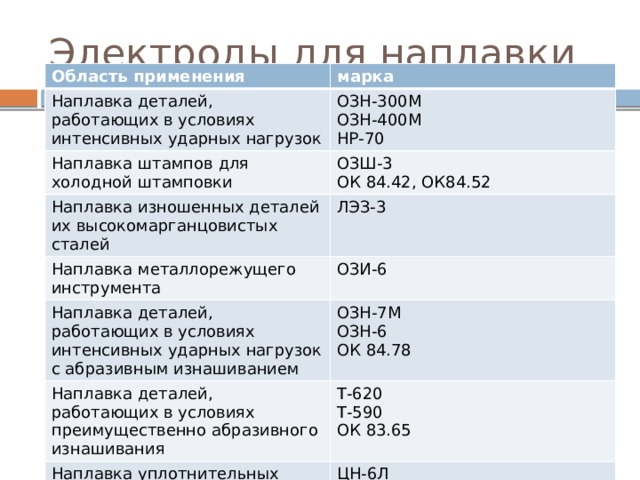
Электроды для наплавки
Область применения
марка
Наплавка деталей, работающих в условиях интенсивных ударных нагрузок
ОЗН-300М
Наплавка штампов для холодной штамповки
Наплавка изношенных деталей их высокомарганцовистых сталей
ОЗН-400М
ОЗШ-3
ЛЭЗ-3
Наплавка металлорежущего инструмента
ОК 84.42, ОК84.52
НР-70
ОЗИ-6
Наплавка деталей, работающих в условиях интенсивных ударных нагрузок с абразивным изнашиванием
ОЗН-7М
Наплавка деталей, работающих в условиях преимущественно абразивного изнашивания
ОЗН-6
Т-620
Наплавка уплотнительных поверхностей арматуры для котлов, трубопроводов и нефтеаппаратуры
ОК 84.78
Т-590
ЦН-6Л
ОК 83.65
ЦН-12М

МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ
1.НАПЛАВОЧНАЯ ПРОВОЛОКА стальная сплошного сечения.
- Углеродистая (9 марок) НП-25;
-Легированная(11) НП-30ХГСА;
-Высоколегированная (11) НП-ГВ;
Подбирается в зависимости от назначения и требуемых свойств металла наплавки.
Главное требование- твердость наплавки.

МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ
2.Флюсы
-для наплавки применяет те же флюсы, что и для сварки.
Распространены:
-плавленные флюсы марок АН-348А, АН-60, АН-20, ОСЦ-45 и керамические флюсы-АНК-18 и т.д.
Флюсы выбираем в зависимости от свойств металлов.
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ
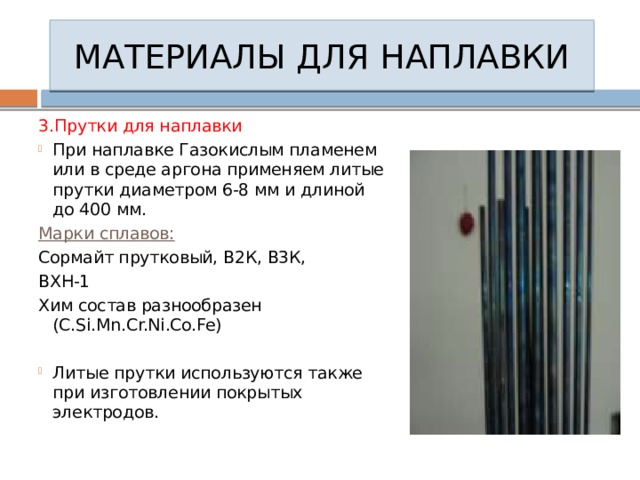
3.Прутки для наплавки
- При наплавке Газокислым пламенем или в среде аргона применяем литые прутки диаметром 6-8 мм и длиной до 400 мм.
Марки сплавов:
Сормайт прутковый, В2К, В3К,
ВХН-1
Хим состав разнообразен (C.Si.Mn.Cr.Ni.Co.Fe)
- Литые прутки используются также при изготовлении покрытых электродов.
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ
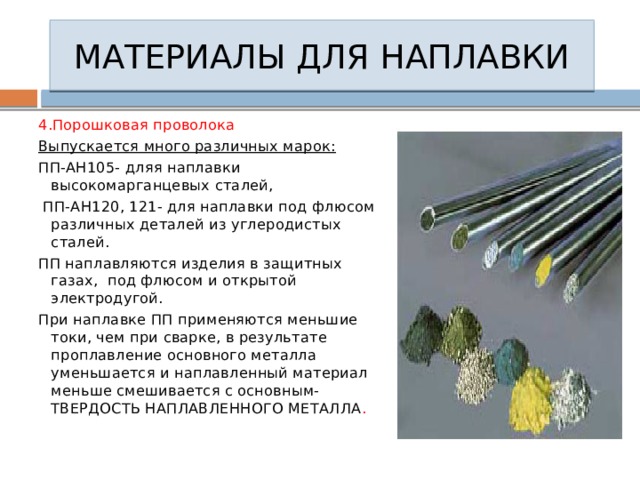
4.Порошковая проволока
Выпускается много различных марок:
ПП-АН105- дляя наплавки высокомарганцевых сталей,
ПП-АН120, 121- для наплавки под флюсом различных деталей из углеродистых сталей.
ПП наплавляются изделия в защитных газах, под флюсом и открытой электродугой.
При наплавке ПП применяются меньшие токи, чем при сварке, в результате проплавление основного металла уменьшается и наплавленный материал меньше смешивается с основным- ТВЕРДОСТЬ НАПЛАВЛЕННОГО МЕТАЛЛА .
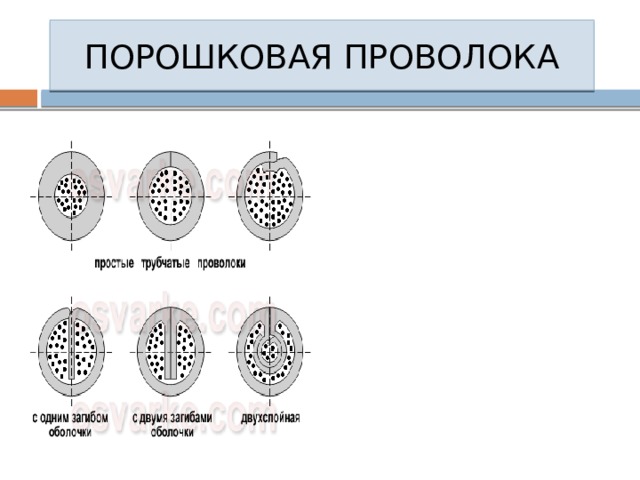
ПОРОШКОВАЯ ПРОВОЛОКА
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ
5.Порошкообразные (зернистые) сплавы
-используют в виде порошкообразных смесей:
МАРКИ:
-Сталлинит М (наплавка ножей бульдозеров, козырьков ковшей экскаваторов
-Висхом( наплавка лемехов плугов дисков, зубьев борон; сплав экономичный- дешевый.
-Боридная смесь БХ;
-Вокар- наплавка при изготовлении и ремонте бурового инструмента;
-Карбидно- боридная смесь КБХ.
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ
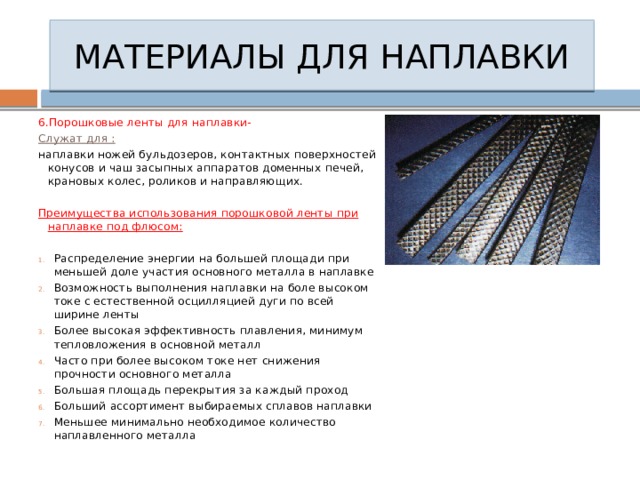
6.Порошковые ленты для наплавки-
Служат для :
наплавки ножей бульдозеров, контактных поверхностей конусов и чаш засыпных аппаратов доменных печей, крановых колес, роликов и направляющих.
Преимущества использования порошковой ленты при наплавке под флюсом:
- Распределение энергии на большей площади при меньшей доле участия основного металла в наплавке
- Возможность выполнения наплавки на боле высоком токе с естественной осцилляцией дуги по всей ширине ленты
- Более высокая эффективность плавления, минимум тепловложения в основной металл
- Часто при более высоком токе нет снижения прочности основного металла
- Большая площадь перекрытия за каждый проход
- Больший ассортимент выбираемых сплавов наплавки
- Меньшее минимально необходимое количество наплавленного металла

Комплекты видеоуроков для учителей








Скачать
© 2019, Галанина Людмила Викторовна 2132 12
Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

