
казахстан, уральск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 02.02.2023 22:47

Себепова Айым Ғайсақызы
преподаватель специальных нефтегазовых дисциплин
33 года
Местоположение
Технологиялық құбырларды құрастыру
Категория:
Прочее
14.10.2022 15:15

Просмотр содержимого документа
«Технологиялық құбырларды құрастыру»
ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ
БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
ЖОҒАРЫ АГРАРЛЫҚ- ТЕХНИКАЛЫҚ КОЛЛЕДЖІ

СЕБЕПОВА АЙЫМ ҒАЙСАҚЫЗЫ
ДУСЕТОВА КУРМАНАЙ СЕРИКОВНА
ЗИНЕЛОВА АНАРГУЛ КЫСТАУБАЕВНА
ТЕХНОЛОГИЯЛЫҚ ҚҰБЫРЛАРДЫ ҚҰРАСТЫРУ
(Дәрістер жинағы)
Орал, 2021
УДК 621.643(075.8)
ББК 39.7я73
С 30
РЕЦЕНЗЕНТТЕР:
Кенжебаева К.М.-Жоғары аграрлық-техникалық колледжінің арнайы мұнай-газ пәндерінің жоғары санатты оқытушысы
Утегенов Е.А. - Жоғары аграрлық-техникалық колледжінің арнайы мұнай-газ пәндерінің жоғары санатты оқытушысы
Изтелеуов Т.М. - Қарашығанақ Петролиум Оперейтинг Б. В. сапаны қамтамасыз ету және сапаны бақылау жөніндегі сарапшы
Себепова А.Ғ.
С30 Технологиялық құбырларды құрастыру: Оқу-әдістемелік құрал/А.Қ. Зинелова , А.Ғ. Себепова , К.С. Дусетова – Орал: Жоғары аграрлық-техникалық колледжі, 2021.-87
ISBN
Дәрістер жинағытехнологиялық құбырларды құрастыру және құбырларды дайындау, технологиялық құбырларды монтаждау туралы мәліметтер келтірілген.Технологиялық құбырлар, олардың сипаттамалары мен жіктелуі туралы жалпы ақпарат берілген.Осы дәрістер жинағында технологиялық құбырлардың қолданылуы мен классификациясы туралы мәліметтер, құбырларға арналған материалдар, сонымен қатар, құбырларды монтаждау кезіндегі қауіпсіздік техникасы қағидалары сипатталған.
Дәрістер жинағы орта арнайы оқу орындарына арналған.
БҚО «Жоғары аграрлық-техникалық коледжі» МКҚК Әдістемелік
кеңесінің отырысында басылымға ұсынылды.
Хаттама № 6 « 09 » 03 202 1 ж
УДК 621.643(075.8)
ББК 39.7 я73
ISBN 978-601-08-0761-7
© БҚOӘББ«Жоғары аграрлық-техникалық колледжі»МКҚК
© Құрастыр.: А.Г.Себепова, К.С.Дусетова, А.К.Зинелова
Мазмұны
Алғысөз 5
I Бөлім. Технологиялық құбырлар туралы жалпы мәлімет 7
1.1 Технологиялық құбырлардың қолданылуы мен классификациясы 7
1.2 Құбырлардың жұмысына әсер ететін факторлар 9
1.3 Құбыр элементтерінің қосылыстары 10
1.4 Құбыр дайындамаларын қорамалау 14
II Бөлім. Технологиялық құбырларды дайындауға арналған материалдар 18
2.1 Жалпы талаптар 18
2.2 Құбырларға арналған материалдар 20
2.3 Материалдын сапасын бақылау 24
IІI Бөлім. Технологиялық құбырларды дайындау 30
3.1 Болат құбырларды дайындау 30
3.2 Ішкі жабыны бар болаттан және түсті металдардан жасалған құбырларды өңдеу 34
3.3 Құбырларды пластмассадан дайындау 37
3.4 Құбырларды құрастыру және дәнекерлеу 38
3.5 Құбырлардың бөлшектерін, элементтері мен тораптарын құрастыру 41
3.6 Құбырларды құрастыру, дәнекерлеу және желімдеу 43
3.7 Құбырларды дайындау кезіндегі қауіпсіздік техникасы ережелері 51
ІV. Технологиялық құбырларды монтаждау 55
4.1 Монтаждық жұмыстардың механикаландыру құралдарын дайындау 55
4.2 Болат құбырларын монтаждау 60
4.3 Цех ішіндегі құбырларды монтаждау технологиясы 63
4.4 Цехаралық болат құбырларды монтаждау 65
4.5 Болат құбырларды бақылау, сынау және пайдалануға тапсыру 67
4.6 Металл емес материалдардан, түсті металдардан және болаттан жасалған ішкі жабыны бар құбырларды монтаждау және сынау 70
4.7 Құбырларды жинақтауға арналған құрылғылар 73
4.8 Құбырларды сынау әдістері 77
4.9 Дәнекерленген құбырлар мен құбыр бөлшектерін дайындау 81
4.10 Құбырларды монтаждау кезіндегі қауіпсіздік техникасы қағидалары 84
Пайдаланған әдебиеттер 87
Химиялық кәсіпорынға келгенде, бірінші көзге түсетін нәрсе – құбырлар желісі. Суретке қараңыз. Бұл таңқаларлық емес пе? Әр түрлі диаметрдегі көптеген құбырлардың желісі айқын көрінеді. Зауыт өндіріс, өндіріс – технологиялық қондырғылардан, қондырғылар-аппараттардан тұрады. Олардың барлығы құбырлардың көмегімен бір тізбекке қосылған. Құбырлардың үлесіне барлық жабдық құнының 25% - на дейін келеді. Ал монтаждау жұмыстарының жалпы көлемінде құбырларды монтаждау құны 65% - ға жетеді. Бір қарағанда, әр түрлі диаметрлі көптеген құбырлардың хаотикалық тоғысында, шын мәнінде, есептеулермен тексерілген қатаң үлгі бар. Өйткені, алдымен мамандар әр құбырдың диаметрін есептеп, болат маркасын таңдап, жылу оқшаулауының қалыңдығын тапты. Содан кейін басқа мамандар әр құбырды алдымен қағазға салды. Содан кейін ғана монтажшылар құрылғыларды құбырлармен жалғады – олар зауыт салды.

Қазіргі заманғы өндірістің жалпы көрінісі
Әрбір құбыр үшін есептелген және таңдалған:
құбыр арқылы өтетін ағынның шығынымен анықталатын диаметр;
тасымалданатын ортаның қысымына байланысты қабырғаның қалыңдығы;
заттың коррозиялық белсенділігімен анықталатын болаттың маркасы;
қоршаған ортаға жылу шығынын азайтатын жылу оқшаулауының қалыңдығы.
Технологиялық құбырлар - кез келген өнеркәсіптік объектінің аса жауапты және металды қажетсінетін құрылыстарының бірі.Олар машиналар, аппараттар және өндірістер арасында байланысты жүзеге асырады және технологиялық процестердің үздіксіздігін қамтамасыз етеді.Олар арқылы әртүрлі мұнай өнімдері мен жарылғыш және жанғыш заттар тасымалданады.
Дәрістер жинағы студенттерге «Технологиялық құбырларды құрастыру» пәні бойынша қажетті білімдерді алу мақсатында, 48 сағатқа арналып жазылған.
Осы дәрістер жинағында мұнайөнім және газдың тасымалдау туралы мағлұмат жүйесі, мұнайды сақтап тарату технологиясы, сызықты және жер бетті мұнай газ құрылысының технологиясымен ұйымдастырылуы сипатталынған.
Дәрістер жинағы «Мұнай –газ құбырлары мен мұнай-газ қоймаларын салу және пайдалану», «Мұнай мен газды тасымалдап сақтау» мамандықтарының оқытушылармен студенттеріне арналған. Ол оқылып жатырған мамандықтары бойынша көп деген сұрақтарды кірістіреді. Сондықтан дәрістер жинағын әрі қарай жақсарту мақсатында барлық критикалық ескертулермен кеңестер авторлармен алғыс түрде қабылданады.
Осы дәрістер жинағы0802000 «Мұнай –газ құбырлары мен мұнай-газ қоймаларын салу және пайдалану»мамандығы бойынша Қазақстан Республикасының Мемлекеттік жалпыға міндетті орта кәсіптік стандарттарына сәйкес әзірленген.
Дәрістер жинағында келесі сұрақтар қарастырылған:технологиялық құбырлардың қолданылуы мен классификациясы, құбырлардың жұмысына әсер ететін факторлар,құбыр элементтерінің қосылыстары, құбыр дайындамаларын қорамалау, құбырларға арналған материалдар, материалдын сапасын бақылау, ішкі жабыны бар болаттан және түсті металдардан жасалған құбырларды өңдеу,құбырларды пластмассадан дайындау, құбырлардың бөлшектерін, элементтері мен тораптарын құрастыру, құбырларды құрастыру, дәнекерлеу және желімдеу, монтаждық жұмыстардың механикаландыру құралдарын дайындау, құбырларды сынау әдістері және сынау қысымы, құбырларды монтаждау кезіндегі қауіпсіздік техникасы қағидалары мәселелері.
«Технологиялық құбырларды құрастыру» пәнін оқу барасында жалпы кәсіптік пәндер бойынша оқытылатын пәндерді ескерту керек. Пәнді оқытуда бір-бірімен шектес басқа пәндермен «Техникалық механика», «Сызу», «Мұнайгаз құбырлары», «Өндірістік экология негіздері», «Еңбекті қорғау және қауіпсіздік техникасы» пәндерімен интеграциялық байланыста өткізілуі керек.
Технологиялық құбырлардың қолданылуы
Құбыр - бұл құбырлардан, құбыр бөлшектерінен, арматурадан жасалған, бір-бірімен тығыз қосылған, газ тәрізді және сұйық өнімдерді тасымалдауға арналған құрылым. Технологиялық құбырлардың құрамына мыналар кіреді:
тікелей учаскелер (сызықтар);
фасонды бөлшектер (өтпелер, тройниктер, бітеуіштер);
тіректер мен аспалар;
бекіткіш бөлшектер (болттар, түйреуіштер, гайкалар, шайбалар);
бекіту-реттеу арматурасы;
бақылау-өлшеу аспаптары және автоматика құралдары;
жылу және коррозияға қарсы оқшаулау.
Тасымалданатын ортаға байланысты атаулар қолданылады: су құбыры, бу құбыры, май құбыры, газ құбыры, мұнай құбыры, өнім құбыры және т. б.
Құбырлардың геометриялық сипаттамасы үшін келесі өлшемдер қолданылады:
шартты ішкі диаметрі Dш
сыртқы диаметрі Dс
қабырға қалыңдығы ᵟ
ұзындығы l
Кез-келген құбырдың негізгі сипаттамасы оның өту қимасын анықтайтын диаметр. Өту қимасының мәні оның жұмыс параметрлері кезінде ағынның шығынын анықтайды.
Құбырлар сенімді болуы керек, өйткені құбырдың кез-келген бөлігіндегі ақаулық авариялар және өндірісті немесе бүкіл өнеркәсіптік сондай-ақ қоршаған ортаның ластануына әкеп соғады.
Өнеркәсіптік объектіде орналасуына байланысты технологиялық құбырлар цех ішіндегі, біріктіруші агрегаттар, цехтың технологиялық қондырғылардың машиналар және аппараттары және әр түрлі цехтардың технологиялық қондырғыларын қосатын цехаралық болып бөлінеді.
Технологиялық құбырлар салқын болып саналады, егер олар жұмыс температурасы tж≤50 °C болатын ортада жұмыс істейді және ыстық, егер жұмыс ортасының температурасы 50 °C-тан жоғары болса.
Ортаның шартты қысымына байланысты құбырлар ортаның абсолютті қысымы 0,1 МПа-дан төмен кезінде жұмыс істейтін вакуумдық, орташа қысым кезінде жұмыс істейтін, ортаның артық қысымы 1,5-тен 10 МПа-ға дейін және жоғары қысым кезінде жұмыс істейтін болып бөлінеді жұмыс ортасының артық қысымы 10-нан 100-ге дейін МПа.
Құбырларды төсеу әдісіне сәйкес құбырлар немесе олардың бөліктері бөлінеді:
жер асты-құбырлар жер астындағы траншеяға салынады;
жер үсті-құбырлар жерге қойылады;
жер үсті-құбырлар жер үстінде тіректерге салынған, тірек құрылымы ретінде құбырдың өзін қолдана отырып;
су асты-су кедергілері арқылы өтетін өткелдерде (өзендер, көлдер және т.б.), сондай-ақ теңіз кен орындарын игеру кезінде салынады.
Тасымалданатын заттың қауіптілік класына байланысты технологиялық құбырлар А, Б және В үш тобына бөлінеді.
Технологиялық құбырлардың классификациясы
Технологиялық құбырлар тасымалданатын заттың түріне, құбыр материалына, жұмыс параметрлеріне, ортаның агрессивтілік дәрежесіне, орналасқан жеріне, санаттары мен топтарына қарай жіктеледі.
Технологиялық құбырлардың жіктелуі келесі критерийлер бойынша жүреді:
Орналасу жері: цехаралық, цехішілік.
Төсеу әдісі: жер үсті, жер асты.
Ішкі қысым: қысымсыз (өздігінен ағатын), вакуумдық, төмен қысымды, орташа қысымды, жоғары қысымды.
Тасымалданатын заттың температурасы: криогенді, салқын, қалыпты, жылы, ыстық.
Тасымалданатын заттың агрессивтілігі: агрессивті емес, әлсіз агрессивті( аз агрессивті), орташа агрессивті, агрессивті.
Тасымалданатын зат: бу құбырлары, су құбырлары, мұнай құбырлары, газ құбырлары, оттегі құбырлары, мазут құбырлары, ацетилен құбырлары, май құбырлары, бензин құбырлары, қышқыл құбырлары, сілті құбырлары, аммиак құбырлары және т. б.
Материал: болат, ішкі немесе сыртқы жабыны бар болат, түсті металдардан жасалған, шойын, металл емес материалдардан жасалған.
Қосылу әдісі: ажыратылмайтын, ажыратылатын.
Құбырлардың орналасуы қамтамасыз етеді:
нормативтік мерзім шегінде пайдалану қауіпсіздігі мен сенімділігі;
техникалық жағдайын үздіксіз бақылау мүмкіндігі;
бақылау бойынша жұмыстардың барлық түрлерін орындау мүмкіндігі, дәнекерлеу жіктерін термиялық өңдеу және сынау;
құбырларды коррозиядан оқшаулау және қорғау;
құбырда мұз және басқа да кептелістердің пайда болуын болдырмау;
салбырауды және тоқырау аймақтарының пайда болуын болдырмау.
Магистральдық құбырлардың беріктігіне әсер ететін негізгі күш әсерінің бірі ішкі қысым болып табылады, оның негізінде Құбыр қабырғаларының қалыңдығы анықталады. Өздеріңіз білетіндей, магистральдық құбырлар біздің еліміздің кең аумағында салынып, көптеген климаттық, топырақ, гидрогеологиялық және басқа жағдайлармен сипатталады және олардың беріктігі мен тұрақтылығына белгілі бір дәрежеде әсер ететін әртүрлі күш әсерлері болады. Бұл әсерлер кейбір жағдайларда құбырлардың сенімділігін қамтамасыз етудің жалпы проблемасында үлкен маңызға ие, яғни құбырларды ішкі қысымға есептеу олардың пайдалану сенімділігін қамтамасыз ету үшін қажетті шарт болып табылады, бірақ жеткіліксіз, өйткені құбырлар пайдалану процесінде бірқатар факторларға ұшырайды.
Ішкі қысым. Өнімнің ішкі қысымы-құбырлардың кернеулі күйін анықтайтын негізгі күш әсерінің бірі. Магистральдық құбырлардың қабырғаларының қалыңдығы әдетте өнімнің ішкі қысымына байланысты анықталады. Алайда, сонымен бірге құбырдың құрылыс конструкциясы ретіндегі құрылымдық шешімі қабылданған құбырды төсеу схемасы үшін барлық ықтимал әсерлерді ескере отырып таңдалады. Ішкі қысымның әсерінен құбырларда сақиналы созылу кернеулері пайда болады, олар жұқа қабырғалы цилиндрлік қабықтардың моментсіз теориясына сәйкес есептеледі, құбырдың қалыңдығындағы радиалды кернеулердің өзгеруін және көлденең қиманың бастапқы жетілмегендігін елемейді. Құбырлардың сопақтығына байланысты (көлденең қиманың шеңберден ауытқуы) сақиналы созылу кернеулерімен қатар иілу кернеулері пайда болады, бірақ олар шекті күйлер бойынша есептеулерде ескерілмейді. Бұл сопақтыққа белгіленген төзімділік шегінде (құбырдың нақты диаметрінің номиналдыға қатынасы), қысымды бұзатын әр түрлі сопақ құбырлар үшін бірдей. Алайда, құбыр үшін шекті күй оның бұзылуы және рұқсат етілген кернеулердің белгілі бір деңгейі болып табылатын жағдайлар бар. Бұл құрамында күкірт сутегі бар құбырларға қатысты.
Температураның әсері.Құбырдың температурасы уақыт өте келе өзгереді, өйткені құрылыс кезінде ол негізінен сыртқы ауа температурасымен, ал жұмыс кезінде тасымалданатын өнімнің температурасымен анықталады. Құбырларды беріктік пен тұрақтылыққа есептеу үшін температура айырмашылығы туралы түсінік қолданылады. Бұл параметр құбыр құрылысының кернеулі-деформацияланған күйін анықтайды. Есептелетін конструкция үшін температуралық айырмашылық пайдалану процесіндегі құбыр температурасы (есептік кезең) мен осы конструкция салынған температура арасындағы айырмашылыққа тең. Үлкен диаметрлі газ құбырлары үшін ерекше маңызды болып табылатын температураның өзгеруін азайту үшін компрессорлық станциядан шығатын газ салқындатылады.
Топырақ деформациясының әсері.Құбырдың кернеулі-деформацияланған күйіне әсер ететін топырақтың деформациясы құбырды төсеу аймағында тау-кен өндірісі нәтижесінде топырақтың қозғалуымен байланысты болуы мүмкін. Жер қойнауында пайдалы қазбаларды игеру кезінде оның бос кеңістігі пайда болады және топырақтың жоғарғы қабаттары пайда болған қуыстың ортасына ауысады.
Құбырдың беріктігіне әсер ететін топырақтың деформациясы жер сілкінісі кезінде пайда болатын топырақтың ауытқуымен де байланысты болуы мүмкін. Белгілі болғандай, сейсмикалық итеру нәтижесінде жер бетінде сейсмикалық толқындар пайда болып, таралады. Сондықтан "топырақ — құбыр" біртұтас жүйесі болып табылатын жерасты құбыры тербеліс процесіне қатысады. Топырақтың құбырға әсері көшкін учаскелерінде орын алады. Көшкін топырақтарының құбырларға күш әсері екі түрге бөлінеді. Бірінші түрге топырақ массасының сырғанау бағыты бойлық беткейлерде салынған құбырдың осіне сәйкес келетін топырақтың әсері жатады. Әсердің екінші түріне көшкін массаларының қозғалыс бағыты құбырдың осіне перпендикуляр болатын немесе оған белгілі бір бұрышта болатын жағдайлар жатады.
Жалпы жағдайда механизм буыны әр түрлі материалдардан, әр түрлі технологиялық тәсілдермен және әр түрлі кәсіпорындарда жасалатын бірнеше қозғалмай біріктірілетін бұйымдардан тұратын, жинақталған бірліктерден тұрады. Рационалды құрастырылған қосылыстар механизмдерді дайындауды жеңілдетеді, олардың жұмысының және қызмет көрсеткенде, жөндегенде бұйымдарды немесе басқа да құрамдас бөліктерді өзара алмастыру сенімділігін береді.
Ажыратылмайтын қосылыстарды бекітуші немесе негізгі бұйымдардың элементтерін механикалық деформациялау жолымен (мысалы, тойтарумен (клепкой), айналма соғумен (вальцовкой), июмен (гибкой), нүктелеумен (кернением), безеулеумен (чеканкой), керіліспен қосу арқылы (соединением с натягом)), физикалы-химиялық тәсілдермен (пісіру, дәнекерлеу, жапсыру, замазкамен қосу), бұйымдарды материалды ерітінділеріне салу арқылы (қорамалау), сонымен қатар жиынтық тәсілдермен алады. Мұндай қосылыстарды негізгі немесе бекіткіш бұйымдарды бұзу немесе деформациялау жолымен бөліп алуға болады.
Ажыратылатын қосылыстарға резьбалы, штифтілі, шлицевті, найзаласқан (байонетті), фрикциялық және тағы басқа қосылыстарды жатқызады. Олардың барлығы функциялық қасиеттерін бұзбай бірнеше рет жиналып, бірнеше рет бөлшектеле алады.
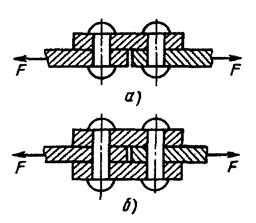
Ажыратылатын қосылыстардың ішінде бірінші кезекте фланецті қосылыстар жатады (сурет 1) Олар 3 және 4 фланецтер, тығыздағыштардан тұрады (обтюрациялар) 5, гайкалары бар 2 (немесе шпилькалар) жалғағыш болттар. Қосылыстың тығыздығына сақиналық тығыздағыштар арқылы қол жеткізіледі фланецтердің соңғы беттері арасында орнатылған серпімді материалдан.
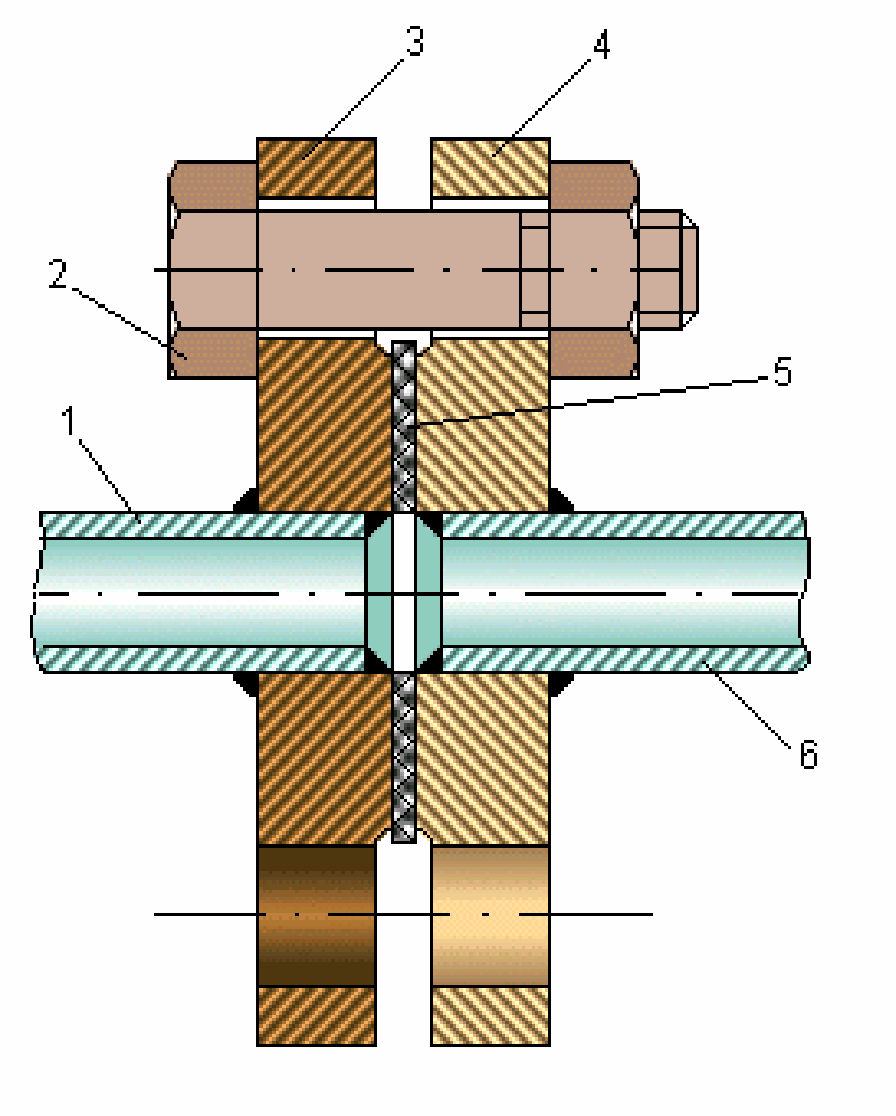
Сурет 1. Құбырдың фланецті қосылуы:
1,6-құбырдың қосылатын учаскелері; 2-болт (шпилька) гайкамен; 3,4 – фланецтер; 5-төсеу (обтюрация)
Қосылыс түрін қойылатын техникалық-экономикалық және эстетикалық талаптарға, сонымен қатар дайындаушы-кәсіпорынның технологиялық мүмкіндіктеріне байланысты таңдап алады.
Заклепкалы қосылыстарды тіреуші бұйымдарды пластикалық деформациялау (тойтарып шегелеу) жолымен алады және сондықтан олар вибрациялы және динамикалық жүктеулерде сенімді жұмыс атқарады. Оларды таспа, жолақ, түтік немесе табақ прокат түрінде жасап шығарылатын қиын дәнекерленетін немесе термикалық өңделетін әр түрлі материалдардан дайындалатын бұйымдар үшін қолданады.
Дәл механикада ажыратылмайтын: дәнекерленген, қыздырылған және жапсырылған қосылыстар кеңінен қолданылады.
Дәнекерленген қосылыстар. Бұл қосылыстың негізгі артықшылықтары олар — материалдың үнемділігі, қол еңбегін аз қажет етеді және процесстің технологиялығы, кемшіліктері — виброберіктігі аз, сонымен қатар жалғанған жерлерін термоөңдеуден өткізуді қажет етеді. Жазық табақ бұйымдарды (қалыңдығы 0,05 мм-ге дейінгі) газды дәнекерлеу арқылы біріктіреді, ол кезде күйдіру қолданылмайды.
Дәнекерлеу жұмыстары кезінде бөлшектерді бір бірімен қосу барысында, қосылыстардың мынадай түрлері кездеседі:
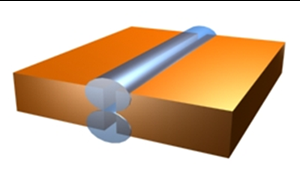
Түйіс қосылыс пісіру кезінде өзіндік кернеуінің және деформациясының аз болуына, сондай ақ статикалық және денамикалық күштерге шыдамдылығына байланысты ең кен таралған пісіру қосылыстарынын бірі. Олар металл құрылымдарды және бұрыштықтарды, швеллерлерді, қоставрларды және құбырларды түйістіріп пісіргенде қолданылады.
Бұрыштық қосылыстар бір-бірімен бұрышталып орналасқан және орналасу жерінде олардың жиектері пісірілген, екі элементтін пісірілмелі қосылыстарын білдіреді. Бұрыштық қосылыстардың шартты белгісі: У1-У10.

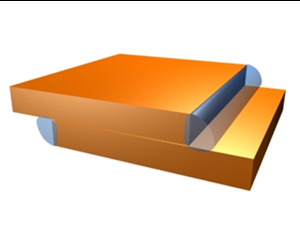
Жапсарлық қосылыс жалғасатын элементтері бағыттас орналасқан және бір-бірін жартылай жабатын пісірілмелі қосылыстарды білдіреді.
Қыздырып алынған қосылыстар. Қыздыру – арасындағы саңылауды ерітілген припоймен жағу және толтыру жолымен және оларды тігістерді кристалдау кезінде жалғай отырып, автономды еріту температурасынан төмен болатындай қыздырып бұйымдардың ажырамай қосылысатын элементтерін алу процесі. Ендеше, дәнекерлеуден ерекшелігі бұйым элементтері қоспасыз болатты және диффузиялық процесстердің адгезия күштерінің арқасында біріктіріледі.
Резьбалық қосылыстар қарапйымдылығы, универсалдығы, жинау қолайлығының және жұмыс істегенде сенімділігің арқасында аса кеңінен қолданылады. Қосылысу сыртқы және ішкі резьбадан тұратын бұйымдарды бұрау арқылы орындалады.
Штифтілі, шпонкалы және шлицті қосылыстар ажыратылатын қосылыстарға жатады.
Жеке механизмдердің, двигательдің және жұмысшы органдардың біліктері муфтылармен қосылысады. Муфтылардың конструкциясы – шеттері біліктес орналасқан біліктермен бекітілген төлке түріндегі қарапайым муфтылардан бастап, қосылысқан білік осьтері бір біріне қатысты қозғалатын Гук шарнирі түріндегі аса күрделі құрылғыға дейін аса алуан түрлі. Муфтылар қызметі де алуан түрлі; басқару муфтысының көмегімен барлық механизмдерді немесе оның жеке бөліктерін қозғалысқа келтіру және істен шығару орындалады, жүйе жүк түсуден қорғалады және т.с.с.
Муфталар деп біліктерді өзара байланыстыру үшін немесе онда бос орналасқан бұйымдары (шкивтер, тісті дөңгелектер және т.с.с.) бар біліктерді қосу үшін қолданылатын құрылғыларды айтады..
Біліктерді тұрақты қосу үшін арналған муфтылар қатаң (қатты) және қозғалмалы (теңестірілген) болуы мүмкін. Қатаң муфтылардың конструкциясы қарапайым, бірақ білктердің дәл біліктес болуын талап етеді. Қозғалмалы муфтылар біліктердің шамалы салыстырмалы жылжуының бар болуына рұқсат береді: осьтік Δх, радиальді, немесе параллель, Δy және бұрыштық Δα (перекос), ол қосылысатын элементтерді дайындау және монтаждау қателіктерінің арқасында пайда болады. Сонымен қатар, серпімді элементтері бар қозғалмалы муфтылар айналмалы тербелістерді демпфирлейді.
Басқарушы муфтылар басты буынның қозғалысын басқару мүмкіндігін береді. Жетектің басты тармағын периодты түрде қосу және өшіру үшін арналған муфтылар тіркеуші немесе қосу муфтысы деп аталады. Басқару муфтысының тағы бір түрі — еркін жүрісті муфты, ол тек бір бағытпен ғана қозғалады. Басқару муфтысына егер үдетуші айналмалы момент рұқсат етілетін мәннен асып кетсе, біліктерді автоматты түрде ажырататын сақтандырғыш муфтылары да жатады; олар механизмнің қандай да бір нақты бөлігін жүк түсуден сақтайды. Қосу муфтыларының аса ерекше тобына өзінің жылдам жұмыс істеу қабілеттілінің арқасында жүйелік автоматикада және ЭЕМ-да кеңінен қолдау тапқан электромагниттік муфтылар жатады. Электромагниттік муфтылардың жеке түрлері бастаушы буынның айналу жиілігін реттеу мүмкіндігін, сонымен қатар оның тежелуін береді.
Пісіру дайындамаларын қорамалау. Пісру құбырларын өндіргенде технологиялық процестердің ең негізгісі құбырлық дайындамаларды қорамалау (формовка) болып табылады, мұнда жазық дайындамаларды (жайма, таспа, штрипс) цилиндрлі құбырлық дайындамаларға орау.Дайындамаларды қорамалау процесі жіксіз құбырларды өндірудегі негізгі операция- дайындамаларды тесумен (прошивка) салыстырғанда энергия шығындары елеулі аз, бұл пісіру құбырларын өндірудің үнемділігін анықтайды.
Құбыр дайындамаларын қорамалау металдың əдеттегі температурасында жəне алдын-ала қыздырумен орындалады. Осыған сəйкес салқындай жəне ыстықтай қорамалау деп бөледі. Салқындай қорамалау құбырларды электрпісіру процестерінің барлығында, ыстықтай қорамалау- құбырларды пештік пісіруде қолданылады.

5-сурет. Құбырларды əртүрлі əдістермен қорамалау сұлбалары: а- құбырларды білікті қорамалау (1-қорамалайтын жолақ, 2- горизонтальді қапас біліктері, 3- тік қапас біліктері); б- құбырларды үшбілікті жəне төртбілікті біліктерде қорамалау (1-қорамалайтын жайма, 2-қозғалмалы білік, 3- қозғалмайтын білік); в- құбырларды баспада қорамалау (жоғарғы тараверса пуансонымен, 2- қорамаланатын жайма, 3- төменгі траверса төсемімен); гспиральжікті құбырды қорамалау (1- қорамалау жолағы, 2- беруші қондырғы, 3-бағытаушы аунақшалар-тік жəне горизонтальді, 4-қорамалау қондырғысының біліктері, 5- қалып, 6- қорамаланған құбыр, 7,8 – сыртқы жəне ішкі жіктерді жасау нүктелері)
Дайындаманы салқындай қорамалау пісірілетін жиектердің арасында саңылау қалыптастырумен (əдеттегі қорамалау) немесе спираль жиектердің арасында саңылау қалдырумен (спиральді қорамалау) орындалады. Құбырлар мен дайындамалардың арналуына, өлшемдеріне жəне жəне пісіру тəсіліне байланысты əдеттегі салқындай қорамалау үшін əртүрлі жабдықтар қолданылады: ию біліктері, баспалар жəне үзіліссіз білікті орнақтар (5-сурет).
Ыстық қалпында қорамалау құбырларды үзіліссіз пештік пісіруде қолданылады жəне оны жетекті біліктерде жасайды. Қыздырылған металдың жоғары илемділігі нəтижесінде қорамалау екі жұп біліктерде қалыптандырылады (6-сурет).

6-сурет. Құбыр дайындамасын ыстық күйінде қорамалау сұлбасы: 1- штрипс, 2- жиектерді бірінші үрлеуге арналған шүмек, 3- тік біліктердің бірінші қорамалау жұбы, 4- біліктердің екінші (пісіруші) горизонтальды жұбы, 5- жиектерді екінші рет үрлеуге арналған шүмек
Тік білікті бірінші қорамалау қапасында қыздырылған штрипс 200- 280о-қа оралады. Екінші пісіру қапасында горизонталь біліктермен штрипс жиектері 2-13 % қысумен, түйіскенше оралады.
Сонымен, құбырды қорамалау мен пісіру, қыздырылған штрипстің екі тік жəне екі горизонталь біліктерден тұратын, қорамалау-пісіру түйінінен өткенде орындалады.
Құбыр дайындамаларын салқындай қорамалау біліктерде, баспаларда жəне үзіліссіз білікті орнақтарда иіліп жасалады (5-сурет).
Біліктерде қорамалауды салыстырмалы түрде қысқа (ұзындығы 6– 9м), диаметрі үлкен (426-дан жоғары) құбырларды флюс қабаты астында доғалы пісіргенде қолданады.Жайма біліктерде рет-ретімен бірнеше рет қажетті пішінін алғанға дейін иіледі.
Құбыр дайындамаларын гидравликалық баспаларда қорамалауды жаймалардан диаметрі үлкен (426-дан жоғары) құбырларды жаппай өндірісте флюс қабаты астында доғалы пісіргенде қолданады. Жаймалардан құбырларды пісіргенде бір цилиндрлі дайындамадан немесе екі жарты цилиндрлі дайындамалардан қорамалайды (7-сурет).
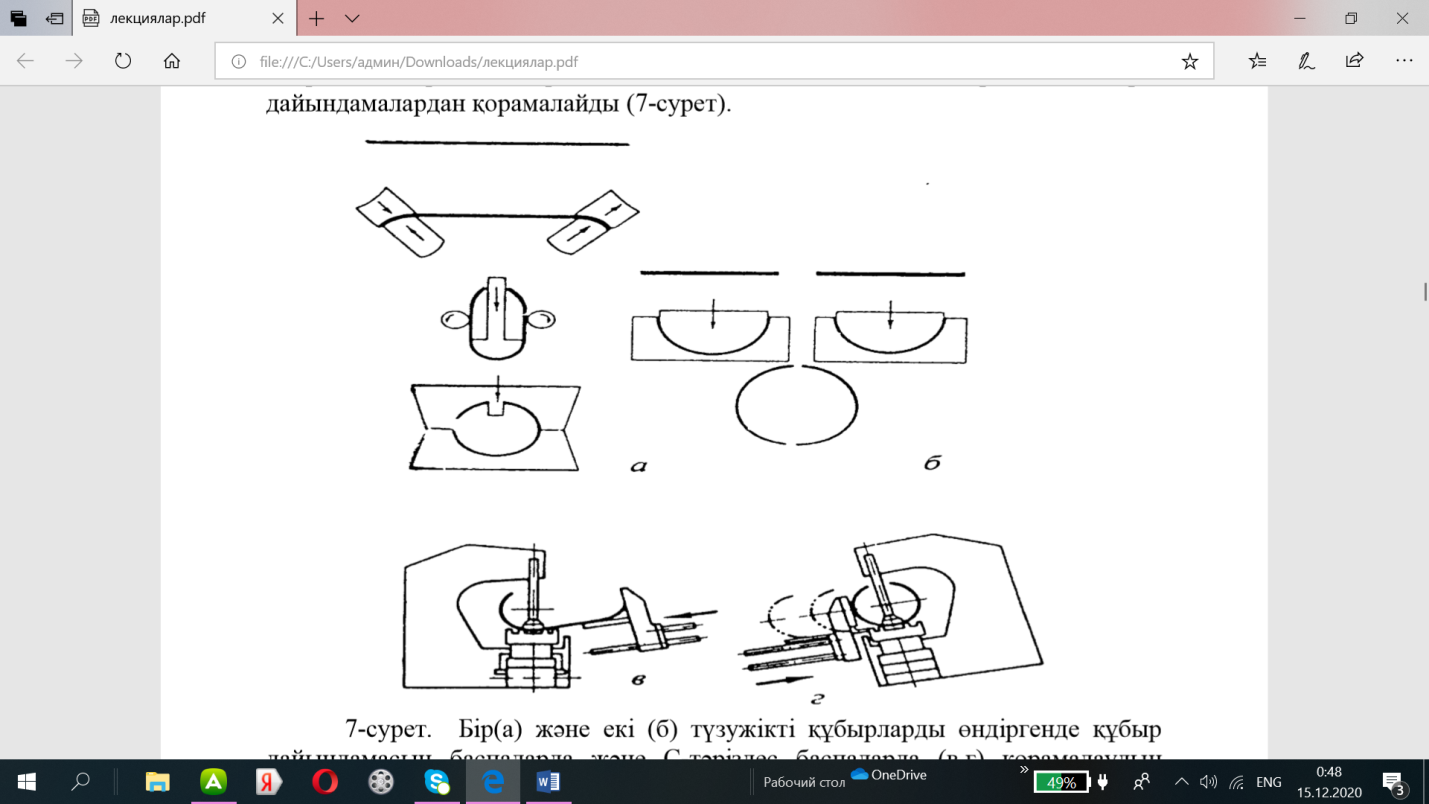
7 - сурет. Бір(а) жəне екі (б) түзужікті құбырларды өндіргенде құбыр дайындамасын баспаларда жəне С-тəріздес баспаларда (в,г) қорамалаудың технологиялық операцияларының тізбегі: в-бірінші баспада, г-екінші баспада
Білікті орнақтарда қорамалауды типмөлшері əртүрлі түзужікті жəне спиральжікті пісіру құбырларын өндіргенде пайдаланады.
Спиральжікті құбырларды өндіргенде құбыр дайындамасын, жайманың бойлық осіне біршама бұрышпен α орналасқан жолақты пластикалық ию жолымен қорамалап дайындайды (5-сурет).
Спиральдің көтерілу бұрышы, яғни қорамалау бұрышы, келесі формуламен анықталады:
α = arccos B/ π Dt
Осылайша, ені В жолақтан əртүрлі бұрышпен α спиральға орап, диаметрі əртүрлі құбыр алуға болады.Спиральжікті құбырларды өндіргенде қорамалау бұрышын таңдаудан құбырдың беріктік қасиеттері мен технико-экономикалық көрсеткіштері елеулі байланысты. Тиімді қорамалау бұрышы α= 40-90о, яғни жолақ енінің құбыр диаметріне қатынасы 2,35 – 1,25 аралығында.
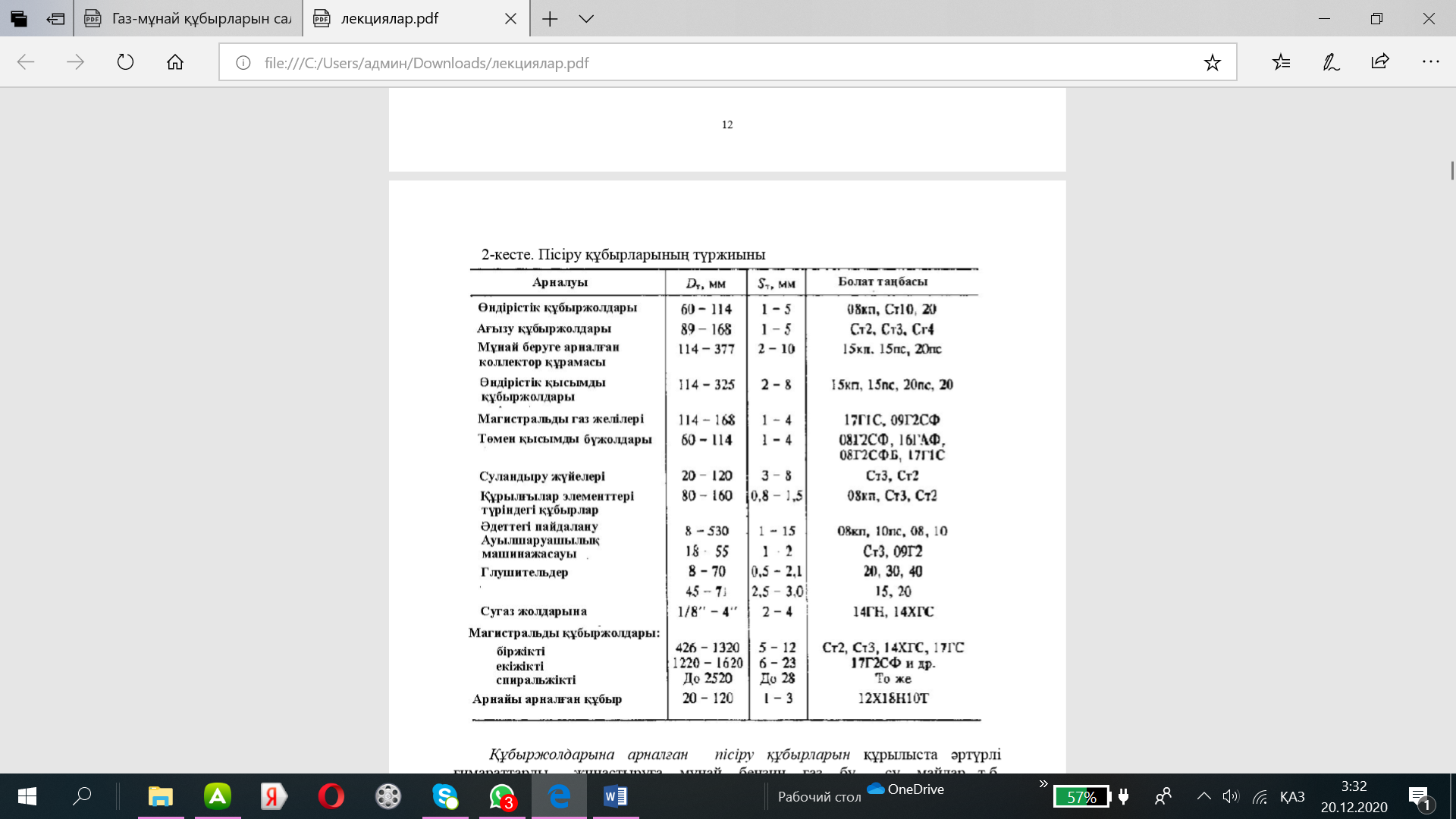
Пісіру құбырларын қабырғасының қалыңдығы 0,5 – 28 мм, диаметрлері кіші (5-114 мм), орташа (114-480 мм) жəне үлкен (480-2520 мм) болып дайындалады.
Диаметрлері кіші пісіру құбырларын автомобиль жəне трактор өндірісінде, ауылшаруашылық, энергетикалық, химиялық жəне мұнай машинажасауында, сондай-ақ құбырлы электрқыздырғыштарын жасағанда жəне басқа құрылғыларда қолданылады (2-кесте). Диаметрі орташа (159-480 мм) құбырларды төменгі қысымды бу жолдарына, газ жолдары мен мұнай жолдарына, сондай-ақ мелиорацияда, сумен қамтамасыз етуде, коммуналдық шаруашылығында əртүрлі бөлшектердің құрылғыларын жасағанда пайдаланады. Диаметрі орташа пісіру құбырларының өлшемдерінің шекті ауытқулары мен түржиыны төменде келтірілген:
| Диаметрі, мм | 159-180; | 194-203; | 219; | 245; | 273; | 351-377; | 402-426; | 476-480 |
| Қабырғасының қалыңдығы,мм | 1,8-8,0 | 2,0-8,0 | 2,5-9,0 | 3,0-9,0 | 3,5-9,0 | 4,0-10 | 4,0-12 | 5,0-12 |
Ескерту 1. Диаметрдің шекті ауытқуы 1,0%; диаметрі 159-180 мм - 0,8% . 2. Қабырғаларының шекті ауытқуы МЕСТ 19903-74 талаптарынан апауы керек. 3.Пісірілген жердегі гратта қабырға қалыңдығының қалыңдауы 0,15 мм-ге рұхсат етіледі.
Диаметрі үлкен түзужікті жəне спиральжікті құбырлар газ, мұнай, мұнай өнімдерінің құбыржолдары үшін, сондай-ақ төмен қысымды су жəне бу жолдарына арналады.
Пісіру құбырларының кеңінен қолданылуына, олардың жіксіз құбырлармен салыстырғанда, төменірек (15-20 %) құны, олардың өндірісін қысқа мерзімде, аздау күрделі шығындармен ұйымдастыруға болатындығы, ықпал етеді. Əлемдік құбыр өндірісінің көлемінде пісіру құбырларының үлесі шамамен 60% құрайды.
Құбыржолдарына арналған пісіру құбырларын құрылыста əртүрлі ғимараттарды жинастыруға, мұнай, бензин, газ, бу,су, майлар т.б. тасымалдауға қолданады.
Сугазжолдарының құбырларын МЕСТ 3262-75 бойынша пісіріп, келесі типмөлшерлер бойынша жасалады: жеңіл (Sт= 1,8-4,0 мм), əдеттегі (Sт= 2,0-4,5 мм) жəне күшейтілген (Sт=2,5-5,5 мм).
Магистральді құбыржолдарына арналған пісіру құбырларын түзужікті жəне спиралжікті диаметрлері 529-2560 мм, кабырғаларының қалыңдығы 8-25 мм етіп жасайды.Құбырлардың түржиыны мен механикалық қасиеттері 3 -кестеде келтірілген:

Күрделі геологиялық жəне климаттық жағдайларда пайдаланғанда құбырлардың сенімділігіне жоғары талаптар қойылатындықтан, құбырлардың беріктік жəне илемділік сипаттамаларына жоғары талаптар қойылады. Əлемдік тəжрибеде агрессиялы ортада, жоғары қысыммен жəне солтүстік сібір жағдайында істейтін газжолдарының құбырларына қойылатын талаптар қалыптастырылды.
Шетелдік Ұлттық Ассоциацияның (NACE) инженер-коррозионистері ылғалды күкіртсутегі ортасында шыдамды материалдар бойынша ұсыныстар мен сынау əдістемелері келтірілген стандарт жасады. Олардың ұсынысы бойынша материалдардың жарамдылығын бағалау критериі - қирауға дейінгі уақыты жəне шекті кернеуі, яғни жүктегенде қирау басталғанға дейінгі кернеу деп алынды. Стандарт бойынша шекті кернеудің мəні (0,7-0,9) бт. Бұл, болаттың химиялық құрамын жəне термиялық өңдеу ережелерін қатаңырақ сақтауды қажет етеді.
Құбыр материалы доғалы түйіспелі пісірумен төменгі температурада (- 30оС) жақсы пісірілуі керек. Барлық құбырларға гидравликалық сынақтар жүргізілуі жəне 100 % қиратпайтын бақылаудан өтуі қажет.
Германия жəне Жапонияның алдағы фирмалары, диаметрі үлкен пісіру құбырларының əлем нарығындағы негізгі өндірушілері болып табылады. Бұл фирмалар газжолдарының құбырларын өндіру үшін, тапшы легірлеуші элементтері Nb, Mo, Ni т.б. бар, беріктік сипаттамалары 600 МПа, илемі бақыланатын болаттарды пайдаланады.
Құбыржолдарын тоттанудан қорғау үшін, пайдалану жағдайына байланысты, қорғайтын əртүрлі қаптамалар қолданылады: қағаз-битумды, полиэтиленді, эпоксидті қаптамалар.
Құбырларды өндіру үшін қолданылатын заманауи материалдардың барлық түрлері көп болғанымен, оларды шартты түрде үш санатқа бөлуге болады:
- металл,
- металл емес;
- көп қабатты металл пластик.
Металл құбырлар
Құбырларды өндіруге арналған ең көп таралған металдар:
- болат
- шойын.
Қымбат алюминий және алюминий қорытпаларынан жасалған құбырлар да өте танымал. Басқа металдардан жасалған бұйымдар, мысалы, мыстан жасалған бұйымдар ең жоғары бағамен ерекшеленеді және әдетте тек мамандандырылған өндірістердің қажеттіліктері үшін және аспаптар мен станоктар жасау үшін қолданылады.
Болат құбырларының ең танымал санаты екі жолмен шығарылады:
- дәнекерленген;
- жіксіз.
Дәнекерлеу өнеркәсіптік масштабта электрмен дәнекерлеу арқылы жасалады. Бүгінгі таңда тіке болат құбырлар ғана емес, сонымен қатар заманауи сприральжікті құбырлар да шығарылады.
Жіксіз құбырлар прокат станоктарында суық деформациялау немесе ыстық созу, илектеу, престеу әдістерімен қалыпталады. Нәтижесінде берілген параметрмен, тігісі жоқ өнім пайда болады.
Полимерлі құбырлар
Полимерлі құбырлардың қазіргі заманғы сорттарының тізімі өте кең және үнемі өсіп келеді, өйткені өндірісте қолданылатын жаңа және заманауи материалдар пайда болуда.
- Поливинилхлоридтен жасалған құбырлар бағасы бойынша ең қолжетімді және сонымен бірге жоғары пайдалану сипаттамалары бар құрылыс материалдарының бірі болып саналады. Материал көптеген органикалық қосылыстарға, қышқылдарға және сілтілерге өте жоғары төзімділікке ие. ПВХ құбырларының үлес салмағы ең төменгі болып табылады. Сонымен қатар, жұмыс температурасының диапазоны 15 градус аяздан 65 градусқа дейін.
- Полифинилдифторидті құбырлар әдеттегі ПВХ құбырларынан үлкен жылу тығыздығымен, сондай-ақ физикалық қасиеттерін 150 градусқа дейін жоғалтпай ыстыққа төтеп беру қабілетімен ерекшеленеді.
- Төмен қысымды полиэтиленнен жасалған құбырлар қарапайым ПЭ құбырларынан экологиялық қауіпсіздіктің жоғары деңгейімен, химиялық бейтараптығымен, сондай-ақ теріс қысқы температураға жоғары төзімділігімен ерекшеленеді, ал құбырлар механикалық қасиеттерін жоғалтпай 65 градусқа дейін қыздыруға төтеп бере алады.
- Полипропилен құбырлары, әсіресе қаттылық пен тозуға және абразияға төзімді. Полипропиленнен жасалған өнімді 140 градусқа дейін қыздыруға болады, ал пластикалық деформация 175 градусқа дейін қызған кезде басталады.
-Полибутен құбырлары нарықтағы салыстырмалы түрде жаңа өнім болып табылады, ол одан да жоғары тозуға, механикалық беріктікке, химиялық агрессивті ортаға төзімділікпен ерекшеленеді, сонымен қатар оларды кең температура диапазонында пайдалануға болады.
- Фаолит: дірілге және қышқыл ортаға төзімді, тіпті шоғырланған пластикалық материал. Фаолит құбырлары химия өнеркәсібінде жоғары сұранысқа ие.
- Шыны талшық: өте танымал полимерлі материал, өйткені ол көптеген химиялық қосылыстарға бейтарап, тозуға және коррозияға төзімді.
- Металл емес құбырларға асбест-цементтен, керамикадан, композитті материалдардан жасалған бұйымдар да жатады. Бұл өнімнің өзіндік қолдану аясы бар.
Металл пластикалық құбырлар
Кейбір жағдайларда, ең жоғары сапалы полимерлі құбырлар белгілі бір жағдайда қажет болатын барлық сипаттамаларды бермейді, ал металл олардың негізгі кемшіліктеріне байланысты жарамайды. Содан кейін олар орташа нұсқаны – металл пластикті таңдайды. Металлопластикті құбырлар көпқабатты болады.
Қабаттар тек 2 немесе одан да көп болуы мүмкін, ал полимерлердің қабаттары жұқа металл қабаттарына ауысады. Нәтижесінде материал бірегей қасиеттерге ие болады. Мұндай құбырдың қолдану аясы кең, пайдалану мерзімі ұзақ болады.
Әр жағдайда құбырлар үшін материалды таңдау жауапты міндет болып табылады. Өнімнің бағасы ғана емес, сонымен қатар оның қызмет ету мерзімі, сонымен қатар оның физикалық және механикалық қасиеттерінің жұмыс жағдайларына сәйкестігі материалды таңдауға байланысты.
Технологиялық құбырларды дайындауға арналған материалдар.Жалпы талаптар:
1. Құбырлар, фасонды жалғаушы бөлшектер, фланецтер, төсемдер және құбыржолдар үшін қолданылатын бекіту бұйымдары сапасы, техникалық сипаттамалары мен материалдары бойынша тиісті нормативтік-техникалық құжаттамаға жауап беруі тиіс.
Құбырларды дайындау үшін қолданылатын материалдар мен дайын бұйымдардың сапасы мен техникалық сипаттамасы тиісті паспорттармен немесе сертификаттармен расталады. Паспорттары немесе сертификаттары жоқ материалдар мен бұйымдарды тек II және одан төмен санаттағы құбырлар үшін және оларды стандарттарға, техникалық шарттарға және нормативтік-техникалық құжаттамаға сәйкес тексергеннен және сынағаннан кейін қолдануға жол беріледі. Құбырлар бөлшектерінің материалы, әдетте, қосылатын құбырлардың материалына сәйкес келуі керек. Құбырлар бөлшектерінің материалы, әдетте, қосылатын құбырлардың материалына сәйкес келуі керек. Гетерогенді болаттарды қолдану және дәнекерлеу кезінде тиісті нормативтік-техникалық құжаттардың нұсқауларын басшылыққа алу керек. Мамандандырылған (сараптамалық) ұйымдардың қорытындысы бойынша Мемлекеттік стандарттар мен нормативтік-техникалық құжаттамада көрсетілмеген материалдардан жасалған құбырлар мен құбыржолдардың бөлшектерін қолдануға жол беріледі.
2. Импорттық материалдар мен бұйымдарды, егер олардың сипаттамалары нормативтік талаптарға сәйкес келсе және мамандандырылған (сараптамалық) ұйымның қорытындысымен расталса, қолдануға жол беріледі.
3. Тасымалданатын ортаның параметрлеріне байланысты құбырларды нормативтік-техникалық құжаттамаға сәйкес таңдау қажет.
4. Құймадан дайындалған жіксіз құбырларды, сондай-ақ осы құбырлардан жасалған фасонды бөлшектерді барлық беті бойынша 100% көлемінде ультрадыбыстық Дефектоскопия (УДЗ) әдісімен бақылау жүргізілген жағдайда, бірінші және екінші санаттағы А және Б топтарының құбырлары үшін қолдануға рұқсат етіледі.
5. Құбырларды дайындау үшін қолданылатын материалдар (А қосымшасы) пайдаланудың берілген шарттарын (есептік қысым, ең төменгі теріс және ең жоғары есептік температура), ортаның құрамы мен сипатын (коррозиялық белсенділік, жарылыс қаупі, уыттылық және т.б.) және қоршаған ауа температурасының әсерін ескере отырып, есептік қызмет мерзімі ішінде олардың сенімді жұмысын қамтамасыз етуі тиіс.
6. Құбырды өндіруші кәсіпорын келіп түсетін жартылай фабрикаттардың сапасына кіріс бақылауын жүзеге асыруы тиіс. Жартылай фабрикаттардың сапасын бағалау Нақты жартылай фабрикаттарға арналған стандарттар мен НҚ талаптарына сәйкес жүргізіледі және сертификаттармен расталады.
7. Түйістіре дәнекерленген фланецтер шыңдалудан немесе бандаж дайындамаларынан жасалуы тиіс.
8. Фланецті қосылыстарға арналған бекіткіштер мен олар үшін материалдарды фланец болаттарының жұмыс жағдайлары мен маркаларына байланысты таңдау керек.
9. Бекіту бұйымдарын дайындау үшін қолданылатын материалдарға, сондай-ақ бекіту бөлшектеріне дайындаушының сертификаты болуы тиіс. Материалға сертификат болмаған жағдайда бекіту бұйымдарын дайындаушы материалдардың физикалық-механикалық сипаттамаларын (оның ішінде химиялық құрамын) анықтау үшін оларға тексеру (аттестаттау) жүргізуге және сертификат жасауға тиіс.
10. Сапалы көміртекті, сондай-ақ жылуға төзімді және ыстыққа төзімді қоспаланған болаттан жасалған дайындамалардың материалы немесе дайын бекіту бұйымдары термоөңденуі тиіс. 1,6 МПа (16 кгс/см2) дейінгі қысымда және 200 °с дейінгі жұмыс температурасында қолданылатын бекіту бөлшектері, сондай-ақ диаметрі 48 мм дейінгі бұрандасы бар көміртекті болаттан жасалған бекіту бөлшектері үшін термоөңдеуді жүргізбеуге жол беріледі.
11. Бекіту бөлшектерінің материалдарын материалдардың сызықтық кеңею коэффициенттерінің мәндеріндегі айырмашылық 10% - дан жоғары болмаған кезде фланец материалының сызықтық кеңею коэффициентіне жақын сызықтық кеңею коэффициентімен таңдау керек.
12. Фланецті қосылыстарды тығыздауға арналған төсемдер мен төсеме материалдар жобаға, нормативтік-техникалық құжаттамаға және (немесе) мамандандырылған (сараптамалық) ұйымдардың ұсынымдары бойынша тасымалданатын ортаға және оның жұмыс параметрлеріне байланысты таңдалады.
13. Құбырлардың фасонды бөлшектерін тасымалданатын орта мен пайдалану жағдайларына байланысты қолданыстағы нормативтік-техникалық құжаттама бойынша, сондай-ақ жоба бойынша таңдау керек.
Қазіргі заманда металдардың және ерітпелердің маңызы өте зор. Олай болатыны металл материалдары мен бұйымдарына құнды құрылыстық, бұйымдық қасиеттер тән. Атап айтатын болсақ - мықтылығының жоғарылығы, едәуір созымталдық деформацияға қабілеттілігі, яғни қысымдық әсерімен оны өндеу мүмкіншілігі, оның ішінде езгіленуге, соғу арқылы созылуға, штампалауға, созуға икемділігі және т.б. қасиеттері бойынша басқа материалдардан ұтымдылығымен ерекшеленеді; құйылу қасиеті, дәнекерленуі, төменгі және жоғары температурада мызғымайтындығы және т.б. қасиеттері басымырақ.
Металл бұйымдарын өндіру жоғары сапалылық және технологияның қуаттылығымен сипатталады. Мұның бәрі өндіру тәсілінің құрылымын түпкілікті өзгертуді талап етеді. Техникалық бақылау - бұл объектінің (материал, бұйым немесе процесс) бекітілген талаптарға, стандарттау және сертификаттау заңдарына сай болуы.
Стандарттау - бұл ұқсас объектілермен салыстырудағы үлгі эталон модельге сәйкес келінуіне бағыттау. Нәтижесінде нормативті құжаттар дайындалады. Объектінің спецификациясына және оған бекітілген талаптарға байланысты стандарттау: жалпы стандарт, өнімге немесе қызметке, сонымен қатар процеске арналған стандарт, сапаны бақылауға арналған стандарт болып бөлінеді.
Сертификация - бұл бұйымның нормативтік талаптарға сай келуі және оған сәйкес сертификаттың берілуі.
Әрбір бақылау 2 этаппен жүзеге асады:
- объектінің жағдайы, құрамының көрсеткіштері және белгілері туралы ақпарат алу;
- бастапқы ақпаратқа сәйкес алдын-ала қабылданған талаптарға, нормаларға және критерилерге сай болғаны немесе сай болмағаны жөнінде екінші ақпарат беру.
Екінші ақпарат бұйымның сапасын жоғарылату үшін қолданылады.
Бақылау жүйесінің негізгі міндеттері болып табылады:
- зауытқа түскен материалдың сапасын анықтау;
- өндіру процесі кезіндегі материал ағымының қасиетін және құрамын тағайындау;
- сапаны бақылау және бұйымды сертификаттау;
- технологиялық процесті жүзеге асыру үшін бақылау кезінде алынған нәтижелер мен анализдер қолданылады.
Өндірісте бақылау жүйесі өз ішінде жүйелерден тұрады. Зауытта технологиялық бақылау бастапқы шикізаттың құрамын және қасиетін, толтырғыштарды, қосымша материалдарды, жартылай фабрикаттарды анықтауды қамтамасыз ету керек. Оперативті технологиялық бақылау жүйесі материалдың құрамы мен қасиетін және бақылау нәтижелерінің талаптарға сай болуымен айналысыда. Анықтау көлемінің маңызы аз болуы керек және бақылау өте күрделі қондырғылармен жүзеге аспау керек. Параметрлік бақылау жүйесі қондырғының жағдайын және оның жұмыс істеу режимін бағалайды, технологиялық параметрлерін бақылайды, технологиялық ағымды, сыйымдылық деңгейіндегі шығынды өлшейді.
Техникалық бақылау жүйесі сапаны бақылау және өндірілген материал мен бұйымның нормативтік құжаттарға сай болуын қамтамассыз етеді, сонымен қатар бұйымды сертификаттайды. Техниалық бақылау бөлімі сапасыз бұйымды анықтап қана қоймай, осы типтес фактілерді ескертеді. Осы мақсатпен техникалық бақылау бөлімі өндіріске түсетін материал сапасын бақылайды, жарамсыздардың пайда болуы мен бұйымның сапасының төмендеу себебін анықтайды. Техникалық бақылау бөлімі заводтағы және цехтардағы зертханалармен біріге жұмыс жасайды.
Жалпы металл бұйымдарын өндіруде оған қолданылатын шикізат сапасы басты рөл атқарады, яғни бұйым өндіруде арзан металл қолданылғанымен, ол оның сапасын төмендетіп, қолдану ыңғайлылығы мен уақытын азайтады. Сондықтан металдың келесідей қасиеттерін ескеру қажет.
Металл аққыштығы- жүктеме берілу кезінде металдың пластикалық пішінсіздену қасиеті. Металл аққыштығы - жартылай өңделген өнімдерден дайындамалардың сырт пішінін құру кезінде, қысыммен өңдеуге қабілеттігінің барлығын анықтайтын металдардың қажетті технологиялық қасиеті.
Суықтай созу кезінде металл аққыштығын анықтау үшін технологиялық сынама түріндегі сынақтардан (бүгу, сығу, жаншу, т.б. сынақтар) өткізеді. Металл аққыштығы балқытылған металдың құйма қалыпты толтыру қабілеттілігі болып табылады. Ол құйма қорытпалардың ең маңызды технологиялық қасиеттерінің бірі.
Металл аққыштығы жоғары болғанда құйма қалыптың құрама пішінін неғұрлым дәл қайталайды; жұқа қабырғалы бұйымдар дайындауда бұл ерекше маңызды рөл атқарады. Құю температурасы жоғарылаған сайын қорытпаның сұйықтай аққыштығы артады. Металл аққыштығы металдың аққыштық шегі деп аталатын кернеумен сипатталады.
Металдардың басым көпшілігі қоршаған орта (су, ауа) әсерінен жемірілуге (коррозияға) ұшырайды. Металдарды жемірілуден қорғау - қазіргі заманның ең негізгі мәселесі болып отыр. Жемірілуден қорғаудың негізгі әдістері:
лактау, бояумен бояу
Электрохимиялық қорғау
Катодтық, анодтық қорғау
Электр қорғау, т.б.
Жалпы металл өнімдері кеңінен қолданылатын сала - құрылыс саласы болып табылады. Металлдар құрылыста екі топпен қолданылады: қара (темір және қортпалар) және түсті. Қара металлдың көміртегі құрамына байланысты шойын және болат болып бөлінеді.
Шойын - көміртегінің құрамы 2%-ден 6,67% дейін темір көміртегінің қортпасы бар. Металл негізінің сипатына байланысты ол төрт топқа бөлінеді: сұры, ақ, жоғары сапалы және таптауға көнгіш шойын.
Сұры шойын - құрамынды 2,4…3,8% көмірдегі бар. Ол жақсы өңделеді, сынғыштығы жоғары болады. Онымен бұйым құю кезінде пайдаланады, соққы әсеріне төзімді.
Ақ шойын - 2,8…3,6% көміртегіне құралады, жоғары қаттылыққа ие, бірақ ол морт сынғыш, өңдеуге қолайсыз, шектеулі қолданады.
Жоғары сапалы шойын 0,03…0,04% магнийдің сұйық шойынын тұндыру жолымен алады, ол химиялық құрамы жағынан сұры шойынмен бірдей болады. Ол өте жоғары біріктік қасиетке ие. Оны сорғыштар, жаппалардың сыртқы қабын құю үшін пайдаланады.
Таптауға көнгіш шойын - ақ шойынды жоғары температурада құю кезінде ұзақ уақыт қыздыру жолымен алады. Ол 2,5…3,0% көміртегінен құралады. Оны жұқа бөлшектер (гайкалар-сомын, скобтар қапсырма) өндіру үшін пайдаланады. Су шаруашылығы құрылысында шойын тақталарды гидротехникалық ғимараттардың бетін қаптау үшін, қоқыстардың шайылуына төтеп беру үшін, су құбырларының жаппалары, құбырларында пайдаланады.
Болаттар - ақ шойынды мартен пешінде қайтадан өңдеу нәтижесінде алады. Болаттағы көміртегінің артуымен олардың қаттылығы мен сынғыштығы көтеріледі, осы мерзімде иілгіштігі мен соққылау тұтқырлығы төмендейді.
Металл құрылыс құрылымдары мен ғимараттарын өндіру үшін болат илемді пішіндерді пайдаланады: тең тақталы жән тең емес бұрыштар, швеллер, қоставрлы және таврлы. Болаттан жасалған бекіту бұйымдары ретінде шегендеу, бұрандалар, сомындар, бұрандалар мен шегелер. Құрылыс құрастыру жұмысын орындау кезінде метеллдерды өңдеудің әртүрлі әдістерін қолданады: механикалық, термиялық, дәнекерлеу. Металл жұмысы өндірісінің негізгі әдісіне металлды ыстықтай және суықтай механикалық өңдеу әдістері кіреді.
Металлдарды ыстықтай өңдеу кезінде белгіленген температураға дейін қыздырып, сонан кейін илеумдеу үдерісіндегі сәйкес пішіні мен өлшемге балғамен соққылау немесе пресстің қысымы әсерімен келтіріледі.
Металлдарды суықтай өңдеу слесарлы және металлдарды қию әдісімен өңдеу болып бөлінеді. Слесарлы өңдеу келесі технологиялық операциялардан құралады: өлшеу, кесу, қию, құю, бұрғылау, кесінділер.
Металлдарды өңдеу металлды қию станоктарында жүзеге асырылады (қайрау, сүргілеу, фрезерлеу).
Құрылыс сапасын жақсарту үшін болат бұйымдарын термиялық өңдеуден өткізеді - шыңдау, жұмсарту, жасыту, қалпына келтіру және цементтеу.
Шыңдау - болат бұйымдарды белгілі температураға дейін қыздырып және оларды осы температурада біршама уақыт ұстап тұрады сонан кейін оларды суда, майда немесе майлы эмульсияда жедел суыту жолмен шыңдайды. Шыңдау кезіндегі қыздыру температурасы болаттың құрамындағы көміртегіне байланысты болады. Шыңдау кезінде болаттың беріктігі мен қаттылығы артады.
Жұмсарту - шыңдалатын бұйымдар 150…670°С дейін қыздырылып сонан кейін осы температурада (болаттың маркасына байланысты) белгілі уақытта ұсталады және ауада, суда немесе майда жайлап және жедел суыту жолмен болатты жұмсартады. Жұмсарту үдерісінде болаттың тұтқырлығы артады, олардың ішкі кернеуі мен сынғыштығы төмендейді, олардың өңделуі жақсарады.
Жасыту - болат бұйымдарды 750…960°С температураға дейін қыздырып, осы температурада оларды бабына келтіріп және пеште ақырындап суытылады. Болат бұйымдарды жасыту кезінде болаттың қаттылығы төмендейді, сонымен қатар оның өңделуі жақсарады.
Қалпына келтіру - болатты жасыту температурасынан жоғары температураға дейін қыздырып осы температурада ұстайды, сонан кейін тыныш ауада салқындатады. Қалпына келтірілген соң болат жоғары қаттылықта және құрылымы майда түйіршікті болады.
Цементтеу - бұл үдерісі кезінде бұйым бетінің қаттылығы жоғары болады, тозуға төзімді және беріктігі жоғары болады; осы кезде болаттың ішкі бөлігінің тұтқырлығы сақталады.
Қоршаған ортаның әсерінен металл құрылымдар мен ғимараттарды бүлінеді, оны тоттану деп атайды. Тоттану металлдың бетінен басталып тереңге тарайды, осының салдарынан металл жылтырауын жоғалтады, оның беті бірдей, тең болмайды.
Қоршаған ортамен металлдың қарым қатынасының сипаты бойынша химиялық және электрлі химиялық тоттану болып бөлінеді. Химиялық тоттану металдағы құрғақ газдар немесе электорлитсіз (бензин, май, смола) сұйықтардың әсерінен болады. Электрохимиялық тоттану металлдағы сұйық электролиттер (тұздардың сулы ерітінділері, қышқыл, сілтілер), ылғалды газдар мен ауадағы (электр өткізгіштер) электр тогының туындауынан ілесіп жүреді.
Металлдарды тоттанудан қорғау үшін оларды қорғаудың бірнеше әдістерін қолданады: агрессивті ортадан металлдарды герметизациялау, қоршаған ортаның ластануын төмендету, қалыпты температуралық ылғалды жағдаймен қамтамасыз ету, ұзақ мерзімге төзімді тоттануға қарсы жабындар енгізу. Әдетте металлдарды тоттанудан қорғау мақсатында оларды лакты бояғыш материалдармен (грунтовкалар, бояулар, эмалдар, лактар) жабады, тоттануға төзімді жұқа металл жабындармен (мырышталған, алюминиленген жабындар және т.б.) қорғалады. Бұдан басқа металлды басқа металлдармен қосу (хром, никель және басқа) және металл емеспен бірге балқыту жолмен қорғауға болады.
Металл бұйымдарын өндіруде шикізат сапасын қадағалаумен қатар өндіру үрдісін бақылау да өте маңызды, яғни өндіру үрдісі ҚР металл бұйымдарын өндіру сапасы мен технологиясына қойылатын талаптарын қамтитын стандарттарға сәйкес келуі шарт. Сонымен қатар металл бұйымдарын өндіруде заманауи технологияларын қолданған абзал. Атап айтқанда заманауи технологиялар мен әдіс-тәсілдерді қолдану арқылы ғана жоғары сапалы және бәсекеқабілетті бұйымдар өндірісіне қол жеткізу мүмкіндігі туады.
Мұнайгаз кәсіпшілігінде негізгі жер үстіндегі құрылымдарға мұнай газ және басқа сұйықтарды тасымалдайтын болат құбырлар жатады. Құбырларды жүргізу ең жұмысы көп құрылыс болып саналады.
Құбырларды апатсыз және тоқтаусыз жүргізу монтаждау жұмыстарының сапасын анықтайды.
Құрылыс нормалары мен ережелеріне сәйкес құбырлар жүйесі жұмыс орнында жинақталған блоктармен, бөліктермен монтаждалады.
Монтаждау жұмыстарына дейін төмендегідей дайындық жұмыстары жүргізіледі:
- құбырлардың жинақталған блоктары мен бөлшектерінің, арматурасының, тіреулері мен аспаларының жобадағы көрсетілген талаптарға, техникалық жағдайларға сәйкестігі, жинақтылығы;
- құбырлар жүйесі орналасатын құрылыс объектілерінің жағдайын;
- жалғанатын штуцерлердің түрлерін, өлшемдерін және орналасатын орындарының жобадағы сызбаға сәйкес келуін;
- құбырлар жүйесінің бөліктермен, бөлшектермен, арматурамен және қосымша материалмен жабдықталуын;
- құбырлар жүйесін күрдері жинақтау үшін қолданылатын алаңдардың, монтаждау механизмдерінің, саймандар мен құралдардың дайындалуын;
Құбырлар жүйесін монтаждау келесідей ретпен жүргізіледі:
- құбырлар жүйесі жүргізілетін жолды бөлімдерге бөлу;
- тіреулер мен аспалардың құрылымын орналастыру;
- монтаждалатын орынға блоктар мен жеке бөлшектерді жеткізіп, көтеріп жобаланған орындарына орналастыру, бекітілуін тексеру;
- жалғанатын жіктерді пісіруге дайындау, фланецті жалғамаларды жинастыру;
- болаттың маркасына байланысты пісірілген жіктерді белгіленген режимде жылулық өңдеуден өткізу;
- блоктың құрамына кірмей қалған арматура мен бөлшектерді орналастыру;
- құбырлардың қозғалмайтын тіреулерде бекітілу сенімділігін, құрылыс нысандарына өткізілген жерлерінің бекуін және тіректер мен тіреуге арналған құрылымдарға бекітілу сапасын тексеру;
- компенсаторлар, дренаж құрылымдары және бақылау мен автоматика құралдарын монтаждау;
- құбырлар жүйесін гидравликалық, пневматикалық сынақтан өткізу;
- металдың ұзаруын өлшеу үшін, 4500С ыстықта жұмыс жасайтын құбырлар жүйесіндегі бақылау бөліктерін (жобаға сәйкес) анықтау;
- керекті түзетулер жасау үшін құбырлар жүйесінің остерінің орынын анықтау;
- құбырлар жүйесінің жылу сақтайтын қаптамасын қаптау;
- құбырлар жүйесін жуу және үрлеу.
Құбыр жүйесінің трассасын бөлу, құбырлардың тіректерін, аспаларын, құрылымды тіректерін орнату монтаждау сызбаларына сәйкес орындалады.
Дайындық жұмыстарының қатарына жататындар: жолдағы орман ағаштарынан, үлкен қойтастардан, бұталардан, ағаштың діңдерінен тазалау, көлденең немесе ұзына бойына келетін тік асуларды күреп тегістеу, ыңғайлы жер бедерін дайындау, уақытша немесе тұрақты жол, астынан су ағып өте алатын құрылыстар салу.
Құрылыс алаңдарынан орманның жас ағаштарын (диаметрі 15см дейін) және бұталарды бульдозерлердің, бұтаотағыш машиналардың көмегімен тазалайды.
Үлкен жартастарды, қойтастарды мүмкін болса бульдозердің көмегімен, болмаса жрылыстың көмегімен аластайды.
Топырақты күреу немесе тегістеу үшін топырақ салу бульдозердің көмегімен жасалады.
Құбырлар жүйесін монтаждау кезінде жермен байланысты жұмыстарды құрылыс талаптары мен нормаларына сәйкес орындайды.
Траншеялардың өлшемдері құбырлар желісінің түрлеріне, арналуына, диаметріне, жергілікті жердің тоң қату тереңдігіне (мұнай өнімдері үшін) байланысты болады. Траншеяның ені құбырлардың диаметріне байланысты болады және 1,5D-ға тең. Іші су толы траншеяның ені құбырды суға батыру үшін қолданылған жүктің енінен бір метр үлкен болады, бұрылыстарда жобадағы көрсетілген өлшемдер сақталуы керек.
Құбырлардың траншеяға орналасу тереңдігі құбыр үстінен есептегенде 0,8 м-ден кем болмауы керек, ал тасты жерлерде өтетін траншеяда 0,5 м-ге дейін азайтылуы мүмкін.
Жер қыртысының тау жыныстарына, тереңдігіне байланысты траншеяның көлденең қимасының түрі әрқалай болуы мүмкін.
Траншея қазуға байланысты жұмыстардың түгелге жуығы жұмысы өте өнімді роторлы экскаватормен жүргізіледі. Оның негізгі техникалық берілгендері төмендегі 1-ші кестеде келтірілген.
1- кесте
Роторлы экскаватордың техникалық көрсеткіштері
| Көрсеткіштер | Экскаватор |
|
|
|
|
|
|
| ЭР-4 | ЭР-5 | ЭР-5А | ЭР-7А | ЭР-10 | ЭТР-253 |
| Траншея тереңдігі, м | 1,8 | 2,2 | 2,0 | 1,8 | 1,5-2,5 | 2,5 |
| Траншея ені, м | 1,1 | 1,2 | 1,45 | 1,2 | 0,9-1,5 | 2,1 |
| Жұмыстық сиымдылығы, м/сағ. | 60-200 | 59-195 | 59-195 | 30-306 | 52-476 |
|
| Қозғалтқышы | КДМ-46 | 1Д-6 | 1Д-6 | КДМ-100 | 6КДМ-50 | ДЭТ-250 |
| Қозғалтқыш қуаты, а. к. |
|
|
|
|
|
|
| Топраққа орташа өздік қысымы,кгс/см2 | 0,8 | 0,8 | 0,8 | 0,5 | 0,7 | - |
| Массасы, т | 18,6 | 25,0 | 25,0 | 21,0 | 32,0 | - |
Шұғыл бұрылыстарда (бұрылу радиусы 50 м-ден аз) орманды жерлерде, батпақты немесе борпылдақ топырақты жерлерде, ойлы қырлы жерлерде траншея қазу жұмыстары техникалық көрсеткіштері төменгі кестеде келтірілген, бірковышты экскаваторлармен жүргізіледі.
2 кесте
Бірковышты экскаваторлардың көрсеткіштері
| Көрсеткіштер | Экскаватор |
|
|
|
|
| Э-352 | Э-652 | Э653 | ТЭ-2 |
| Қозғалтқыш | Д-35 | КДМ-100 | КДМ-100 | Д-54 |
| Қозғалтқыш қуаты, а.к. |
|
|
|
|
| Ковш сиымдылығы, м3 | 0,3 | 0,6 | 0,6 | 0,4-0,5 |
| Шапшаңдығы, км/сағ. | 0,7-1,7 | 1,6-3,0 | 1,6-3,0 | 1,3 |
| Топыраққа түсіретін қысымы, кгс/см2 | 0,2 | 0,6-0,7 | 0,2 | 0,18 |
| Массасы, т | 12,5 | 19,9 | 22,0 | 24,0 |
Көлденең кесіндісі тасты тау жыныстарынан құралған траншеяларды бұрғы-жарылыс әдісімен қазады. Тасты жыныстың беткі қабатындағы жұмсақ топырақты бульдозермен, роторлы экскаватормен тазалап тастайды.
Жарылыс жұмыстарына арналған 2м дейінгі шпурларды ПР-30Л, ПР-30К, ПР-2УЛ, ПР-2УЛБ маркалы пневматикалық перфораторлармен бұрғылайды. Егер шпурдың тереңдігі 2м көп болса бұрғы жарылыс жұмыстарын қайталап істейді. Сығылған ауа перфораторларға ЗИФ-ВСК-55, КС-9, ДК-9 және басқа жылжымалы компрессорлармен беріледі. Шпурлар өзі жылжитын тракторға монтаждалған бұрғылау қондырғыларының көмегімен бұрғыланады. Бұл бұрғылау қондырғылары бір нүктеден тереңдігі 2,5м дейінгі тік және көлбеу бірнеше шпур бұрғылай алады.
Тоң қабаты 0,5м жер қабатын бірковшты экскаватормен қазылады, ал 0,6м ден терең тоң қабаттары кездесетін жерлерді арнаулы қопсытқыш механизмдер немесе жарылыс әдісі қолданылады.
Тоң қабаты 1м ге дейінгі қалыңдықты тракторға, экскаватор мен трубоукладчиктің стреласына жабдықталған С-254 дизель-балғамен, 1,3м дейінгі тоң қабатын С-222 дизель-балғасымен қопсытады. Қопсытылған тау жыныстарын бірковшты экскаватордың көмегімен тазалап траншея қазылады.
Қазіргі заманда мұнайгаз өнімдерін тасымалдау үшін негізінен болат құбырлар қолданылады. Алюмин қоспасы құймасынан дайындалған құбырлар да қолданылуы мүмкін. Метал емес (пластмасса, асбоцемент, темірбетон) құбырларды қолдану мүмкіншіліктері де қарастырылуда.
Құбырлар жүйесін құрылымдауда балқытып немесе қысым арқылы жалғасатын шеттерін біріктіру әдістері қолданылады.
Балқытып пісіру үшін жалғануға тиіс құбырлардың түйіскен шеттері қол дугалық пісіру әдісінің көмегімен балқытылып, қоспа материалмен үшеуі қатты біртекті күйге көшеді. Бұл кезде механикалық жүктеме қолданып құбырлардың түйіскен жерлерін бір біріне сығымдаудың қажеті жоқ. Құбырлар жүйесін құрылымдауда электрдугалық қолдай, автоматты флюспен, жартылай автоматты газды қоршау ортада жүргізілетін пісіру қолданылады.
Қысыммен пісіру түйісетін құбырлар шетін балқу жағдайына дейін қыздырып, бір біріне итеріп сығымдау арқылы кіріктіріп жалғануына мүмкіншілік жасалады.
Пісіріп жалғау алдында құбырлардың шеттері ластан, мұздан тазаланады, түзетіледі. Майысқан шеттерін түзету үшін арнаулы домкраттар қолданылады, егер күшті ішкі центрлегіштер болған жағдайда центрлеу мен түзету қатар жүргізіледі.
Электрдугалық пісіру алдында құбыр шеттерінің ішкі және сыртқы беттерін құбыр шетінен 10мм дейінгі аралықты жалтырағанша ұқыптап тазалайды. Ол үшін қайрақ дөңгелектері бар шлифмашиналар, болат щеткалы электр немесе пневможетектері бар машиналар қолданылады. Қыс кезінде электрдугалық пісіру алдында болат құбырлардың шеттері инжекциялық қыздырғыштармен, форсункалармен кептіріледі.
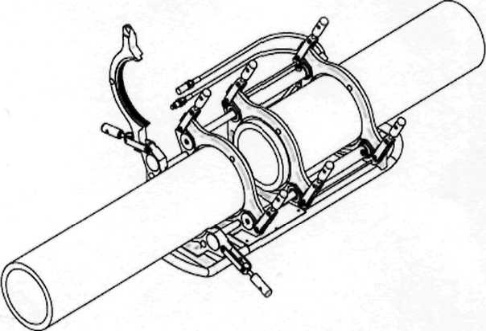
Құбырлардың пісірілетін шеттері электрдугалық әдіспен пісіру кезінде іштен және сырттан қойылатын центраторлардың көмегімен жиналады, пресстелетін пісіру әдісін қолданған кезде арнаулы пісіру головкасымен жалғанады.
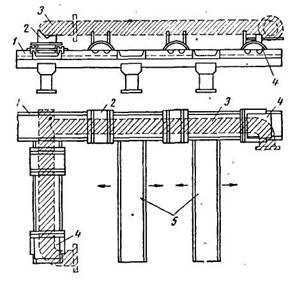
Мұнайгаз құбырлар жүйесін пісіру-монтаждау жұмыстары үш түрлі әдіспен жүргізіледі: 1) үздіксіз ұзарту; 2) ағымды бөлшекті; 3) базалық.
Құбырлардың фасонды бөлшектерін жасауға арналған алюминий, мыс және жез құбырлар мен табақты металл механикалық тәсілмен (дискілі және қол араларында, құбыр кесетін және токарлық станоктарда, гильотинді қайшыларда), сондай-ақ қорғаныс газдары (аргон немесе азот) ортасында газэлектрлі кесу арқылы өңделеді.
Бұл құбырларды суық және ыстық күйінде майыстыру толтырғышпен жасалады. Ыстық иілу кезінде мыс құбырларын қыздыру температурасы 850° C, жезден 800° C, алюминийден 450° C. Ыстық иілу кезінде толтырғыш ретінде құрғақ тазартылған өзен құмы ұсынылады. Құм толтырумен майыстыру кезінде құбырлардың иілу радиусы кемінде 3,5 DB болуы тиіс. Алюминий құбырларын жылыту үшін көмірді пайдалану керек. Суық күйде иілу кезінде алдын-ала күйдіру қажет. Мыс және жез құбырларды күйдіру 600-700° С температурада арнайы пештерде жүзеге асырылады, содан кейін салқындатылады: мыс құбырлар — суда, жезден — ауада. Ерекшелік ретінде режим міндетті түрде бақылана отырып, кеніштердегі немесе форсункалардағы майысқан жерлерді күйдіруге жол беріледі.
Алюминий қорытпасынан жасалған құбырлар тұзды ванналарда термиялық өңдеуден өтеді. Күйдіру режимдері техникалық шарттарда көрсетіледі. Алюминий құбырларын термиялық өңдеуден кейін төрт сағаттан кешіктірмей майыстыру керек.
Мыс және жезден жасалған құбырларды майыстыру кезінде балқытылған Розин толтырғыш ретінде де қолданылады. Суық күйдегі құбырлардың иілу радиусы кемінде 4 DB қабылданады. Суықтай майыстырғаннан кейін қалдық кернеулерді алу үшін барлық маркалы жез құбырларды 400-450° С температурада төмен температуралы күйдіру жүргізіледі, содан кейін ауада салқындатылады. Майысқаннан кейін құбырлардың ішкі беті құмнан және басқа да ластанулардан таза азотпен үрлеу арқылы мұқият тазартылады, ал кіші диаметрлер үшін — мақта матасынан жасалған пыжаны тарту арқылы.
Алюминийден, мыстан және жезден жасалған құбырлардың алынбалы қосылыстары фланецтерде, бұрандалы муфталарда немесе оралған жаңғақтарды қолдана отырып жасалады. Құбыр қабырғасының қалыңдығын сақтау үшін көбінесе бұрандалы жерлерде бірдей ішкі диаметрлі құбыр дәнекерлейді, бірақ қабырғасының қалыңдығы үлкен. Фланецті қосылыстар үшін, әдетте, болат фланецтер таңдалған құбырда немесе дәнекерленген бортшайбтарда қолданылады.
80 мм — ге дейінгі шартты өтуі бар құбырлар үшін қабаттасуға дәнекерленген бортшайбалар, ал үлкен диаметрлі құбырлар үшін- дәнекерленген түйіспе қолданылады. Фланецтер астындағы құбырлардың ұштарын жиектеу арнайы құрылғылардың көмегімен құбырды алдын ала қыздыра отырып, конустық бойкпен жүргізіледі. Конустық бойк пневматикалық балғамен қозғалады. Тармақтауға арналған құбырлардағы штуцерлерді жиектеу болат құбырлар үшін қолданылатын айлабұйымдарда орындалады. Тек осы жағдайда гидравликалық жетекке қарағанда бұрандалы жетекті қолданған дұрыс.
Болат құбырларының негізгі түрлерін дайындау əдісімен екі топқа бөлуге болады:жіксіз жəне пісірілген құбырлар.
Жіксіз құбырларды өндіру процестері «Арнайы пішіндер мен құбырларды өндіру» пəнінде қаралатындықтан пəннің бұл курсында құбырларды пісірумен өндіру процестері мен жабдықтары қарастырылған.
Қимасының пішіні бойынша құбырларды келесідей бөледі: шеңберлі жəне пішінді, сопақ, тікбұрышты, квадратты, төрт-, алты- жəне сегізқырлы, сегментті, тамшы тəріздес жəне басқалар (1-сурет). Құбырлардың сыртқы диаметрі 0,3- 2520 мм, қабырғасының қалыңдығы 0,05- 75 мм құрайды. Құбырларды сыртқы диаметрі бойынша келесі топтарға бөледі, мм:
- кіші мөлшерлі (қылтүтікті) 0,3 – 4,8
- кіші мөлшерлі 5 – 102
- орташа мөлшерлі 102- 426
- үлкен мөлшерлі 426-дан жоғары
Сыртқы диаметрінің қабырғасы қалыңдығының қатынасына байланысты құбырларды келесі топтарға бөледі:
D/S S/D
- ерекше қалыңқабырғалы 5,5 0,18
- қалыңқабырғалы 5,9- 9 0,18 – 0,12
- нормалы 9,1 – 20 0,12 – 0,05
- жұқақабырғалы 20,1 – 50 0,05 – 0,02
- ерекше жұқақабырғалы 50
Бойлық қималарымен құбырларды конусты, сатылы шеттері шөктірілген т.б. деп бөледі. Бөлек топта екі жəне үш қабатты металдан тұратын, өзарақондырмамен, пісіру немесе балқытумен берік байланысқан, биметалды жəне үшметалды құбырлар бар.
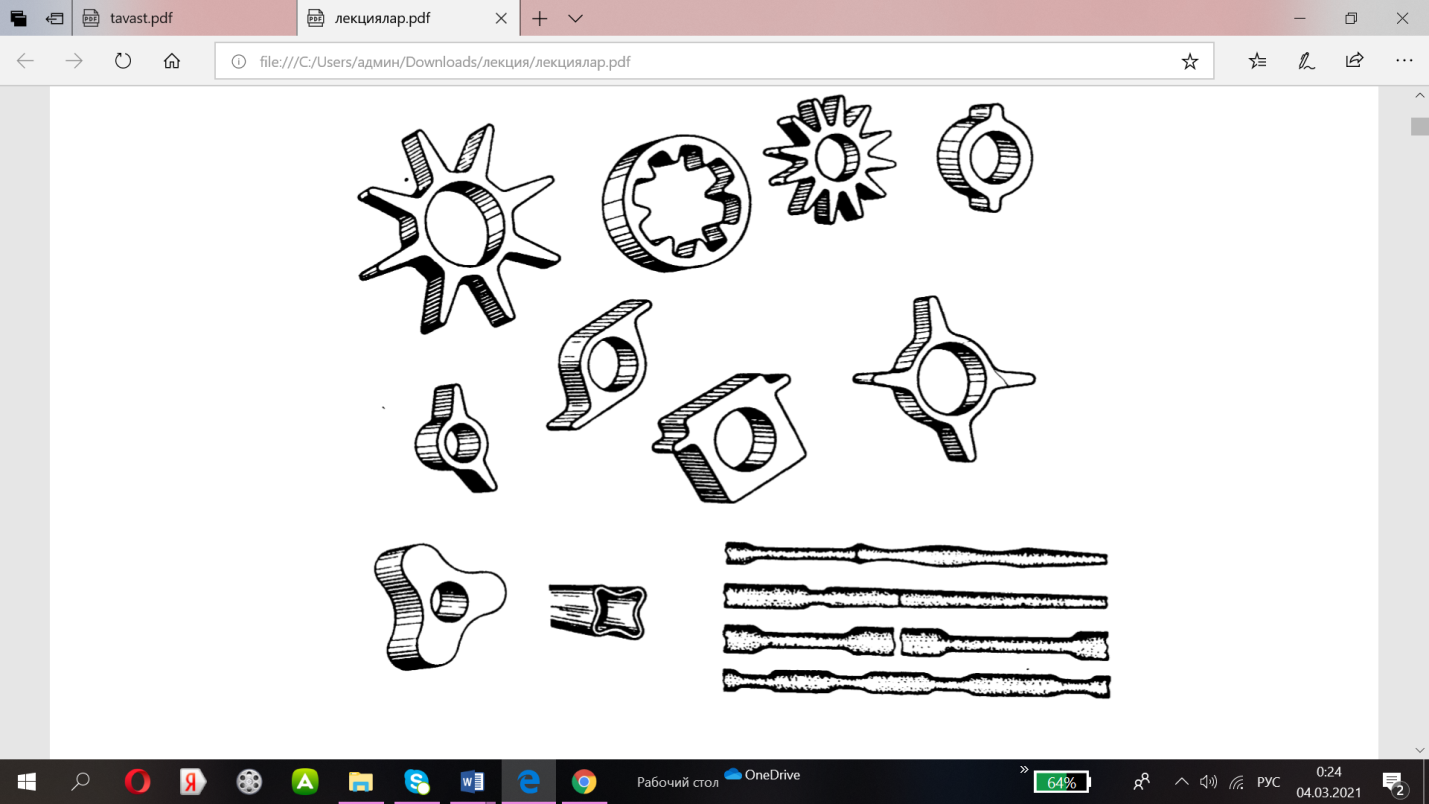
1-сурет. Пішінді болат құбырлар
Арналуына байланысты құбырларды келесі негізгі топтарға бөледі:
1) мұнай жəне газ өнеркəсібіне арналған;
2) құбыржолдарға арналған;
3) өнеркəсіптік жəне азаматтық құрылысқа арналған;
4) машинажасауға;
5) ыдыстар мен баллондарға арналған: бұларды кеме жасауда, атомдық, медициналық өнеркəсіптерде жəне басқа халық шаруашылығының салаларында қолданады.
Болат құбырларды 350-ден аса болат таңбаларынан жасайды: көміртекті, легірленген жəне жоғары легірленген (хроммолибденді, хромникельді, марганецті тоттануға берік, ыстыққа шыдамды) жəне əртүрлі қорытпалардан жасайды.
Құбырлардың стандарттары мен техникалық шарттарында құбырлардың өлшемдері мен техникалық сипаттамалары, металдың химиялық құрамы, пішіннің түрі, механикалық-құрылымдық қасиеттері, сынау тəртіптері, қабылдау, орау жəне тасымалдау шарттары анықталады.
Техникалық шарттар (ТУ) нақты өнімге қатысты техникалық шарттардың мемлекеттік стандартында жоқ болғанда құбырларды дайындау жəне жеткізуге, сондай-ақ стандарттардағы бұйым қасиеттерін қатаңдату немесе толықтыру мақсатында жасалады.
Металл емес материалдардан (пластмасса, графит, шыны, ситалл, фарфор, керамика) жасалған құбырлар мен құбырлардың бөлшектері болатты бұзатын әртүрлі агрессивті өнімдерді тасымалдау үшін қолданылады. Металл емес материалдарды пайдалану легирленген Болаттың шығынын азайтуға, құбырлардың қызмет ету мерзімін арттыруға мүмкіндік береді. Металл емес құбырлар мен бөлшектердің коррозияға төзімділігі жоғары болғандықтан, олардың төмен жылу өткізгіштігіне байланысты жылу оқшаулау шығындары азаяды. Соңғы жылдары технологиялық құбырлар үшін пластикалық массалардан жасалған құбырлар көбірек қолданыла бастады.
Полиэтилен құбырлары сілтілік қышқылдардың көпшілігіне жоғары төзімділікке ие, су, ауа және газды тасымалдау үшін қолданылады. Полиэтиленнен жасалған құбырларды бұранда-машиналарда сығу тәсілімен алады.
Пластикалық массаларға синтетикалық (сирек табиғи) полимерлер және олардың басқа материалдармен қоспалары негізінде алынатын органикалық текті синтетикалық материалдар жатады. Полимердің сипатына қарай пластмассалар термопластикалық (винипласт, полиэтилен, полипропилен, фторопласт) және термореактивтік (фаолит) болып бөлінеді.
Термопластикалық пластмассалар жылу әсерінен пластикалық күйге ауысады және оны жылу әсерінің бүкіл кезеңінде сақтайды, ал салқындаған кезде қатаяды. Олар бірнеше рет қыздыруға және салқындатуға мүмкіндік береді; бұл ретте, егер қыздыру олардың ыдырау температурасынан аспаса, олардың физикалық-механикалық қасиеттері аздап өзгереді.
Жылу мен қысымның әсерінен термореактивті пластмассалары алдымен пластиктен, содан кейін балқымайтын күйге өтеді, бұл процесс қайтымсыз.
Қазіргі уақытта қолданылатын пластмассалардың кемшілігі-рұқсат етілген температураның салыстырмалы түрде аз шектері, оларда құбырлардың механикалық беріктігі сақталады.
Полиэтилен-ең құнды синтетикалық жоғары молекулалық қосылыстардың бірі.
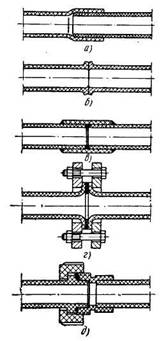
Сурет 1. Полиэтилен құбырлары қосылыстарының конструкциялары:
а) ажыратылмайтын қосылыс, б) түйіспелі ажыратылмайтын қосылыс, в) жылжымалы муфтасы бар ажыратылмайтын қосылыс, г) фланецті қосылыс, д) гайкамен біріктіру қослысы.
Құбырларды алу процесі үздіксіз және кез-келген ұзындықтағы құбырларды алуға болады. Полиэтиленді құбырлар шартты қысымға 6-дан 150 мм-ге дейін шартты қысымға 10 кгс/см2из ПНП және шартты қысымға 6-дан 300 мм-ге дейін шартты өтуге 10 кг/см2из ПВП дайындалады. Полиэтиленнен жасалған құбырлар өте жеңіл, серпімді, аязға төзімділігі жоғары (сынғыштық температурасы -70°c). Құбырлардың ішіндегі суды қатырған кезде полиэтилен құбырлары бұзылмайды, тек созылып, еріген кезде бастапқы өлшемдерін қайтадан алады.
Полиэтилен құбырларының қосылыстары ажыратылатын және ажыратылмайтын болуы мүмкін. Ажыратылмайтын қосылыстарға дәнекерленген, түйіспелі, жылжымалы муфта жатады, ал ажыратылатын қосылыстарға фланецті және резьбалық қосылыстар жатады.
Әр түрлі металл конструкциялар бөлшектерді дәнекерлеу кезінде әртүрлі тәсілдерді қажет етеді. Құбырды құрастыру және дәнекерлеу өз ерекшеліктеріне ие. Бұл құрылымдарды дәнекерлеудің бірнеше әдісі бар, олар құбырлар жасалған металлға, құрылымның мөлшеріне, қолданылатын жабдыққа және басқаларға байланысты.

Құбыр желісін құрастыру және дәнекерлеу – бұл жоғары біліктілікті, дәнекерлеу технологиясын сақтауды талап ететін жауапты жұмыс.
Мақсаты бойынша құбырлар келесі түрлерге бөлінеді:
- өнеркәсіптік;
- технологиялық;
- магистральдық;
- ыстық су мен бу үшін;
- тарату (газбен жабдықтау үшін);
- кәріз.
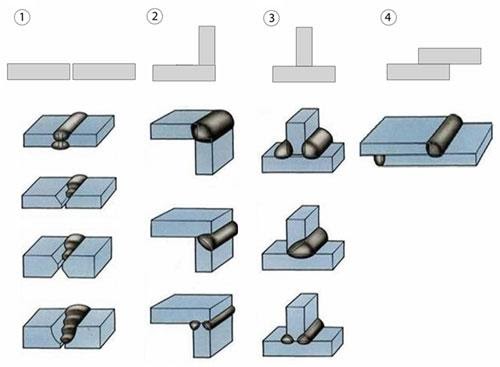
Құбырларды жалғау кезінде құбыр түйіспелерінің бірнеше түрі қолданылады. Олар:
- айналмалы (а);
- бұрылмайтын (б);
- көлденең (в).
Дәнекерлеу жұмыстарын бастамас бұрын құбырлардың талаптарға сәйкестігі міндетті түрде тексеріледі. Сонымен қатар, құбырларды дәнекерлеуге дайындамас бұрын,кесу жазықтығының құбырдың осіне перпендикулярлығын, түсу мөлшерін (2-2, 5 миллиметр) және құбырдың жиектерінің ашылу бұрышын (60-70 градус болуы керек) тексеру керек.
Бүгінгі таңда әртүрлі құбырларды жинау кезінде белгілі бір дәрежеде қолданылатын дәнекерлеудің көптеген әдістері белгілі.
Айта кету керек, әсер ету әдісіне сәйкес дәнекерлеудің мұндай түрлері бөлінеді:
- термикалық;
- термомеханикалық;
- механикалық.
Біріншісіне металл балқытуды қамтитын дәнекерлеудің барлық түрлері кіреді. Бұл доғалық, плазмалық,газ және басқа дәнекерлеу.
Екінші түрі түйіспелі түйіспені және магнитті басқарылатын доғаның бөліктерін дәнекерлеуді біріктіреді. Жарылыс немесе үйкеліс арқылы жасалатын дәнекерлеу механикалық болып табылады.
Құбырларды дәнекерлеу үшін дәнекерлеудің кез-келген әдісін қолдануға болатындығын ескеріңіз. Оларды таңдау мақсатқа, түпкілікті нәтижеге және құбырлар жасалған материалға байланысты.
Механикаландырылған (автоматты) тәсілмен дәнекерлеу мүмкін болмаған жағдайда, құбырды жалғау қолмен доғалық дәнекерлеу арқылы да флюс астында жүргізіледі. Бұл әдіс өнімдерді әртүрлі позицияларда дәнекерлеуге мүмкіндік беретіндігіне байланысты – төбе, төменгі немесе тік. Бұл жағдайда дәнекерлеуші электродты сағатына 8 метрден төмен емес және сағатына 20 метрден аспайтын жылдамдықпен жылжытуы керек екенін ескеріңіз.
Ағынды дәнекерлеуден басқа, қорғаныс газдарының ортасында металл бұйымдарының қосылуы да жиі кездеседі. Бұл әдістің ерекшелігі-кеңістіктегі әртүрлі позицияларда жұмыс жасау мүмкіндігі. Вольфрам және балқытылған электродтармен дәнекерлеу қолданылады. Құбырлар үшін инертті және белсенді газдар, сондай-ақ олардың қоспалары қолданылады.
Құбырлардың көптеген түрлері ұнтақ сым арқылы дәнекерленген. Бұл дәнекерлеу тігісін мәжбүрлеп қалыптастыруға мүмкіндік береді. Бұл әдіспен дәнекерлеу басы периметр бойымен қозғалуы керек, ал оның қозғалыс жылдамдығы сағатына 10-20 м аралығында болуы керек.
Шағын диаметрлі құбырлар қолданылатын құбырлар магнитті басқарылатын доғалық дәнекерлеуді пайдаланады, оны доғалық дәнекерлеу деп те атайды. Оның ерекшелігі-құбырлардың шеттерін қосу олардың доғамен қызуына байланысты жүреді, ол магнит өрісінің әсерінен өте жоғары жылдамдықпен айналады. Осылайша қосуға болатын құбырлардың максималды диаметрі 114 миллиметрден аспайды.
Құбырларды жинау процесінде мамандар нақты құрылыс жағдайларына сәйкес келетін дәнекерлеудің ең оңтайлы әдісін таңдайды. Дәнекерлеуді бастамас бұрын, металл бұйымдары дайындалуы керек: олар майлы, оксидті және басқа пленкалардан, кірден, тоттан және басқалардан тазартылады.
Құрастыру технологиясының ерекшелігі-құбырлардың элементтері мен түйіндері әртүрлі құрылымдар мен өлшемдерге ие. Сызбада көрсетілген дәлдік элементтері мен түйіндерінің өлшемдерін алу үшін оларды арнайы құрылғылардың көмегімен таңбалауға сәйкес құрастыруды ауыстыру керек.
Жобалық құбыр желілерінің элементтері мен тораптарының габариттік өлшемдерінің ауытқуы 3 м±5 мм-ге дейінгі мөлшерде, ал әрбір келесі толық метрге қосымша ± 2 мм-ден аспауы тиіс, жалпы ауытқу ± 15 мм-ден аспауы тиіс.
Құбыр дайындайтын цехтар мен шеберханалар жағдайында элементтер мен тораптар бөлшектерді орнату, оларды берілген жағдайда бекіту және бекіту үшін қажетті құралдармен және кондукторлармен жабдықталған арнайы стендтерде жиналады. Жиналатын бөлшектер мен құбырлардың мөлшері мен формасы бойынша айтарлықтай рұқсаты бар болғандықтан, құрастыру стендтері мен құрылғыларының конструкциялары айтарлықтай ауытқулары бар элементтерді жинауға мүмкіндік беретін реттеу құрылғыларымен (алынбалы, ауыспалы және бұрандалы бекіткіштер мен қысқыштар) жабдықталған.
Құрастыру стендтері коллекторлардың жұмыс істеуі ыңғайлы болатындай биіктікке ие болуы керек: олардың ұзындығы мен ені жиналған элементтер мен түйіндердің максималды мөлшеріне сәйкес келуі керек. Құрастыру стендтерінің конструкциялары элементтер мен түйіндердің конфигурациясына, құбырлардың диаметріне, қосылыстар типіне (ажырайтын, ажырамайтын), материалына байланысты. Құрастыру стендтері профильді металл прокатынан артқы жағынан жоғары қарай бұрылған арналардың үстіңгі едені бар рамалар түрінде немесе табақ металдан жасалған қатты едені бар рамалар түрінде жасалады. Құрастыру стендтеріне арналған құрылғылар әмбебап немесе арнайы болуы мүмкін.

Сурет 1. Құбыр элементтерін жинауға арналған стенд:
1-жалпақ фланецтерді толтыруға арналған құрылғы, 2-бұрмаларды жинауға арналған құрылғы, 3 — үстел, 4-призмасы бар арба, 5-дәнекерленген түйістіргіш фланецтерді жинауға арналған құрал.
Суретте құбыр-фланец, құбыр-бұрғыш және фланец-құбыр-бұрғыш типті 500 мм-ге дейін шартты өтуі бар құбыр элементтерін жинауға арналған ең көп таралған стендтердің бірі көрсетілген.
Стендте элементтерді жинау кезінде түйісетін бөлшектердің жиектерін құбырлармен тазарту және түзету, оларды біріктіру және Электрмен дәнекерлеу қажет. Құбырлар мен бөлшектерді стендте орталықтандыру тасымалдау призмалары мен құрастыру құрылғыларының тігінен реттеу механизмінің көмегімен жүзеге асырылады.
Әр түрлі конфигурациядағы кеңістіктік және жалпақ түйіндер әмбебап стендтерде жиналады. Тегіс түйіндермен салыстырғанда кеңістіктік түйіндердің ауырлығы салыстырмалы түрде аз; жалпақ түйіндер шағын партияларда шығарылады.
Сурет 2. Жазық тораптарды құрастыруға арналған стенд:
1 — тарақ үстелі, 2-призмасы бар арба, 3 - жиналатын торап, 4-бұрмаларды жинауға арналған құрал, 5-жылжымалы бағыттаушы
Шартты өтуі 350 мм-ге дейінгі жазық тораптарды құрастыруға арналған стенд (сурет 2) арналардан базалық беті бар тарақ түріндегі 1 дәнекерленген үстелден тұрады.
Құбырлар арасындағы қосылыстардың әртүрлі әдістері сұйықтықтарды немесе газдарды айтарлықтай қашықтыққа тасымалдауды қамтамасыз ететін құбырларды жабдықтау үшін қажет.
Ажыратылатын типтегі қосылыстарға мыналар жатады:
- бұрандалы,
- фланецті және т. б.
Ажырамайтын қосылыстарға мыналар жатады:
1. Тойтармалы қосылысы.
2. Дәнекерлеу қосылысы.
3. Желімдік қосылысы.
1 Тойтармалы қосылысы
Тойтармалы біріктіруді біріктірілетін бөлшектердің саңылауында еркін орналастырылған, тойтарманың түр өзгертуі негізінде жүргізеді (1 сур.). Пластикалық түр өзгерте отырып, тойтарманы піседі, тойтарма мен саңылау қабырғасы арасындағы қуысты толтыра отырып, біріктіру бастарын формалайды. Біріктірілетін бастарды тойтармада алдын ала жасайды. Тойтармалы біріктіруді алынбайтын біріктіру түріне жатқызады.
1- сурет – Тойтармалы біріктіру
Артықшылықтары (дәнекерлі біріктірумен салыстырғанда):
- біріктіру сапасының тұрақтығы; берік, мықты біріктіруді алу мүмкіндігі;
- сенімді және сапа бақылауының көзбен шолу қарапайымдылығы;
- дәнекерленбейтін материалдардан жасалған бөлшектерді біріктіру мүмкіндігі;
- балқыту мүмкін емес бөлшектерді біріктіру мүмкіндігі;
- соққы немесе дірілді жүктемелер жұмысында сенімділік.
Кемшіліктер:
- бөлшектердің саңылаумен әлсіреуі және осыған байланысты металлдың көп шығыны;
- тойтару процесін автоматизациялаудың қиындығы;
- бір бөлшекті басқа бөлшекке орнату немесе төсемені қолдану қажеттігіне байланысты құрылымды формалардың төмен ыңғайлылығы;
- тойтарманы түр өзгерту үшін пайдаланылатын пневмоқұралдармен жұмыс жасау шуының жоғары деңгейі.
Дәнекерлеудің дамуына байланысты тойтармалы біріктірулер көптеген салаларда дәнекерлеумен ығыстырылған.
Қолданылуы:
- әуе және кеме жасауда – фюзеляж, корпус қаптау;
- құрылыс ғимараттарында – көпір, фермалар;
- жалпы машина жасауда – дөңгелек дискісіне тісті тәжді бекіткенде, турбина, фрикционды қатама қалақшаларында, жүк машинасының рамасының элементтерін біріктіргенде және тербеліс мойынтіректерінің құрама сепапараторларын біріктіргенде пайдаланылады.
Табақтардағы саңылауды алу жолдары:
- 25мм дейінгі қалыңдықта жаншу;
- жаншу, артынан жазу арқылы;
- жауапты біріктірулерде бұрғылау.
d ≤ 10мм болатын болат тойтарма (өзекті пісу) тойдаруда, сондай-ақ, алюминилі ерітінді, жез және мыстан жасалатын тойтармаларды суық жолмен жүргізеді, ал үлкен көлемдегі болат тойтарманы – ыстық жолмен, тойтарманы ысытып немесе оның соңын ашық-қызыл түске дейін ысығанша (1000 ... 1100°С).
Тойтаруды тойтару машиналарында (пресс) немесе пневматикалық балғамен жасайды.
Ең көп тарағаны тұтас өзекті тойтарма болып табылады, ол сындыру автоматтарында шыбықтан дайындалады.
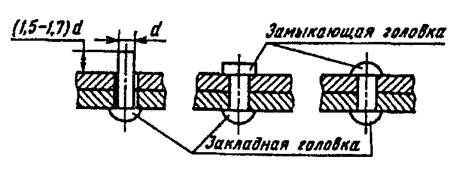
Тойтарманың негізгі түрлерін қойылатын бастиектерінің формасына қарай ажыратады:
- жартылай дөңгелек бастиекті (2, а сур.), күшті біріктірулерде неғұрлым жиі қолданылады;
- жазық бастиекті (2, б сур.);
- астыртын бастиекпен (2, в сур.).
Қуыс денелі тойтармалармен (6.2, г сур) жұмсақ материалдарды (тері, мата) біріктіреді. Құрастырылған материалдардан (шынытекстолиттер, углепластика) жасалған бөлшектерді біріктіру үшін жартылай қуыс денелі 1 (2, д сур.) тойтармалар пайдаланылады. Тойтарма өзегіндегі бітеу саңылау шешіліп кету күшін төмендетіп, біріктірудің қажуға қарсылығын арттырады.

2-сурет – Тойтарма түрлері
Тойтармалы біріктіруді келесі түрлерге бөледі: берік (күшті) – ішкі жүктемені қабылдайды; және берік тығызды, олар біріктірудің қосымша герметикалығын қамтамасыз етеді. Берік тығыз жіктерде герметикалық жапсарды сонымен қатар, жапсар бетіне желім, сиолксанды эмаль жағу, гальваникалық әдіс бойынша немесе газоплазмалы шашырату арқылы алынатын металлды жабын арқылы қамтамасыз етуге болады.
Жіктің беріктігін қамтамасыз ету үшін кей кездерде таптау – табақтарды пластикалық түр өзгерту – тойтарманы айнала және табақ жиектерінде жасалады.
Біріктірілетін элементтердің орналасуына байланысты біріктірулер келесі түрлерге бөлінеді:
- бір қатарлы және көп қатарлы айқас жабында (3 сур.);
- бір қатарлы және көп қатарлы бір қаттамалы жапсарлы (4, а сур.); екі қатпарлы бір қатарлы (4, б сур.) және көп қатарлы.
Көп қатарлы біріктіруде тойтарма орналасуы қатарлы немесе, көп жағдайда шахматты болады. Шахматты біріктірілуші элементтерге аз күш түсіреді. Жікте қатарлар санын үштен асыру біріктіру беріктігін мардымсыз жоғарылатады, сол себапті жікте қатардың үштен артық болуы өте сирек кезедеседі.
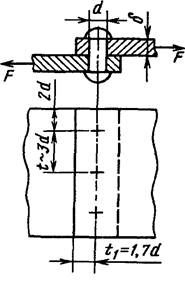
Тойтарма диаметрін d мына арақатынас негізінде орнатады:
![]() ,
,
h – біріктірілетін элементтердің суммарлды қалыңдығы.
3-cурет – Айқас жабынды тойтармалы біріктіру
4-cурет – Жапсарлы тойтармалы біріктіру
Ұзындығы (3 ... 4)d үлкен болатын тойтарманы пайдалану саңылауда иілудің болуына немесе өзек пен саңылау арасында бос қуыс орын алуына себеп болуы мүмкін.
Тойтарма орналастырудың минималды қадамын t тойтарма ыңғайлылығына байланысты анықтайды, максималдылығын – біріктірілетін элементтердің тығыз жанасуы жағдайына қарай анықтайды.
Тойтарма материалы және рұқсат етілетін жүктемені таңдау. Тойтарманы болаттан (Ст3, 10, 15, 12Х18Н9Т), алюминиден (В65, Д18) және титан (ВТ16) қорытпасынан, сондай ақ мыстан (М2), жезден (Л63) дайындайды.
Тойтарма материалын таңдағанда тойтарма материалы мен біріктірілетін бөлшектердің сызықты кеңейу коэффициенті тең немесе бір біріне жақын болуын (температураның өзгеру кезінде қосымша күш пайда болмауы үшін) қадағалау керек.
Үлкен қауіп гальваникалық жұп түзейтін, әртүрлі материалдарды біріктіргенде болуы мүмкін. Гальваникалық тоқ біріктірулерді тез арада бұзады. Сол себепті алюминилі бөлшектерді біріктіргенде тек қана алюминиден жасалған тойтарма, мысты біріктіргенде мыс тойтарма қолданылады.
Әсіресе, химия өнеркәсібі мен әуе және су кемелерінің бұйымын жасаған кезде материалды дұрыс таңдау өте өзекті болып табылады. Қажет болған жағдайда тойтармаға тот басуға қарсы жабындар жағылады.
Рұқсат етілетін жүктеме тойтарма материалына, саңылауды өңдеу тәсіліне және жұмыс жағдайына қатысты алынады. Осылайша Ст3 маркалы болат тойтарманың саңылауын бұрғылап өңдеуде және пайдаланудың қалыпты жағдайында: [t]ср = 140 МПа, [σ]см = 280 МПа.
Суық тойтаруда рұқсат етілетін жүктемені 30% төмендетеді.
2 Дәнекерлеу қосылысы
Дәнекерлеу қосылысы – шешілмейтін біріктірудің неғұрлым көп таралған түрі. Оларды дәнекерленетін бөлшектер арасында олар біріктірілетін аймақта сұйық күйге дейін жылытылатын жолмен немесе жапсарма аймағында жылумен немесе жылытусыз (бұзу дәнекерлеуімен) пластикалық пішін өзгерту жолымен атомдық өзгеріс құру негізінде алады.
Дәнекерлеуші біріктіруді көп жағдайда жергілікті жылыту жолымен жасайды:
- металлды күш түсірмей балқытумен (электр доғалық, газдық, электрлі-сәулелі дәнекерлеу);
- металлды балқытпай, күш түсірумен. Бұл біріктіру жағдайында металл бөлшектері балқытылмайды, тек пластикалық жағдайға дейін жеткізіледі. Біріктіруді металлды кептеу (контактілі дәнекерлеудің көптеген түрлері) арқылы жасайды.
Артықшылықтары:
- аз масса. Тойтармалы біріктірумен салыстырғанда металл үнемділігі 15-20% құрайды, себебі, тойтармалы біріктіруде тойтарма саңылауы материалды әлсіретеді және қаптама міндетті түрде қолданылады немесе біріктірілетін бөлшектерді жартылай жабылады. Құйған болат құрастырмалармен салыстырғанда масса бойынша үнем 30% дейін жетеді. Дәнекерлеумен механикалық өңдеуге аз әдіппен, неғұрлым жетілдірілген құрылым (құйу мөлшердің үлкен өзгерісін болдырмайды) алуға болады;
- құнының төмендігі. Прокатталған дәнекерлі құрылым құны құйма мен соғыған бұйымға қарағанда 2 есе төмен;
- дәнекерлеу процесінің үнемділігі, автоматтаудың мүмкіндігі. Бұл жұмыс жасауға кететін аз уақытқа, салыстырмалы түрдегі қарапайымдылығына, құрал жабдықтың арзандығына байланысты. Құймалаудағыдай үлкен көлемдегі металлды біруақытта балқыту мен үлкен көлемдегі тойтарма орнатуға арналған, күшті тесік тескіш машинаның қажеті жоқ;
- біріктірудің тығыздығы мен герметикалығы;
- өте үлкен көлемдегі құрылымды алу мүмкіндігі (мысалы, құймалауда бұл мүмкін емес): Днепр арқылы дәнекерлі көпір, радиотелескоп антенналары.
Кемшіліктері:
- дәнекерленген жіктің жасырын ақауы болу мүмкіндігі (жарылу, шлакты қосылыстар). Автоматты дәнекерлеуді пайдалану бұл олқылықты айтарлықтай мөлшерде болдырмайды;
- дәнекерленген жік сапасын бақылаудың қиындығы. Қазіргі кездегі рентгеноскопиялық және ультра дыбыстық әдістер өте күрделі;
- дәнекерлеу процесінде жылыту бірқалыпты болмау себепті бұйымдардың бұдырлы болуы;
- жүктем.
Доғалық электрлі дәнекерлеу – маңызды ресейлік тапқырлық. Бұрышты-доғалық дәнекерлеу Н.И. Бенардоспен 1882 ж.алғаш рет ұсынылды. Н.Г.Славянов 1888 ж.металлды электродпен дәнекерлеуді ұсынды.
«Машина бөлшегі» курсында дәнекерлі біріктірудің инженерлі әдісі есебі мен құрылымына басты назар аударылады.
Қолданылуы. Дәнекерлі біріктірулер құрылыста кеңінен қолданылады. Машина жасауда дәнекерлеуді ұсақ сериалы және жекелеген өндіріс прокатындағы бөлшектерді дайындауды алуда қолданады. Дәнекерлеумен тұғыр, рамалар, редуктор корпустарын, тегершік, тісті дөңгелектерді, иінді білік, құбыр желісі, көпірлер, радиотелескоп антенналарын және т.б.жасайды. көпшілік өндірісте штамп дәнекерлеу бөлшектерінде қолданылады.
Ең үлкен қолданысқа ие болғандары электродоғалық және газды дәнекерлеу. Төмен және орташа көміртекті болаттар жақсы дәнекерленеді. Жоғары көміртекті болаттар, шойын және түсті металл балқымалары нашар дәнекерленеді.
Электродоғалық және газды дәнекерлеумен біріктіру
Электродоғалық дәнекерлеу дәнекерлеу автоматтарында, жартылай автоматтарында, сондай-ақ қолмен орындалады. Газды дәнекерлеуді қалыңдығы 30 мм дейінгі балқыту температурасымен ерекшеленетін металл және балқымаларды біріктіруде, және электроэнергия көзі болмаған жағдайда қолданылады.
Дәнекерлеудің келесі түрлерін ажыратады:
- қосындылы автоматты дәнекерлеу – жоғары өндірісті және үнемді, жік сапасы жоғары. Ірі сериялы және жалпы өндірісте қолданылады, ұзын тік сызықты, қисық сызықты және сақиналы жікті құрылымдарға тән;
- қосындылы механикалық дәнекерлеу. Еркін кескіндегі және шекті ұзындықтағы үзілмелі жікті құрылымда қолданыс табады;
- қолмен дәнекерлеу – аз өндірісті, жік сапасы төмен. Дәнекерлеу жұмысының аз көлемінде және басқа дәнекерлеу түрлері сай келмейтін жағдайда пайдаланылады.
Қолмен дәнекерлеуде жік металл электроды есебінен пайда болады, ал автоматты және механикалықта көбінесе негізгі металлды балқыту есебінен жүргізіледі.
Құрылымды болатты электродоғалық дәнекерлеуде мына электродтар қолданылады: Э42, Э42А, Э46, Э46А, Э50, Э50А және басқалар. 10 көбейтілген, Э әріпінен кейінгі сан металл жігінің уақытша қарсылығының (МПа) минималды мәнін көрсетеді. А әріпі металл жігінің неғұрлым жоғары пластикалық қасиетін алуды қамтамасыз ететін электродтардың жоғары санын көрсетеді.
Құрылымды белгілері бойынша (біріктірілетін элементтердің өзара орналасуы бойынша) дәнекерлі біріктіру бөлінеді:
- жапсарлы – дәнекерленетін элементтер дөңгелек төселген бетпен бірігіп, бір-бірінің жалғасы болады (5. а сур.), бұндай біріктіруді пайдалану аумағы кеңейіп келеді;
- айқас жабынды – біріктірілетін элементтердің қыр беттері бір-бірін жартылай жауып жатады (5, б сур);
- таңбалы – бір элементтің шетжағы бұрышпен шектеседі (әдетте 90°) және басқа элементтің жанғы бетіне ерітіп жабыстырылады (5, в сур.);
- бұрышты— біріктілетін элементтер бір-біріне жиектеп пісіледі (5, г сур.). Күшті құрылымдарда қолданылмайды және беріктікке есептелмейді.
Дәнекерлеу жиегі типіне байланысты дәнекерлі біріктіру түрлері:
- жапсарлы жікпен (жапсарлы және таңбалы біріктірулерде);
- бұрышты жікпен (айқас жабынды, таңбалы және бұрышты біріктірулерде).
Дәнекерлі біріктіруді жобалаудың бастапқы жағдайы – дәнекерлі жік пен біріктірілетін элементтердің тең беріктігін қамтамасыз ету. Тең беріктік жағдайы, мысалы, 6.5,а суреті бойынша дәнекерлі айқас жабынды біріктіруде дәнекерлі жік параметрлері есебін ең аз көлденең қималы элемент беріктігін анықтайтын күшпен [F] орындау керек екендігін көрсетеді:
![]() ,
,
[σ]р – созудың мүмкін кернеуі.
Осы жерде және бұдан әрі дәнекерлі жікті көрнекілік үшін қысқа штрихтармен белгілейтін боламыз (6 сур.).
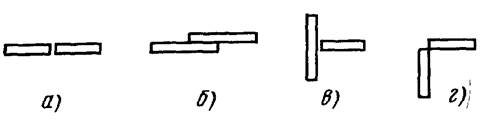
5 - cурет – дәнекерленетін элементтердің өзара орналасуы бойынша дәнекерлеу жігінің түрлері

а) б)
6 - cурет – Айқас жабынды дәнекерлі біріктіру
Дәнекерлі жіктер жұмыстық және байланыстырушылық деп бөлінеді. Беріктікке тек біріктірілетін элементтер арасында жұмыс жүктемесін тікелей беретін, жұмыстық жіктер есептелінеді. Байланыстырушылық жіктер негізгі металлмен ортақ түр өзгертуде ғана күштемені сезінеді (6, б сур.). олар аз жүктемелі және беріктікке есептелінбейді.
3 Желімдік қосылысы
Қазіргі кезде желімдеу арқылы алынатын, шешілмейтін металлды және металлдық емес материалдардан жасалған біріктірулер кеңінен қолданылуда.неғұрлым кең қолданысқа ие болғандары – желімді айқас жабынды біріктірулер (7 сур.), сирек — жапсарлау. Желімді біріктірулер машина құрылымында әртүрлі, бір тектес емес материалдарды – болат, шойын, алюминий, мыс, жез, шыны, пластмасс, резина, кожа және т.б. үйлестіріп қолдану диапазонын кеңейтуге мүмкіндік берді.
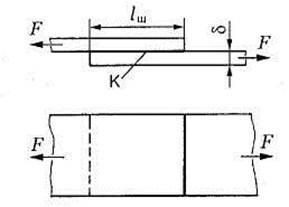
7-сурет – Желіммен айқас жабынды біріктіру
БФ, ВК, МПФ типіндегі әмбебап және басқа да (қазіргі кезде 100 астам желім маркалары қолданылады) желімдерді пайдалану желімді біріктіру сапасын желімденетін материалдар беріктігіне қатысты 80 % дейін жеткізуге мүмкіндік берді. Желімді біріктірудің беріктігіне біріктірудегі жүктеме сипаты, желім маркасы, біріктіру құрылымы, желімдеу технологиясы, пайдалану жағдайы әсер етеді.
Артықшылықтары:
- шешілмейтін біріктіруді алдуың қарапайымдылығы мен желімдеу бойынша жұмыстың төмен құны;
- кез-келген қалыңдықтағы әртүрлі материалдардан шешілмейтін байланыс алу мүмкіндігі;
- алынатын бөлшектің бүрсиуінің болмауы;
- біріктірудің герметикалығы және коррозияға төзімдігі;
- дәнекерлеумен салыстырғанда, жүктеме концентрациясының айтарлықтай аздығы.
Кемшіліктері:
- уақыт өте келе біріктіру беріктігінің әлсіреуі («тозу»);
- желімнің көпшілік маркасының жылуға төзімділігінің төмендігі.
Қолданылу аймағы. Желімді біріктіру ұшақ жасауда кеңінен қолданылады, кесу құралдарын, электро- және радио құрылғыларды жасауда, оптикалық және ағаш өңдеу өндірісінде, құрылыста, көпір жасауда қолданылады. Қазіргі кезде полимер негізінде, 1000° дейінгі температурада қанағаттанарлық деңгейде жұмыс істейтін, желім маркалары ойлап табылған.
Құбырларды орталықтандырылған өндіру кезінде тиеу-түсіру және тасымалдау жұмыстары салыстырмалы түрде үлкен үлес алады. Құбыр жасаушы слесарлар құбыр дайындау цехтарында жұмыс істеген кезде құбыржолдардың бөлшектерін, элементтері мен тораптарын ілмектеу мен ілмектеуді бірнеше рет орындауға, сондай-ақ кран-арқалықтардың көмегімен әртүрлі конструкцияларды тасымалдауға тура келеді. Мұндай жағдайларда ілмектердің, блоктардың, шығырлардың, тальдердің, тростардың, арқандардың жарамды жай-күйіне және дұрыс қолданылуына ерекше назар аудару керек. Құбырларды крандармен түсіру және тиеу кезінде арнайы қармауыштары бар көпконцты ілмектерді пайдалану қажет.
Тиеуге және тиеуге арналған вагондарды мотовоздармен, электровоздармен немесе паровоздармен беру және орнату қажет. Вагондарды қолмен немесе лебедкалармен 30 м-ден артық емес тасымалдауға рұқсат етіледі, тиеу-түсіру жұмыстарының алдыңғы жағы көліктің қауіпсіз айналу радиусын қамтамасыз етуі керек.
Құбырларды түсіру орындары қоршалуы және адамдардың түсіру аймағына өтуіне тыйым салатын ескерту белгілері болуы тиіс.
Жазатайым оқиғаларды болдырмау үшін тасымалданатын құбырлар мен құбыр тораптары темір жол платформалары мен автомашиналарда ернеулер немесе тіректер ашылған жағдайда құбырлар мен бөлшектердің өздігінен домаланып кетпеуі үшін жақсы төсеуге және бекітуге тиіс.
Борттарды ашқан немесе тіреулерді шешіп алған сәтте жұмысшылар платформаның шетінде, ал жабық вагондардың есіктерін ашқан кезде - есіктің бүйірінде, есіктің қозғалысы кезінде болуы керек. Түсірілетін құбырлар мен бөлшектерге қарсы тұруға болмайды.
Шеберханада жалпы жарық жеткіліксіз болған кезде арматураның тығыздамаларын толтыру кезінде кернеуі 12 В болатын зауытта жасалған тасымалды шамдарды пайдалану керек, жұмысшылар бөлшектердің өткір жиектеріне және шпиндельдің жіптеріне қолдарын зақымдамауы үшін еденнің тайғақ болмауын қамтамасыз ету қажет.
Арматура берік жұмыс беттеріне немесе едендерге орнатылуы тиіс. Тірек бетінен I м жоғары құбырға орнатылған арматураның тығыздамаларын толтыру кезінде биіктікте жұмыс істеу кезінде қауіпсіздік ережелерін сақтау қажет.
Салқындатқыш батареяларды жасау және тоңазытқыш қондырғыларына құбырлар салу үшін құбырлар мен басқа материалдар жобаға сәйкес қатаң таңдалады.
Құбыр тораптарын дайындау кезіндегі қауіпсіздік техникасы ережесі құбыр дайындау цехтарында құбырларды металл кесетін станоктарда, құрылғыларда және қол құралдары мен машиналарды пайдалана отырып ұсталық-престеу жабдықтарында өңдейді.
Құбыр слесарлары көбінесе газ кескіштермен, газбен және электрмен дәнекерлеушілермен бірге жұмыс істеуге мәжбүр, сондықтан олар осы жұмыстарды орындау кезінде қауіпсіздік техникасының негізгі ережелерін білуі керек.
Газбен дәнекерлеу және кесу жұмыстарын жүргізуге, сондай-ақ электр дәнекерлеуге арнайы оқудан, білімін тексеруден өткен және осы жұмыстарды орындауға құқық алған 18 жастан кіші емес адамдар жіберіледі. Металды дәнекерлеу және кесу кезінде жұмысшы қорғаныс көзілдіріктерін қолдануға, қолғаптармен және брезентпен жұмыс істеуге міндетті.
Оттегі баллондарының қоймасынан 10 м қашықтықта қандай да бір жанғыш материалдарды жинауға рұқсат етілмейді. Баллондарды монтаждау алаңында арнайы арбалардың көмегімен тасымалдау керек.
Оттегі және пропан, ацетилен баллондарын бірлесіп тасымалдауға қатаң тыйым салынады. Баллондарды тасымалдау кезінде олардың соғылуына жол берілмейді. Баллондарды екі жұмысшы қолмен тиеу және түсіру қажет. Жұмыс орнында цилиндр қабырғаға, тірекке шынжырмен немесе қысқышпен бекітілуі немесе көлбеу салынуы керек.
Барлық оттегі құралдары (редукторлар, жанарғылар (горелка), кескіштер, шлангілер) жануды болдырмау үшін минералды маймен және басқа түрдегі майлармен ластанудан қорғалуы тиіс. Бұл құралды басқа құралдан бөлек таза жәшіктерде, шкафтарда, сөрелерде, жұмыс үстелдерінде жөндеу және сақтау керек.
Газ жанарғыларымен, кескіштермен және шлангтармен дұрыс жұмыс істеу жұмысшыларды жазатайым оқиғалардан қорғайды.
Технологиялық құбырларды дайындау және орнату кезінде электрмен дәнекерлеу маңызды орын алады және жұмыстың күрделі түрлерінің бірі болып табылады, бұл оларды дәнекерлеушілердің өздері үшін ғана емес, сонымен қатар жақын жерде жұмыс істейтіндер үшін де қауіпсіз орындауға кепілдік беретін жағдайларды қамтамасыз етуді талап етеді. Электр дәнекерлеушілер мен слесарлар жұмыстарды орындау сипаты мен шарттарына байланысты металл шашырауынан, сәулемен және токпен зақымданудан барлық қорғаныс құралдарымен толық жарақталуы тиіс.
Құбыр балқыту, құбыр кесу станоктарында (механизмдерде) және Белгілеу-кесу агрегаттарында жұмыс істеу мынадай қағидаларды сақтауды талап етеді:
станокты іске қосар алдында жетектің серпімді муфтасында, тарату механизмінде, төменгі біліктерде және станоктың жоғарғы бөлігінде қоршаулардың бекітілу сенімділігін тексеру; жерге тұйықтау құрылғыларының жарамдылығын көзбен тексеру;
құбырды қолмен жетек ролигінен 0,5 м жақын ұстамау;
машинадан шыққан құбырды қолыңызбен алмаңыз.
Құбыр кесетін станоктарда (механизмдерде) және шойын кәріз құбырларын кесуге арналған механизмдерде жұмыс істеу мынадай қағидаларды орындауды талап етеді:
оларды іске қосар алдында электр қозғалтқыш білігін редуктор білігімен қосатын муфтаның үстіндегі, сына белдікті берілістің үстіндегі және механизмнің басқа да айналатын бөліктеріндегі қаптаманың болуын тексеру;
бекіткіштің сенімділігі мен кесу құралының сапасын тексеріңіз. Түтіккен немесе аршылған кескіш аспабы бар механизмде жұмыс істеуге тыйым салынады;
өңделетін құбырларға арналған тұғырлардың болуын және жарамдылығын тексеру. Науалар ашық тұрған кезде құбырды ұстап тұратын тіреулерде жұмыс істеуге және механизм жұмыс істеп тұрған кезде құбырды қолмен ұстауға тыйым салынады. Құбырдың кесілген ұшы еденге құлап кетпеуі керек;
кесу кезінде құбыр айналатын механизмдерде қисық құбырларды кесуге тыйым салынады;
механизмдерден 1,5 м қашықтықта еденді кесілген құбырлармен немесе бөгде заттармен бөгемеу;
машинаның (пресстің) немесе механизмнің жұмыс орнына қарама-қарсы жағында ешкім тұрмауын қамтамасыз етіңіз, өйткені сынықтар кесілген құбырдан ұшып кетуі мүмкін;
пышақтарды ауыстыру және станоктарды немесе механизмдерді жөндеу кезінде электр қозғалтқышын электр желісінен ажыратыңыз.
Ауыр салмақты жабдықты монтаждау кезінде тиеу-түсіру операцияларынан, жүкті қоймадан монтаждау орнына ауыстырудан, сондай-ақ іргетасқа орната және бекіте отырып, оны биіктікке көтеруден тұратын такелаждық жұмыстар орындалады. Тиеу-түсіру операциялары шынжыр табанды немесе пневмодөңгелек крандардың көмегімен орындалады. Жабдықты жылжыту және тасымалдау үшін тракторлар мен тіркеме платформалары немесе тіркемелері бар автомобильдер, сондай-ақ арнайы мақсаттағы теміржол платформалары қолданылады.
Орнату жұмыстарын орындау үшін жұмыс жобасында қарастырылған механизмдер қолданылады. Механизмдерді таңдау жабдықтың дизайнына, массасына және өлшемдеріне байланысты. Әдетте қажетті жүк көтергіштігі бар бағыттаушы немесе мұнара крандары қолданылады.
Ауыр салмақты бағаналар мен аппараттарды монтаждау үшін такелаж жұмыстарын жүргізудің қауіпсіз тәсілдерін қамтамасыз ететін металл діңгектер, порталдар және басқа да құрылғылар қолданылады.
Орнату жұмыстарын орындау үшін лебедкалар, блоктар, полиспастар, көтергіштер және басқа құралдар қолданылады.
Жүктерді ілу жүкті байлауға арналған құрылғылары бар жұмсақ арқандардың кесінділері болып табылатын ілмектердің көмегімен жүргізіледі. 1 суретте жылу жабдықтарын орнатуда қолданылатын ілмектер көрсетілген.
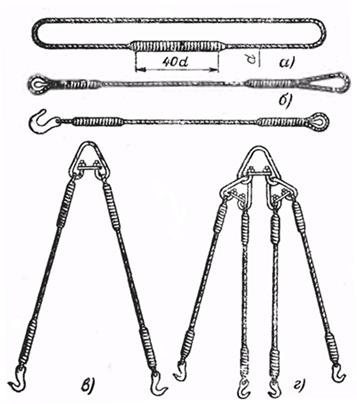
Сурет 1. Ілмектер: а-әмбебап; б-жеңіл; в-екітармақты шынжырі; г-төрттармақты шынжыр
Траверстер мен ұстау құрылғылары
Үлкен өлшемді және ұзын жүктерді монтаждағанда арнайы қатты жүк асатын арқандарды – траверстерді қолданады.
|
|
|
Сурет 2. Траверстердің түрлері: а) арқалықты; б) ұзындықты өзгертетін арқалықты; в) жүкті екі кранмен көтеруге арналған теңгергіш. |

Металл арқалықтарды монтаждау үшін түптік, сына тәрізді және эксцентрикті ұстау құрылғылары қолданылады.
|
|
|
Сурет 3. Қыстырмалар: а-түптік; б-эксцентрикті; в-сына тәрізді қыстырмамен стропылау сұлбасы |
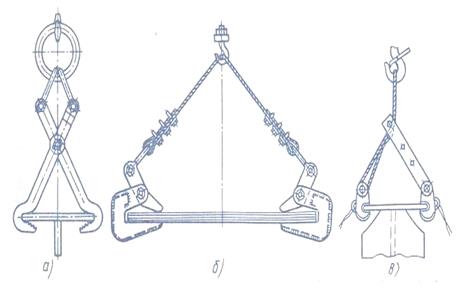
Ілмектерді жабдықтарға бекіту үшін қапсырмалар, штуцерлер болуы керек. Жылу жабдықтарын ілу әдістері 4 суретте көрсетілген. Ілмектерден басқа, құрылғыларды жүк көтергіш кранның ілгегіне бекітуді жеңілдететін тұтқалар, траверстер және арнайы құрылғылар қолданылады.
Барлық арқандар, қармауыштар және траверстер номиналды жүк көтергіштігінің 1,25-ке тең статикалық жүктемеге жылына 2 рет тексеруден өтуі тиіс. Жүк ілгектері ілмектерге мықтап бекітіліп, стандартты өлшемдерге сәйкес келуі керек.
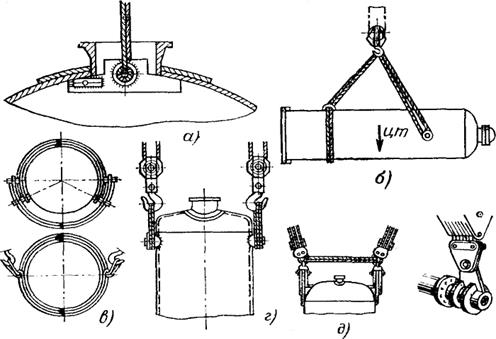
Сурет 4. Жабдықтарды ілу әдістері:
а-аппаратты келте құбырларсыз ілмектеу;б-аралас ілмектеу; в-үлкен диаметрлі аппаратты ілмектеу; г-жүк көтергіш штуцерлерге ілмектеу; д-дәнекерленген қапсырмаларға ілмектеу; e-түтіксіз ұстау.
Өнеркәсіптік объектілердің құрылысында монтаждау жұмыстарының 90% - дан астамы жүк көтергіш машиналар мен механизмдердің көмегімен орындалады.
Кран деп, үлкен емес арақашықтыққа жүкті горизонтальді орын ауыстыруға және көтеру немесе түсіруге арналған жүк көтергіш машиналарды айтады.
Көтергіш крандар мынадай топтарға бөлінеді: консольді , мостылы, козловые , портальді және мұнаралы кран. Соның ішінде ең көп таралған крандардың бірі – козловой кранға аса тоқталып өтеміз.
Козловой кранды ашық қоймалар мен тиеу алаңдарындағы, құрылыс ғимараттарындағы монтажды құрастыру мен жабдықтарды күту кезінде, өндірістік кәсіпорындарында, гидротехникалық ғимараттарда қызмет көрсету және теміржол станцияларындағы контейнерлерді тасымалдау кезінде, ортаның жұмыс температурасы -40 пен +40 аралығында қолданылады. Бұл крандар ілмекті немесе арнайы қармау арқылы қызмет атқарады.
Тағайындалуы бойынша козловой крандар жалпы тағайындалған, құрылыс – монтажды және арнайы тағайындалған болып бөлінеді.
Козловой кран – ең сенімді және ұзақ уақытқа жарамды көтерме көліктік құрылғы болып табылады. Олар көпір түрдегі жабдық түріне жатады, себебі құрылымының құрамында бір немесе екі арқалығы бар. Көпір кран асты жолдарға ұзын тіректі тіреуіш көмегімен, ал жолдардың өздері бетонның үстіңгі қабаты арқылы бекітіледі. Бұл құрылғы контейнерлерді тасымалдау кезінде теміржол станцияларында, орман дайындайтын ұйымдарда, сол сияқты ұзындық өлшеуіші мен ірі габаритті жүктері бар бүкіл тиеу – түсіру жұмыстары жүргізілетін жерлерде қолданысқа әрдайым ие. Бұл ыңғайлы әрі қажетті техника, дұрыс пайдалану кезінде адамға бірнеше онжылдықтар қызмет атқарады.
Козловой крандар жерүсті рельстік жолмен жылжитын екі тірекке тірелетін горизонтальды аралық құрылым көпірі бар ғимарат ретінде ұсынылады. Екі тірегі де көпірмен қатты мүшеленген немесе шарнир көмегімен бір тірегі көпірмен бекітіледі.
Егер де кранның аралық құрылымы бір жағынан тірек тіреуіне тірелсе, ал екіншісі жүріс арбасына тірелсе, онда бұл кран жартылай козловой кран деп аталады. Бұл жағдайда рельстік жолдар әр түрлі деңгейде орналасады: біреуі жерде, ал басқасы арнайы эстакадада немесе ғимарат бағанасында.
Көпірдің екі негізгі сызба түрі бар – бірарқалықты және екіарқалықты. Монорельсті жүрісті үшжакты және төртжақты қималы бірарқалықты көпірлер кеңінен қолданылады. Құрылысы бойынша екіарқалықты көпірдің аралық арқалықтары көпірлі кранның арқалықтарымен ұқсас.
Козловый кран – қатаң тіреуде орналасқан көпір түріндегі рельсті жол немесе бетонды негіз бойынша қозғалатын көтергіш кран. Көпірге орналасқан жүкті арба немесе таль. Ашық қоймаларды және құрылысты қамтамасыз ету үшін қолданылады. Кранның жүк көтергіштігі 800т –ға дейін, ал аралығы 170т- ға дейін.
Жалпы козловой кран үшін негізгі механизімдер болып: ілмектің ұшуын өзгертетін жүкті көтеру механизімі (жүкті шығыр), жебені көтеретін механизм ( жебелі жүкшығыр), кранның қозғалу механизімі және бұрылыс бөлігінің айналу механизімі саналады.
Кранның негізгі көрсеткіштері болып:
Жүк көтергіш – жүктің ең көп массасы кранмен көтеріледі;
Жебенің ұшуы – кранның айналу өсінен ілмекке дейінгі арақашықтық;
Жүкті ең биікке көтеру және оны түсіру;
Жүкті көтеру және түсіру жылдамдығы, кранды бұру және қозғалту жылдамдығы;
Күштік қондырғының қуаты.
Козловой крандар үшін жүк көтергіш, көтеру биіктігі және ұшуы бір – біріне ауыспала, байланысты шама.
Жүк көтергіш пен атқыштың ұшуы арасындағы байланысты құжатта келтірілгендей кранның жүк таситын сипаттамасы деп атайды.
Бірінші сан кранның жүк көтергіштігі бойынша топ шамасын көрсетеді, екіншісі – жүретін құрылғының типі, үшіншісі – атқыш жабдықтың орындалуын, төртіншісі – молдельдің реттік нөмірі. Саннан кейін әріптер тұрады келесі модернизацияны (А, Б, В,. . .) және кранның климатикалық орындалуын білдіретін (солтүстік ХЛ, тропикалық Т, ылғалды тропиктерде жұмыс үшін ТВ, (ЫТ)).
Козловой кран құрылымы арқалық көпiрде негiзделіп, рельс жолы және жүк көтергiште бекiтіледі. Кран айнымалы тоқтың электр қозғалтқышы арқылы жұмыс iстейдi. Козловой кран орын ауыстырудың құрылымдық түрі бойынша бөлек те, орталық та бола алады. Оларға көтергiш құрылымдармен қоса тағы басқа бекiтiлген электр тальдың, кран арбасының орын ауыстыруымен қамтамасыз ету үшiн рельстер орнатады. Бұл кран арбалары шеткi кран-арқалықтар арқылы бекiтілген. Демек, жартылай козловой және бiр арқалықты крандардың түрлерi, кран-арқалықты бекiткiштi қағида басқалар үшiн айырмашылығы болады. Ол бұл жерде қабырғаларда тiрек шығыңқылар арқылы бекітіледi.
Кранның бекiтілу орыны әдетте барлық құрылыс алаңында ауданның қолдануын талап ететiн кран-арқалықты қозғалыстың жазықтығы төменде немеседеңгейде орналасады. Аралықтың үлкеюлерi мақсаттардағы қосымша қолдайтын жүк көтергiш кран-арқалықтарды үдетiлген тiректерi сияқты қолданады.
Мостылы крандарға қарағанда, сыртқы ұқсастығы байланысты бекiтiлген тіректер немесе рельс бетон ауданы бойынша орын ауыстырады. Козловой крандар габариттi жүктердiң тасымалдауын, тиеу базалары үшiн алмастырылмайтын, ашық қоймалар және контейнерлiк терминал арқасында жүзеге асыру қабiлеттiлігі жоғары болып табылады. Жүкті көтеру жүктемесi созушы емес, сығушы болып табылғандықтан, кран-арқалық құрылымы бойынша қауiпсiз, ұзақ өмiрлiк және сенiмдi болып келеді. Козловой кранның конструктивтiк ерекшелiктерiн қарап шығамыз. Ол тiректер, орын ауыстырудың тетiгi бар электротальдерiнен, жүрiс арбалары, электр жабдық, басқыш пульт және де басқару кабинасынан тұрады.
Негiзгi жұмыс құралдары: кранның фермасы, тiректер, жүрiс арбалары, жүк таситын арба, жүк көтеру тетiктері
Жүк таситын арбалар бiр немесе екi, арқандарды жинау үшiн қалдық тербелiстер және теңселтудi сөндiру жүйенi қолдануға, iлмектер, траверстер, грейферлер және магниттi басып алулар ретiнде қолдануға, төрттағанды кранды жүрiс бөлiгi немесе жүрiс сырғанақтарының қоюымен реттелетiн бола алады. Козловой крандарындағы ең жақсы жабдықталған эргономиялық кабина, жабулы машина бөлiмшесi мен электр аппаратты бөлмесі болады.
Орындаушы механизмдер болып: жүкті көтеру механизмдері, атқыш ұшуының өзгеруі (ілмек), бұрылыстың және кранның қозғалуы. Шынжырлы крандар негізгі атқыштардан басқа меншікті атқыштармен және жүк таситын обойкаларымен жабдықталған.
Мұнайгаз кәсіпшілігінде негізгі жер үстіндегі құрылымдарға мұнай газ және басқа сұйықтарды тасымалдайтын болат құбырлар жатады.
Технологиялық құбырларды монтаждау құрылыс нормалары мен ережелеріне сәйкес орындалуы тиіс, онда көміртекті және қоспаланған болаттан, түсті металдар мен қорытпалардан, шойыннан, пластикалық массалардан және шыныдан жасалған тұрақты технологиялық құбырларды монтаждау бойынша жұмыстарды өндіру мен қабылдаудың негізгі ережелері көрсетілген.
Оларды орнату бойынша жұмыс көлемі, әдетте, монтаж жұмыстарының жалпы көлемінің 50% құрайды. Көптеген құбырларды төсеу тығыз жағдайда, әр түрлі биіктікте көп қабатты ғимараттарда және ашық алаңдарда, эстакадаларда, науаларда, туннельдерде жүзеге асырылады.
Құрылыс нормалары мен ережелеріне сәйкес құбырлар жүйесі жұмыс орнында жинақталған блоктармен, бөліктермен монтаждалады.
Монтаждау жұмыстарына дейін төмендегідей дайындық жұмыстары жүргізіледі:
- құбырлардық жинақталған блоктары мен бөлшектерінің, арматурасының, тіреулері мен аспаларының жобадағы көрсетілген талаптарға, техникалық жағдайларға сәйкестігі, жинақтылығы;
- құбырлар жүйесі орналасатын құрылыс объектілерінің жағдайын;
- жалғанатын штуцерлердің түрлерін, өлшемдерін және орналасатын орындарының жобадағы сызбаға сәйкес келуін;
- құбырлар жүйесінің бөліктермен, бөлшектермен, арматурамен және қосымша материалмен жабдықталуын;
- құбырлар жүйесін күрдері жинақтау үшін қолданылатын алаңдардың, монтаждау механизмдерінің, саймандар мен құралдардың дайындалуын;
- құбырлар жүйесін монтаждау келесідей ретпен жүргізіледі:
- құбырлар жүйесі жүргізілетін жолды бөлімдерге бөлу;
- тіреулер мен аспалардың құрылымын орналастыру;
- монтаждалатын орынға блоктар мен жеке бөлшектерді жеткізіп, көтеріп жобаланған орындарына орналастыру, бекітілуін тексеру;
- жалғанатын жіктерді пісіруге дайындау, фланецті жалғамаларды жинастыру;
- болаттың маркасына байланысты пісірілген жіктерді белгіленген режимде жылулық өңдеуден өткізу;
- блоктың құрамына кірмей қалған арматура мен бөлшектерді орналастыру;
- құбырлардың қозғалмайтын тіреулерде бекітілу сенімділігін, құрылыс нысандарына өткізілген жерлерінің бекуін және тіректер мен тіреуге арналған құрылымдарға бекітілу сапасын тексеру;
- компенсаторлар, дренаж құрылымдары және бақылау мен автоматика құралдарын монтаждау;
- құбырлар жүйесін гидравликалық, пневматикалық сынақтан өткізу;
- металдың ұзаруын өлшеу үшін, 4500С ыстықта жұмыс жасайтын құбырлар жүйесіндегі бақылау бөліктерін (жобаға сәйкес) анықтау;
- керекті түзетулер жасау үшін құбырлар жүйесінің остерінің орынын анықтау;
- құбырлар жүйесінің жылу сақтайтын қаптамасын қаптау;
- құбырлар жүйесін жуу және үрлеу.
Құбыр жүйесінің трассасын бөлу, құбырлардың тіректерін, аспаларын, құрылымды тіректерін орнату монтаждау сызбаларына сәйкес орындалады.
Құбырлар жүйесін монтаждау кезінде жермен байланысты жұмыстарды құрылыс талаптары мен нормаларына сәйкес орындайды.
Қазіргі заманда мұнайгаз өнімдерін тасымалдау үшін негізінен болат құбырлар қолданылады. Алюмин қоспасы құймасынан дайындалған құбырлар да қолданылуы мүмкін. Метал емес (пластмасса, асбоцемент, темірбетон) құбырларды қолдану мүмкіншіліктері де қарастырылуда.
Құбырлар жүйесін құрылымдауда балқытып немесе қысым арқылы жалғасатын шеттерін біріктіру әдістері қолданылады.
Балқытып пісіру үшін жалғануға тиіс құбырлардың түйіскен шеттері қол дугалық пісіру әдісінің көмегімен балқытылып, қоспа материалмен үшеуі қатты біртекті күйге көшеді. Бұл кезде механикалық жүктеме қолданып құбырлардың түйіскен жерлерін бір біріне сығымдаудың қажеті жоқ. Құбырлар жүйесін құрылымдауда электрдугалық қолдай, автоматты флюспен, жартылай автоматты газды қоршау ортада жүргізілетін пісіру қолданылады.
Қысыммен пісіру түйісетін құбырлар шетін балқу жағдайына дейін қыздырып, бір біріне итеріп сығымдау арқылы кіріктіріп жалғануына мүмкіншілік жасалады.
Пісіріп жалғау алдында құбырлардың шеттері ластан, мұздан тазаланады, түзетіледі. Майысқан шеттерін түзету үшін арнаулы домкраттар қолданылады, егер күшті ішкі центрлегіштер болған жағдайда центрлеу мен түзету қатар жүргізіледі.
Электрдугалық пісіру алдында құбыр шеттерінің ішкі және сыртқы беттерін құбыр шетінен 10мм дейінгі аралықты жалтырағанша ұқыптап тазалайды. Ол үшін қайрақ дөңгелектері бар шлифмашиналар, болат щеткалы электр немесе пневможетектері бар машиналар қолданылады. Қыс кезінде электрдугалық пісіру алдында болат құбырлардың шеттері инжекциялық қыздырғыштармен, форсункалармен кептіріледі.
Құбырлардың пісірілетін шеттері электрдугалық әдіспен пісіру кезінде іштен және сырттан қойылатын центраторлардың көмегімен жиналады, пресстелетін пісіру әдісін қолданған кезде арнаулы пісіру головкасымен жалғанады.
Мұнайгаз құбырлар жүйесін пісіру-монтаждау жұмыстары үш түрлі әдіспен жүргізіледі: 1) үздіксіз ұзарту; 2) ағымды бөлшекті; 3) базалық.
Соңғы жылдары құбырлар тізбегін жинау үшін 12 немесе 24м секцияларды салынып жатқан трасса бойында, траншеяның жағасында жинайтын жылжымалы пісіру базасын қолданады. Ол екі стендтен (жіктестіретін, айналдыратын) және жылжымалы пісіру аппаратынан тұрады.
Жіктестіретін және айналдыратын стенд бір біріне пісіріліп жалғанған шанаға бекітілген рамадан тұрады. Құбырлар жіктестіретін стендте координат осінің үш бағытында қозғала алады.
Өс бойынша көлденең бағытта құбырды жылжымайтын рамада қозғалатын дөңгелектері бар арбамен жылжытады, оған перпендикуляр бағытта арбаның үстінде орналасқан, айнлатын раманың көмегімен, тік остің бағытымен көтеру механизмінің күшімен құбырға айналып тұруға мүмкіншілік беретін екі ролик арқылы.
Жіктестіретін және айналдыратын стендтар бір бірімен ұзындығы айнымалы жалғастыру бөлшегі арқылы жалғанады.
Өзі жүретін жылжымалы пісіру агрегаты Т-100 тракторында монтаждалған. Ол арнаулы бұрылмалы белдікке орналасқан генератордан және ПТ-56 пісіру головкасынан тұрады.
Құбырларды секцияға пісіріп жалғау төмендегідей ретпен жүргізіледі.
Трассада тізіліп тасталған құбырлар трубаукладчиктің көмегімен жіктестіретін және айналдыратын стендқа беріледі. Жіктестіріліп центрленгеннен кейін екі құбырды әр жерінен пісіру арқылы бір біріне қатырылады. Сыртқы центраторды алған кезде екі пісіруші электрдугалық пісіру әдісімен бірінші қабатын пісіріп үлгереді. Дайын болған бірінші қабаттың үстінен ПТ-56 пісіру головкасының көмегімен автоматты түрде қалған қабаттарын пісіреді. Осылай дайын болған 24м құбырды басқа стеллажға орын ауыстырады да келесі құбырмен пісіріп жалғай береді.
Жер астына орналастырған кәсіпшілік құбырлар жүйесін топырақтың коррозиялық қабылетіне байланысты битумды, битумды-резиналы, және полимерлік қорғау материалдарымен қаптайды.
Цех ішіндегі құбырларды монтаждау басқару қалқандарын орнатудан және жабдықты байлаудан басталады. Бірінші кезекте басқару қалқандары мен жабдыққа қосылатын тораптар мен блоктар, сондай-ақ жұмыс сызбаларында көрсетілген немесе монтаждау ұйымы айқындайтын қиыстыру (жабу) учаскелерін қоспағанда, құбырлардың негізгі магистральдық учаскелерінің тораптары орнатылады.
Цех ішіндегі құбырларды орнату технологиясы нақты жағдайларға және жүк көтергіш және Бұрғылау құралдарының болуына байланысты таңдалады.
Цех ішіндегі құбырлар көптеген бөлшектермен, арматуралармен және дәнекерленген қосылыстармен күрделі конфигурацияға ие. Мұндай құбырлардың әр 100 м ұзындығы үшін 80-120 дәнекерленген түйіспелерді орындау керек.
Технологиялық құбырларды монтаждау индустриялық әдіспен орындалуы қажет.
Мұндай әдіс монтаж алаңына құбырлардың элементтері, тораптары мен жекелеген аяқталған желілері, сондай-ақ тірек конструкциялары, тіректер, аспалар және басқа да бекіту құралдары зауыттардан немесе құбыр дайындау шеберханаларынан зауыттық дайындықтың барынша жоғары деңгейімен келіп түсетіндігін алдын ала анықтайды.
Цех ішіндегі құбырларды орнату әдісі нақты жағдайларға және жүк көтергіш және Бұрғылау құралдарының болуына байланысты таңдалады.
Шартты өтуі 50 мм-ден асатын күрделі конфигурациялы құбырлардың желілері мен учаскелері, әдетте, құбыр дайындау цехтарында алдын ала дайындалған түйіндерден орнатылады. Шартты өтуі 50 мм–ден асатын құбырлардың тік сызықты учаскелері алдын ала жиналған және дәнекерленген ұзындығы 24-36 М секциялардан, сондай-ақ жеке құбырлардан орнатылады. Диаметрі 50 мм-ден аз құбырлар негізінен монтаждау орнында жиналады.
Шартты диаметрі 50 мм және одан да көп құбырлар орны бойынша жекелеген құбырлар мен бөлшектерден тек ерекше жағдайларда ғана құрастырылады.
Цех ішіндегі құбырларды орнатудың технологиялық реттілігі келесідей:
* баспалар мен тіректерді жинап, орнатады;
* құбыржолдардың тораптары мен бөлшектерін, құбырларды ірілендіріп жинауға арналған алаңға жеткізеді және түсіреді, оларды қабылдайды және құбыржолдардың желілерін жинақтайды, құбыржолдардың төсеу орындарын белгілейді, жобалық тірек конструкциялары мен аспаларын орнатады, құбыржолдар мен тораптардың бөлшектері мен жалғағыш ұштарын қайта іске қосуды жүргізеді;
монтаждық блоктарға құбыржолдардың тораптарын, құбырлары мен бөлшектерін ірілендіріп жинауды жүргізеді, түйіндер мен блоктардың құрамына кірмеген арматураны, өлшеу диафрагмаларын және шүмектерді көтереді және жобалық жағдайға орнатады, оларды тексереді және бекітеді;
* фланецті қосылыстарды жинаңыз, дәнекерлеу кезінде монтаж буындарын дайындаңыз және оларды дәнекерлейді;
* құбыр болатының маркасына байланысты белгіленген режим бойынша монтаждық дәнекерленген жіктерді термиялық өңдеу жүргізіледі;
* құбырды жылжымайтын тіректерде бекіту сенімділігін, тіректер мен аспалардың дұрыс орнатылуын, қабатаралық жабындар мен қабырғалар арқылы өтетін жерлерде, сондай-ақ тіректер мен тірек конструкцияларында құбырлардың қысылуының болмауын тексереді;
* құбырларға дренаждар, үрлеу және ауа тазартқыштар орнатады;
* құбырларға гидравликалық немесе пневматикалық сынақ жүргізеді;
* қажет болған жағдайда барлық түзетулер жасалады.
Іске қосу-реттеу жұмыстары процесінде құбырларды жуады және үрлейді.
Құрылымдарды, жабдықтар мен құбырларды үлкен блокты орнату әдісі кеңінен қолданылады. Монтаждау ұйымдарының цехтары мен зауыттарында монтаж орнында жеткізілетін тасымалданатын күрделі блоктарға жабдықпен бірге байлау құбырлары жиналады. Кейбір жағдайларда мұндай блоктар үлкен алаңдарда жиналады.
Цех ішіндегі құбырларды орнату кезінде жүк блоктары, жүк көтергіштер мен полиспастар, қол және электр лебедкаларымен бірге қолданылады, сонымен қатар телескопиялық тартылатын көтергіштер, автогидрокөтергіштер, өздігінен жүретін жылжымалы тіректер және инвентарлық аспалы алаңдар кеңінен қолданылады.
Тиеу-түсіру жұмыстары және құбыржолдардың тораптары мен блоктарын жобалау жағдайына орнату кезінде технологиялық жабдықтар мен құрылыс конструкцияларын монтаждау кезінде қолданылатын жүк көтергіш машиналар (Автомобиль, пневмодөңгелек және шынжыр табан крандар, құбыр төсегіштер) пайдаланылады.
Цехаралық құбыржолдар цех ішіндегі құбырлардан құбыржолдардың, арматуралар мен бекітпелердің бөлшектерінің үлестік шығыны едәуір аз болған кезде ұзын тік сызықты учаскелердің болуымен ерекшеленеді.
Цехаралық құбырлар, әдетте, құбыр дайындау цехтарында немесе полигондарда орталықтандырылған ұзындығы 40 м-ге дейінгі дайын секциялардан орнатылады. Дайын бөлімдердің ұзындығы құбырдың диаметріне, көтеру және тасымалдау механизмдерінің болуына, жұмыс өндірісінің жергілікті жағдайларына және тасымалдау жағдайларына байланысты.
Цехаралық құбырлар бөлшектердің, арматуралардың және дәнекерленген қосылыстардың салыстырмалы түрде аз мөлшерімен (ұзындығы бірнеше жүз метрге дейін) өте түзу учаскелермен сипатталады.
Төсеу әдісіне сәйкес цехаралық құбырлар жер үсті және жер асты болып бөлінеді. Жер үсті құбырлары эстакадалар мен тіреулерге салынады.
Цехаралық құбырлар жер үсті немесе жер асты тәсілдерімен төселеді. Төсеу әдісін жобалау ұйымы анықтайды.
Өнеркәсіптік кәсіпорынның шекарасында цехаралық құбырлар мен бу құбырларын төсеу негізінен жер үстінде жасалады.
Зауытішілік көліктің еркін өтуін және адамдардың кедергісіз өтуін қамтамасыз ету үшін кәсіпорын аумағындағы жоғары эстакадалардың құбыржолдарының немесе аралық құрылыстарының түбіне дейінгі ең төменгі биіктік: зауытішілік теміржол жолдарының үстінде (рельстердің басынан бастап) – 5,5 м және жаяу жүргіншілер жолдарының үстінде – 2,2 м болуы тиіс.
Құрылыстарда төселетін құбырлардың көтергіш қабілетін пайдалану мақсатында оларға кіші диаметрлі құбырлар бекітіледі (үлкен диаметрлі құбырларды рұқсат етілген майысуға есептеумен міндетті тексерумен).
Бекітудің мұндай тәсіліне: жоғары агрессивті, улы, улы заттар мен сұйытылған газдарды тасымалдайтын; 64 кгс/см2 және одан жоғары қысыммен жұмыс істейтін, температурасы 300о С жоғары өнімдерді тасымалдайтын құбырларда жол берілмейді.
Құбырлар эстакадалардың немесе тіректердің жоғарғы қабатында көп деңгейлі орналасқан кезде жанғыш және инертті газдарды, сондай-ақ буды тасымалдайтын үлкен диаметрлі құбырлар орналастырылады.
Қышқылдар мен басқа да жоғары агрессивті сұйықтықтарды тасымалдайтын құбырлар, әдетте, барлық басқа құбырлардан төмен орналастырылады.
Цехаралық құбырлар да ашық лотоктарға салынады. Ашық лотоктардың ені 5-6 м және тереңдігі 0,5 м дейін, олардағы құбырлар темірбетон шпалдарға түбімен бір қатарға қойылады.
Монтаждау және жөндеу жұмыстарын жүргізу үшін лотоктар бір немесе екі жағынан зауытішілік жол бойымен төселеді. Жолдың негізі жер деңгейінен 0,7–0,8 м биіктікте көтеріледі, бұл лотоктар басқа жолдармен және өткелдермен қиылысқан кезде өткелдер мен өтпелі алаңдарды ұйымдастыруға мүмкіндік береді.
Төсеудің бұл әдісі монтаждау және жөндеу жұмыстарының құнын төмендетеді, сонымен қатар құбырлардың жұмыс жағдайын жақсартады.
Құбырларды орнатуды бастамас бұрын дайындық жұмыстары жүргізіледі:
- құрылыс бөлігінің дайындығын тексеріңіз (атап айтқанда, іргетастар, темірбетон элементтерінің буындары), бекітілген тіректерге арналған созылу белгілерінің болуы;
- трассаның басында және соңында тіректердің жоғарғы бөліктерінің геодезиялық түсірілімін жүргізеді, аралық тіректердің белгілерінің құбырлардың жобалық еңісіне сәйкестігін тексереді және тіректердің атқарушы белгілерін көрсететін акт жасайды;
- уақытша құрылғылар (мінбелер) жасап, орнатады;
- монтаждау жабдығын ЖЖЖ (жасалатын жұмыс жоспары) немесе технологиялық жазбаға сәйкес қайта орнатады;
- секциялар мен жеке құбырларды сұрыптау және тасу;
- құбырларды, секциялар мен бөлшектерді тексереді, оларды ішінен және сыртынан кірден, қардан және тоттан тазартады, тасымалдау кезінде түйісетін секциялар мен құбырлардың деформацияланған ұштарын реттейді.
Секциялар әдетте бір немесе екі кранмен немесе құбыр төсегіштермен көтеріліп, эстакадаларға қойылады. Механизм түрі жүктің салмағы мен биіктігін ескере отырып анықталады.
Құбырлар әртүрлі сипаттамаларға сәйкес жіктеледі, мысалы, мақсатына байланысты:
- магистарльды құбырлар
- технологиялық құбырлар - кәсіпорындарды байланыстыратын және әртүрлі шикізатты, газды, сұйықтықтарды және т. б. тасымалдау үшін қолданылады.
- дюкерлер - жылу және электр желілері, сондай-ақ құбыр жолдарының басқа түрлері үшін сыйымдылық ретінде қызмет ететін белгілі бір сипаттағы жер бойынша төселетін құбырлар учаскелері және тонельдер.
Құбырларды бақылау кезеңдері
Құбыр көлігі қауіпсіз жұмыс пен белгілі бір сапа деңгейін қамтамасыз ету үшін үнемі технологиялық күтімді қажет етеді. Осыған байланысты арнайы термин пайда болды - "құбырларды бақылау", ол Жүйелік ұғым болып табылады және мыналарды қамтиды:
- құбырлар мен құбыр дайындамаларының металын, сондай-ақ барлық ілеспе бөлшектерді бақылау;
- дәнекерлеушілердің біліктілігін тексеру;
- дәнекерлеу-құрастыру процесінде жүргізілетін визуалды-өлшеу бақылауы, дәнекерлеу жіктерін өлшеу;
- құбырларды оқшаулау сапасын, тоттануды және герметиканы бақылау;
- дәнекерленген қосылыстарды тексеруге арналған бұзбайтын бақылау;
- сондай-ақ, айналмалы доғамен дәнекерлеу, балқымамен түйіспелі дәнекерлеу, дәнекерленген қосылыстар жағдайында механикалық сынақтар жүргізіледі.
Құбыр жолдарының сапасын бақылаудың әр кезеңі көп сатылы процесс болып табылады. Мысалы, металдың сапасын бақылау ілеспе құжаттарды, таңбалауды, ыдыс пен қаптаманы, мөлшерін, бетінің күйін, құрылымы мен құрамын тексеруді қамтиды. Әр кезең үшін арнайы жабдық қолданылады, мысалы, дәнекерлеу үшін құрастыру кезінде жүзеге асырылатын құбырлардың оқшаулауын бақылау кезінде, сондай-ақ құбыр көлігінің жұмысы кезінде және оқшаулағыш қабаттың сапасын, оның тұтастығын, қалыңдығы мен беріктігін тексеру болып табылады, жабындардың қалыңдығы өлшегіштері, дефектоскоптар, адгезиметрлер және т. б. қолданылады.
Салынған құбырды пайдалануға қабылдау оның жобаға сәйкестігін тексеруден және қысыммен құбырды сынаудан тұрады.
Құбырларды пайдалануға тапсыру актімен ресімделеді. Тапсыру кезінде төселген құбырдың жұмыс сызбаларына сәйкестігі тексеріледі және оларға монтаж жұмыстарын жүргізу кезінде жасалған жобадан барлық ауытқулар қолданылады. Бұдан басқа, жерасты жұмыстарына және құбыр желісін алдын ала сынауға актілер ұсынылады. Болат құбырларды пайдалануға беру кезінде коррозияға қарсы оқшаулауды қабылдау актілері және дәнекерлеу жұмыстарының журналдары ұсынылады.
Құбыржолдарды сынау ұзындығы 500-1000 м учаскелер бойынша гидравликалық тәсілмен немесе сығылған ауамен, әдетте, екі рет (топырақпен жапқанға дейін және одан кейін) жүргізіледі. Алғашқы сынақты құрылысшылардың өздері жүргізеді.
Бірінші сынақты жүргізгенге дейін траншеяға салынған құбырды ішінара 0,5-0,6 м биіктікте құбырлар мен траншеялар арасында топырақ қағылып, топырақпен жабады. Құбырлардың жапсарлары сынау кезінде оларды бақылау үшін толтырылмаған күйінде қалдырылады. Құбыржолдың бұрылыстарында сынақтар кезінде оны ығысудан қорғайтын тіреулер орнатылады. Сынақ аймағының ұштары оларды штепсельдермен жапқаннан кейін әсіресе сенімді түрде бекітіледі. Бітеуіш ретінде бітеу фланецтері бар келте құбырларды пайдалануға болады. Ысырмалардың орнына ысырмаларды пайдалануға рұқсат етілмейді.
Болат құбырларды сынау кезінде шеткі бітеуіштер сыналатын учаскенің шетіне дәнекерленеді және қосымша тіреулерді қажет етпейді.
Құбырды сумен толтыру үшін оған ең төменгі нүктеде диаметрі 25-50 мм сызық қосылады, ол арқылы қысым желісінен немесе сорғыдан су жеткізіледі. Сынақ құбырының жоғары нүктелерінде ауаны шығаруға арналған желдеткіштері бар диаметрі 19-25 мм көтергіштер орнатылады. Құбырды сумен толтыру одан ауаны жақсырақ шығару үшін баяу жүргізілуі керек. Ауа болған кезде құбырдағы қысым айтарлықтай ағып кетсе де баяу төмендейді және бұл құбырдың жақсы сапасы туралы қате қорытындыға әкелуі мүмкін.
Сынақ басталар алдында жеткізуші желіні құбырмен жалғайтын шүмек пен ауаны шығаруға арналған вентиль жабылады.
Құбырдағы сынақ қысымы қолмен немесе механикалық гидравликалық пресс немесе кәдімгі қол поршенді сорғы арқылы жасалады. Құбырды сығымдауға арналған қондырғы 1-суретте көрсетілген
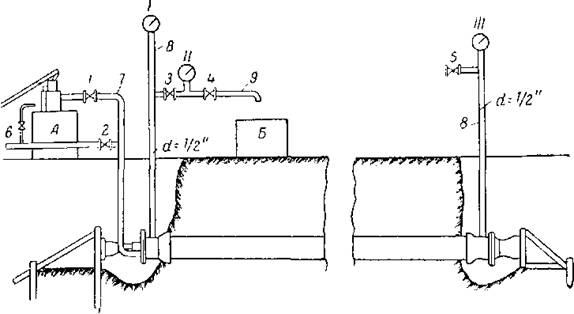
Сурет 1. Гидравликалық сынауға арналған құбыр желісінің сынақ учаскесі жабдықтарының схемасы:
I, II III - манометрлер; А - гидравликалық пресс; Б -өлшеуіш ыдыс; 1, 2, 3, 4, 5 - шұралар(витель); 6 -құбырды толтыруға арналған құбыр; 7-гидравликалық пресс құбыры; 8-көтергіштер; 9-суды Б өлшеуіш ыдысына шығаруға арналған құбыр.
Алдын ала сынақ жүргізу кезінде құбырды қысыммен кемінде 10 минут ұстайды, осыдан кейін қысымды жұмыс қысымына дейін төмендетеді және құбырды тексереді.
10 МПа дейінгі қысыммен технологиялық құбырларды пайдалануға тапсыру кезінде монтаждау ұйымы мынадай технологиялық құжаттамаларды тапсыру гажет: құжаттама тізімдемесін; дәнекерлеу материалдарына сертификаттарды; құбыржолдардың дәнекерленген қосылыстарының сапасын бақылаудың физикалық әдістерімен тексеру актілерін және механикалық сынақтардың хаттамаларын; құбыржолдардың беріктігі мен тығыздығына сынау актілерін; куәліктердің нөмірлері көрсетілген дәнекерлеушілердің тізімдерін, дәнекерлеу жұмыстарының журналдарын; құбыржолдардың атқарушы схемаларын; ғимараттарды, құрылыстарды, траншеяларды және тірек конструкцияларын монтаждауға тапсыру-қабылдау актілерін; құбыржолдардың ішкі тазалау сапасын тексеру актілерін; дәнекерлеу қосылыстарын термиялық өңдеу журналын.
Куәландыруға және тіркеуге жататын жаңадан жөнделген құбыржолдарды пайдалануға қосуға рұқсатты тапсырыс беруші құбыржолдарды қабылдау актісі және ол жүргізген техникалық куәландыру негізінде инженер-нұсқаушы береді.
Құбырларды апатсыз және тоқтаусыз жүргізу монтаждау жұмыстарының сапасын анықтайды.
Құрылыс нормалары мен ережелеріне сәйкес құбырлар жүйесі жұмыс орнында жинақталған блоктармен, бөліктермен монтаждалады.
Монтаждау жұмыстарына дейін төмендегідей дайындық жұмыстары жүргізіледі: құбырлардық жинақталған блоктары мен бөлшектерінің, арматурасының, тіреулері мен аспаларының жобадағы көрсетілген талаптарға, техникалық жағдайларға сәйкестігі, жинақтылығы;
құбырлар жүйесі орналасатын құрылыс объектілерінің жағдайын;
жалғанатын штуцерлердің түрлерін, өлшемдерін және орналасатын орындарының жобадағы сызбаға сәйкес келуін;
құбырлар жүйесінің бөліктермен, бөлшектермен, арматурамен және қосымша материалмен жабдықталуын;
құбырлар жүйесін күрдері жинақтау үшін қолданылатын алаңдардың, монтаждау механизмдерінің, саймандар мен құралдардың дайындалуын;
Құбырлар жүйесін монтаждау келесідей ретпен жүргізіледі:
құбырлар жүйесі жүргізілетін жолды бөлімдерге бөлу;
тіреулер мен аспалардың құрылымын орналастыру;
монтаждалатын орынға блоктар мен жеке бөлшектерді жеткізіп, көтеріп жобаланған орындарына орналастыру, бекітілуін тексеру;
жалғанатын жіктерді пісіруге дайындау, фланецті жалғамаларды жинастыру;
болаттың маркасына байланысты пісірілген жіктерді белгіленген режимде жылулық өңдеуден өткізу;
блоктың құрамына кірмей қалған арматура мен бөлшектерді орналастыру;
құбырлардың қозғалмайтын тіреулерде бекітілу сенімділігін, құрылыс нысандарына өткізілген жерлерінің бекуін және тіректер мен тіреуге арналған құрылымдарға бекітілу сапасын тексеру;
компенсаторлар, дренаж құрылымдары және бақылау мен автоматика құралдарын монтаждау;
құбырлар жүйесін гидравликалық, пневматикалық сынақтан өткізу;
металдың ұзаруын өлшеу үшін, 4500С ыстықта жұмыс жасайтын құбырлар жүйесіндегі бақылау бөліктерін (жобаға сәйкес) анықтау;
керекті түзетулер жасау үшін құбырлар жүйесінің остерінің орынын анықтау;
құбырлар жүйесінің жылу сақтайтын қаптамасын қаптау;
құбырлар жүйесін жуу және үрлеу.
Құбыр жүйесінің трассасын бөлу, құбырлардың тіректерін, аспаларын, құрылымды тіректерін орнату монтаждау сызбаларына сәйкес орындалады.
Құбырлар жүйесін монтаждау кезінде жермен байланысты жұмыстарды құрылыс талаптары мен нормаларына сәйкес орындайды.
Траншеялардың өлшемдері құбырлар желісінің түрлеріне, арналуына, диаметріне, жергілікті жердің тоң қату тереңдігіне (мұнай өнімдері үшін) байланысты болады. Траншеяның ені құбырлардың диаметріне байланысты болады және 1,5D-ға тең. Іші су толы траншеяның ені құбырды суға батыру үшін қолданылған жүктің енінен бір метр үлкен болады, бұрылыстарда жобадағы көрсетілген өлшемдер сақталуы керек.
Құбырлардың траншеяға орналасу тереңдігі құбыр үстінен есептегенде 0,8 м-ден кем болмауы керек, ал тасты жерлерде өтетін траншеяда 0,5 м-ге дейін азайтылуы мүмкін.
Жер қыртысының тау жыныстарына, тереңдігіне байланысты траншеяның көлденең қимасының түрі әрқалай болуы мүмкін.
Жарылыс жұмыстарына арналған 2м дейінгі шпурларды ПР-30Л, ПР-30К, ПР-2УЛ, ПР-2УЛБ маркалы пневматикалық перфораторлармен бұрғылайды. Егер шпурдың тереңдігі 2м көп болса бұрғы жарылыс жұмыстарын қайталап істейді. Сығылған ауа перфораторларға ЗИФ-ВСК-55, КС-9, ДК-9 және басқа жылжымалы компрессорлармен беріледі. Шпурлар өзі жылжитын тракторға монтаждалған бұрғылау қондырғыларының көмегімен бұрғыланады. Бұл бұрғылау қондырғылары бір нүктеден тереңдігі 2,5м дейінгі тік және көлбеу бірнеше шпур бұрғылай алады.
Қазіргі заманда мұнайгаз өнімдерін тасымалдау үшін негізінен болат құбырлар қолданылады. Алюмин қоспасы құймасынан дайындалған құбырлар да қолданылуы мүмкін. Метал емес (пластмасса, асбоцемент, темірбетон) құбырларды қолдану мүмкіншіліктері де қарастырылуда.
Құбырлар жүйесін құрылымдауда балқытып немесе қысым арқылы жалғасатын шеттерін біріктіру әдістері қолданылады.
Балқытып пісіру үшін жалғануға тиіс құбырлардың түйіскен шеттері қол дугалық пісіру әдісінің көмегімен балқытылып, қоспа материалмен үшеуі қатты біртекті күйге көшеді. Бұл кезде механикалық жүктеме қолданып құбырлардың түйіскен жерлерін бір біріне сығымдаудың қажеті жоқ. Құбырлар жүйесін құрылымдауда электрдугалық қолдай, автоматты флюспен, жартылай автоматты газды қоршау ортада жүргізілетін пісіру қолданылады.
Қысыммен пісіру түйісетін құбырлар шетін балқу жағдайына дейін қыздырып, бір біріне итеріп сығымдау арқылы кіріктіріп жалғануына мүмкіншілік жасалады.
Пісіріп жалғау алдында құбырлардың шеттері ластан, мұздан тазаланады, түзетіледі. Майысқан шеттерін түзету үшін арнаулы домкраттар қолданылады, егер күшті ішкі центрлегіштер болған жағдайда центрлеу мен түзету қатар жүргізіледі.
Электрдугалық пісіру алдында құбыр шеттерінің ішкі және сыртқы беттерін құбыр шетінен 10мм дейінгі аралықты жалтырағанша ұқыптап тазалайды. Ол үшін қайрақ дөңгелектері бар шлифмашиналар, болат щеткалы электр немесе пневможетектері бар машиналар қолданылады. Қыс кезінде электрдугалық пісіру алдында болат құбырлардың шеттері инжекциялық қыздырғыштармен, форсункалармен кептіріледі.
Құбырлардың пісірілетін шеттері электрдугалық әдіспен пісіру кезінде іштен және сырттан қойылатын центраторлардың көмегімен жиналады, пресстелетін пісіру әдісін қолданған кезде арнаулы пісіру головкасымен жалғанады.
Мұнайгаз құбырлар жүйесін пісіру-монтаждау жұмыстары үш түрлі әдіспен жүргізіледі: 1) үздіксіз ұзарту; 2) ағымды бөлшекті; 3) базалық.
Трассада тізіліп тасталған құбырлар трубаукладчиктің көмегімен жіктестіретін және айналдыратын стендқа беріледі. Жіктестіріліп центрленгеннен кейін екі құбырды әр жерінен пісіру арқылы бір біріне қатырылады. Сыртқы центраторды алған кезде екі пісіруші электрдугалық пісіру әдісімен бірінші қабатын пісіріп үлгереді. Дайын болған бірінші қабаттың үстінен ПТ-56 пісіру головкасының көмегімен автоматты түрде қалған қабаттарын пісіреді. Осылай дайын болған 24м құбырды басқа стеллажға орын ауыстырады да келесі құбырмен пісіріп жалғай береді.
Жер астына орналастырған кәсіпшілік құбырлар жүйесін топырақтың коррозиялық қабылетіне байланысты битумды, битумды-резиналы, және полимерлік қорғау материалдарымен қаптайды.
Кәсіпшілік құбырлар жүйесін апатсыз пайдалану және қолдану мерзімін ұзарту, антикоррозиялық материалдың сапасына байланысты. Сондықтан коррозиядан қорғайтын материалдар төмендегідей сапаға сәйкес болу керек:
1) қаптамадан су өтпеуі керек;
2) құбыр бетімен қаптама арасындағы жабысу күші мықты болу керек;
3) қаптама электр тогын өткізбеуі керек;
4) қаптаманың құрамында құбырдың бетін жейтін қоспа болмауы керек;
5) қаптама құбырды көму жұмыстары кезінде, құбырлардың температуралық ұзару қысқару кезінде әсер ететін механикалық жүктемелерге бұзылмай қарсы тұра білуі керек;
6) қаптама арзан болу керек.
Құбырлардың қалыпты және ұзақ жұмыс істеуін қамтамасыз ету үшін алдын-ала бірнеше маңызды бөлшектерге назар аудару керек
- Біріншіден, құбыр жүйесінде барлық құбырлар сапалы түрде өзара байланысты болуы керек;
- Екіншіден, құбырлардың байланыстырушы бөлшектермен, фитингтермен, арматуралармен, компенсаторлармен және т. б. бірдей сапалы байланысын қамтамасыз ету қажет.;
- Үшіншіден, құбырдың конструкциясын дұрыс таңдау маңызды рөл атқарады.
Құбырлардың қосылыстарына ерекше талаптар қойылады, олардың ішіндегі ең маңыздысы:
- Қысым астында құбырды пайдалану үшін беріктік;
- Тығыздық;
- Сыртқы факторлар мен агрессивті ортаның әсеріне төзімділік;
- Орнатудың қарапайымдылығы мен жылдамдығы.
Құбыр қосылыстарының түрлері:
Құбырларды қосу опциясы құбырдың қосылыстары ажыратылатын және ажыратылмайтын болып бөлінеді.
Ажыратылатын типтегі қосылыстарға мыналар жатады:
- Бұрандалы,
- Фланецті және т. б.
Ажыратылмайтын қосылыстарды бекітуші немесе негізгі бұйымдардың элементтерін механикалық деформациялау жолымен (мысалы, тойтарумен (клепкой), айналма соғумен (вальцовкой), июмен (гибкой), нүктелеумен (кернением), безеулеумен (чеканкой), керіліспен қосу арқылы (соединением с натягом)), физикалы-химиялық тәсілдермен (пісіру, дәнекерлеу, жапсыру, замазкамен қосу), бұйымдарды материалды ерітінділеріне салу арқылы (қорамалау), сонымен қатар жиынтық тәсілдермен алады. Мұндай қосылыстарды негізгі немесе бекіткіш бұйымдарды бұзу немесе деформациялау жолымен бөліп алуға болады.
Ажыратылатын қосылыстарға резьбалы, штифтілі, шлицевті, найзаласқан (байонетті), фрикциялық және тағы басқа қосылыстарды жатқызады. Олардың барлығы функциялық қасиеттерін бұзбай бірнеше рет жиналып, бірнеше рет бөлшектеле алады.
. Қосылу принципі көптеген факторларды ескере отырып таңдалады:
- Қосылыс бөлшектері жасалған материал;
- Болашақ құбыр желісін пайдалану шарттары;
- Құбырлар арқылы тасымалданатын заттың температурасы;
- Құбыр ішіндегі қысым;
- Тасымалданатын өнімнің физикалық және химиялық ерекшеліктері.
Болат құбырларды қосу үшін келесі әдістер жиі қолданылады:
- Дәнекерлеу;
- Бұрандалы;
- Фланецтер.
Құбыр арнайы байланыстырушы элементтерді, бекіткіштер мен арматураларды қолдана отырып, жабдықтың құрылымдық элементтерімен өзара байланысқан құбырлардан тұрады.
Мақсатына байланысты жоғары, орташа және төмен қысымды құбырлар бөлінеді. Құбырлардың барлық түрлері үшін жалпы талап-өткізу саңылауының тазалығы, толық өткізбеушілік, беріктік және техникалық қызмет көрсетудің қарапайымдылығы.
Құбыр жүйесінің мақсатына байланысты шойын, болат, мыс, жез, алюминий және пластикалық құбырлар қолданылады. Ең жиі қолданылатын болат құбырлар. Өндіріс әдісіне байланысты толық созылған (жіксіз) және дәнекерленген құбырлар ажыратылады.
Құбыр жүйелерін құрастыру кезінде орындалатын барлық операцияларды сатып алу және құрастыру болып бөлуге болады.
Дайындау операцияларына мыналар жатады: құбырларды белгілеу, кесу, тазалау, ию, жиектеу, жаншу, дәнекерлеу және бөлшектерді құрастыру бірліктеріне жинау, өлшемі, пішіні және сыртқы түрі бойынша тексеру және бақылау, гидравликалық сынау және таңбалау.
Ең күрделі операция-бұл құбырларды ию, оны қолмен және механикалық түрде, толтырғышпен жасауға болады.
Ең бастысы-иілу (изгиб) радиусын таңдау, өйткені ол құбырдың жұмысына айтарлықтай әсер етеді. Иілу радиусы құбырдың диаметріне және оның қабырғасының қалыңдығына байланысты таңдалады.
Иілу процесін механикаландыру үшін электр, пневматикалық немесе гидравликалық жетегі бар құбырларды бүгу машиналары қолданылады.
Магистральдық құбырлар тікелей муфталардың көмегімен қосылады; муфтаның сыртқы бетінде оны құбыр кілтімен ұстап алуға арналған қабырғалар бар. Құбырларда қысқа немесе ұзын ою (резьба) болуы мүмкін.
 Сурет 1. Құбыр қосылыстары
Сурет 1. Құбыр қосылыстары
| а - қысқа бұрандалы құбырларды құрастыру 1 - жалғағыш муфта 2 - құбырдың соңы | б - Құбырларды айдау кезінде құрастыру 1 - муфта 2 - құбыр 3 - контргайка |
Құрастыру технологиясының ерекшелігі-құбырлардың элементтері мен түйіндері әртүрлі құрылымдар мен өлшемдерге ие. Сызбада көрсетілген дәлдік элементтері мен түйіндерінің өлшемдерін алу үшін оларды арнайы құрылғылардың көмегімен таңбалауға сәйкес құрастыруды ауыстыру керек.
Жобалық құбыр желілерінің элементтері мен тораптарының габариттік өлшемдерінің ауытқуы 3 м±5 мм-ге дейінгі мөлшерде, ал әрбір келесі толық метрге қосымша ± 2 мм-ден аспауы тиіс, жалпы ауытқу ± 15 мм-ден аспауы тиіс.
Құбыр дайындайтын цехтар мен шеберханалар жағдайында элементтер мен тораптар бөлшектерді орнату, оларды берілген жағдайда бекіту және бекіту үшін қажетті құралдармен және кондукторлармен жабдықталған арнайы стендтерде жиналады. Жиналатын бөлшектер мен құбырлардың мөлшері мен формасы бойынша айтарлықтай рұқсаты бар болғандықтан, құрастыру стендтері мен құрылғыларының конструкциялары айтарлықтай ауытқулары бар элементтерді жинауға мүмкіндік беретін реттеу құрылғыларымен (алынбалы, ауыспалы және бұрандалы бекіткіштер мен қысқыштар) жабдықталған.
Құрастыру стендтері коллекторлардың жұмыс істеуі ыңғайлы болатындай биіктікке ие болуы керек: олардың ұзындығы мен ені жиналған элементтер мен түйіндердің максималды мөлшеріне сәйкес келуі керек. Құрастыру стендтерінің конструкциялары элементтер мен түйіндердің конфигурациясына, құбырлардың диаметріне, қосылыстар типіне (ажырайтын, ажырамайтын), материалына байланысты. Құрастыру стендтері профильді металл прокатынан артқы жағынан жоғары қарай бұрылған арналардың үстіңгі едені бар рамалар түрінде немесе табақ металдан жасалған қатты едені бар рамалар түрінде жасалады. Құрастыру стендтеріне арналған құрылғылар әмбебап немесе арнайы болуы мүмкін.
Сурет 2. Құбыр элементтерін жинауға арналған стенд:
1-жалпақ фланецтерді толтыруға арналған құрылғы, 2-бұрмаларды жинауға арналған құрылғы, 3 — үстел, 4-призмасы бар арба, 5-дәнекерленген түйістіргіш фланецтерді жинауға арналған құрал.
Суретте құбыр-фланец, құбыр-бұрғыш және фланец-құбыр-бұрғыш типті 500 мм-ге дейін шартты өтуі бар құбыр элементтерін жинауға арналған ең көп таралған стендтердің бірі көрсетілген.
Стендте элементтерді жинау кезінде түйісетін бөлшектердің жиектерін құбырлармен тазарту және түзету, оларды біріктіру және Электрмен дәнекерлеу қажет. Құбырлар мен бөлшектерді стендте орталықтандыру тасымалдау призмалары мен құрастыру құрылғыларының тігінен реттеу механизмінің көмегімен жүзеге асырылады.
Әр түрлі конфигурациядағы кеңістіктік және жалпақ түйіндер әмбебап стендтерде жиналады. Тегіс түйіндермен салыстырғанда кеңістіктік түйіндердің ауырлығы салыстырмалы түрде аз; жалпақ түйіндер шағын партияларда шығарылады.
Сурет 3. Жазық тораптарды құрастыруға арналған стенд:
1 — тарақ үстелі, 2-призмасы бар арба, 3 - жиналатын торап, 4-бұрмаларды жинауға арналған құрал, 5-жылжымалы бағыттаушы
Шартты өтуі 350 мм-ге дейінгі жазық тораптарды құрастыруға арналған стенд (сурет 3) арналардан базалық беті бар тарақ түріндегі 1 дәнекерленген үстелден тұрады.
Құбырлардың сенімділігі мен қауіпсіздігі олардың құрылымының беріктігі мен тығыздығымен анықталады және көптеген келесі жағдайларға: материалдардың сапасы және оларды дұрыс таңдау, есептеу дәлдігі, монтаждау жұмыстарын орындау сапасы, дәнекерленген қосылыстарды бақылау көлемі, пайдалану шарттарына байланысты.
Құбырдың сенімділігін бағалауға мүмкіндік беретін негізгі тексеру әдісі, оны жиналған күйінде сынау болып табылады. Сондықтан монтаждау жұмыстарынан кейін барлық технологиялық құбырлар оларды пайдалануға бермес бұрын беріктік пен тығыздыққа тексеріледі.
Сынақ басталғанға дейін магистраль мұқият сыртқы зерттеуден өтеді. Тексерудің мақсаты құбыржолдың алдағы сынақ іс-шараларына дайын екендігін анықтау болып табылады. Тексеру кезінде келесі жұмыстар жүргізіледі:
- буындарды тексеру;
- арматураны монтаждаудың дұрыстығы бағаланады;
- аспалар мен тіректерді монтаждау;
- магистралдан ауаны шығару мүмкіндігі анықталады;
- сумен толтыру және сынаудан кейін оны ағызу.
Құбыржолдар құрастыру-дәнекерлеу жұмыстары аяқталғаннан кейін, қажет болған жағдайда термоөңдеу, дәнекерлеу қосылыстарының сапасын бұзбайтын әдістермен бақылау, барлық тіректер мен аспаларды орнату және бекіту жүргізіледі:
- сыртқы тексеру;
- беріктік пен тығыздыққа сынау;
- қажет болған жағдайда герметикалығын қосымша сынауға.
Сыртқы тексеру: монтаждалған құбыржолдың жобалау құжаттамасына сәйкестігін; тиек құрылғыларын орнатудың дұрыстығын, олардың жабылуы мен ашылуының жеңілдігін; барлық жобалық бекітпелерді орнатуды және барлық уақытша бекітпелерді алуды; ауа жібергіштер мен дренаждарды кесуді қоса алғанда, барлық дәнекерлеу жұмыстарының аяқталуын; термоөңдеу жөніндегі жұмыстардың аяқталуын (қажет болған кезде) тексеруді көздейді.
Сынау түрі (беріктігі мен тығыздығына, герметикалығына қосымша сынау), сынау тәсілі (гидравликалық, пневматикалық) және сынау қысымының шамасы әрбір құбыржол үшін жобада көрсетіледі.
Әдетте, бүкіл құбыр сынаққа ұшырайды. Құбыржолдарды жылу немесе тоттануға қарсы оқшаулағышы бар жекелеген учаскелермен сынақтан өткізуге жол беріледі.
Сынақ жүргізу кезінде құбырға орнатылған барлық тиек арматурасы толық ашық болуы тиіс, реттеуші клапандар мен өлшеу құрылғыларының орнына тығыздамалар — тығыздағыштар монтаждық катушкалар орнатылуы тиіс; барлық ойықтар, штуцерлер, бобышкалар сөндірілуі тиіс.
Технологиялық құбырлар үшін шартты қысымы 10 МПа дейінгі құбырлардың беріктігі мен тығыздығын сынау гидравликалық немесе пневматикалық болуы мүмкін. Әдетте, сынақ гидравликалық әдіспен жүзеге асырылады. Гидравликалық сынақты пневматикалық сынаққа ауыстыруға мынадай жағдайларда жол беріледі:
а) егер көтергіш құрылыстық конструкция немесе тіректер құбырды сумен толтыруға есептелмесе;
6) қоршаған ауаның температурасы 0°С төмен және құбырдың жекелеген учаскелерінің қату қаупі кезінде;
в) егер сұйықтықты (суды) өзге себептер бойынша қолдануға жол берілмейтін болса.
10 МПа-дан жоғары шартты қысымға есептелген құбырлардың беріктігі мен тығыздығына сынауды гидравликалық тәсілмен жүргізген жөн.
Магистральдық құбырлардың беріктігін сынау және герметикалығын тексеру учаске немесе бүкіл құбыр толық дайын болғаннан кейін жүргізілуі керек.
Құбыржолдардың беріктігін сынау және герметикалығын тексеру газ құбырлары үшін гидравликалық (сумен, қатпайтын сұйықтықтармен) немесе пневматикалық (ауамен, табиғи газбен) тәсілмен және мұнай және мұнай өнімдері құбырлары үшін гидравликалық тәсілмен жүргізілуі тиіс.
Таулы және қырлы жерлерде газ құбырларын сынауды аралас тәсілмен (ауамен және сумен немесе газбен және сумен) жүргізуге рұқсат етіледі.
Құбырларды гидравликалық сынау-бұл құбырларды пайдаланудың әртүрлі кезеңдерінде жүзеге асырылатын іс-шаралар жиынтығы, бірақ көбінесе бұл сынақтар құбырлар салынғаннан кейін, оны іске қоспас бұрын бірден жасалады.
Гидравликалық сынақтарды бастамас бұрын мұқият дайындық жұмыстарын жүргізу керек. Ол үшін құрылым бөліктерге бөлінеді, содан кейін оны сыртқы тексеру жүргізіледі. Келесі кезеңде техникалық құжаттама тексеріледі.
- Конструкцияға вентиль және қажетті тығындармен бекітіледі
- Тығыздағыштар мен толтырғыштарға уақытша коммуникациялар қосылады.
- Сыналатын учаскені магистральдан ажыратады және қажетті тиек арматурасымен (тығындармен) жабдықтайды.
- Содан соң құбырдың сынақ сегменті жабдықтан ажыратылады.
Гидравликалық сынақтар кезінде құрылымның беріктігі мен тығыздығы анықталады, оның көлемі де анықталады. Мұндай тексерулер әртүрлі пайдалану кезеңдерінде құбырлардың барлық түрлерінен өтеді.
Әдетте, тексеру процедурасы бірнеше маңызды пункттарды қамтиды. Гидравликалық сынау үшін құбыр желісінің сенімділігін дәл анықтау үшін экстремалды жағдайлар жасалады. Бұл жағдайда тексеру қысымы әдеттегіден 1,25–1,5 есе көп болуы мүмкін.
Тексеру қысымы гидросоққы туғызбау немесе басқа авариялық жағдай туғызбау үшін Құбырға баяу және бірқалыпты айдалады. Қысым көрсеткіштері, жоғарыда айтылғандай, стандартты пайдалану нормаларынан асады.
Құбырларды гидравликалық тексеруді қандай жағдайларда жүргізу қажет?
Құбыр желісіне гидравликалық тексеру жүргізу үшін келесі шарттарды сақтау қажет:
- көтергіштегі пайдалану нүктелері сынақ үшін бір уақытта іске қосылады, алайда бұл ереже әрдайым міндетті емес және нақты жағдайға байланысты жеке анықталады;
- температуралық өлшеулер құрылымдағы шеткі нүктелер бойынша ғана орындалады;
- сынақ жұмыстарын жүргізгеннен кейін жүйеден суды толығымен алып тастау қажет;
- құбыр төменнен жоғары қарай толтырылады. Бұл ереже ауаны дұрыс ығыстыру үшін қажет және қысымның артуымен, сондай-ақ ауа кептелісімен байланысты төтенше жағдайларды болдырмауға мүмкіндік береді;
- гидравликалық сынақтар кезінде қоршаған ортаның температурасы +5°C-тан төмен болмауы керек.
Бұл шарттар құбырдың түріне және ол тасымалдайтын жұмыс ортасына қарамастан сақталуы керек.
Гидравликалық сынақ жұмыстарын жүргізу кезектілігі:
Гидравликалық тексеру жөніндегі іс-шаралар белгілі бір ретпен орындалады. Осы процестің негізгі кезеңдерін қарастырайық:
1. Құбыр желісін тазарту.
2. Крандарды, бітеуіштерді және өлшеу жабдықтарын (манометрлерді) монтаждау.
3. Су және гидравликалық престі қосу.
4. Құбырды сумен қажетті деңгейге дейін толтыру.
5. Құбыр конструкциясының зақымдануының бар-жоғын тексеру (деформацияланған жерлер белгіленеді).
6. Проблемалық учаскелерді жөндеу.
7. Қайта тексеру жұмыстарын орындау.
8. Құбырдан ажырату және жүйеден сұйықтықты алып тастау
9. Крандарды, бітеуіштерді және манометрлерді демонтаждау.
Барлық осы манипуляциялар немқұрайлылық пен төтенше жағдайларды болдырмау үшін құрылыс нормалары мен ережелеріне сәйкес жасалуы керек.
Құбырларды пневматикалық сынау олардың беріктігін тексеру үшін жүргізіледі. Қысымның төмендеуін анықтай отырып, тығыздыққа сынауды олардың беріктікке алдын ала сынағынан кейін кез келген тәсілмен жүргізеді. Пневматикалық сынақ ауамен немесе инертті газбен жүргізілуі керек, ол үшін жылжымалы компрессорлар немесе сығылған ауаның зауыттық желісі қолданылады.
Пневматикалық сынақтар басталғанға дейін сынақ жұмыстарын қауіпсіз жүргізу жөніндегі Нұсқаулық әзірленуге тиіс, онымен сынақтың барлық қатысушылары таныстырылуға тиіс.
Құбырларды пневматикалық сынауға арналған аспаптарды қосу схемасы:
Пневматикалық сынақ жүргізу үшін: 7 компрессор, 5 екі серіппелі манометр-біреуі компрессордан сығылған ауаны жеткізуге арналған құбырда, екіншісі құбырдың сыналатын учаскесінің қарама-қарсы шетінде; бір құбырлы сұйық манометр; сұйық манометрге арналған бак қажет.
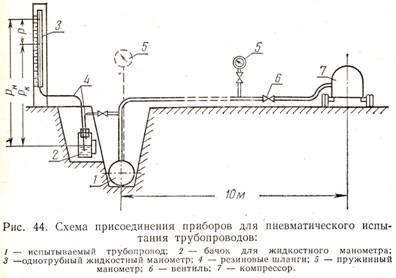
Құбырларды пневматикалық сынауға арналған аспаптарды қосу схемасы:
1-сыналатын құбыр, 2 - сұйық манометрге арналған бак, 3- бір құбырлы сұйық манометр, 4 - резеңке шлангілер, 5 - серіппелі манометр, 6- вентиль, 7 - компрессор
Пневматикалық сынақ жұмыстарын жүргізу кезектілігі:
Құбырларды пневматикалық сынауға дайындау гидравликалық сынау сияқты жүргізіледі.
Пневматикалық тәсіл кезінде сыналатын учаскенің ұзындығы асбест-цемент, шойын және болат құбырлар үшін 1 км - ден, ал полиэтилендер үшін 0,5 км-ден аспауы тиіс.
Құбырдың сыналатын учаскесіндегі ақаулар келесі әдістердің бірімен анықталады:
- ағып жатқан ауаның дыбысы бойынша;
- түйіспелі қосылыстарға сынау алдында жағылатын сабын эмульсиясының көпіршіктері бойынша;
- ағып жатқан ауаның иісі бойынша (полиэтиленнен басқа кез келген құбырларда).
Егер құбырда ағып кету немесе басқа ақаулар табылмаса, құбыр сынақтан өтті деп есептеледі.
ХХІ ғасыр-құбырлар ғасыры. Мұнай және газ тасымалдау артериялары үшін көптеген құбырлар қажет, және жіксіз өнімдермен жұмыс жасалынбайды. Жіксіз құбырлар, олардың көптеген артықшылықтары бар, тұтынушы тұрғысынан өте маңызды кемшіліктерге ие-олар өндірісте қымбат. Сонымен қатар, жіксіз құбырлардың басты артықшылығы – үлкен қысымға төтеп беру қабілеті әрдайым сұранысқа ие емес. Көптеген құбыр желілерінде құбырлардағы қысым ешқашан жіксіз құбырларды қолдануды қажет ететін жүздеген атмосфераға жетпейді. Тағы да-металл өңдеу технологиялары тоқтап қалмайды және қазіргі уақытта дәнекерлеудің беріктігі дәнекерленген құбырларға отыз-қырық жыл бұрынғыдан бірнеше есе көп қысым жасауға мүмкіндік береді. Сондықтан, дәнекерленген құбырлар өз позициясын сақтап, кейбір жерлерде тіпті жіксіз құбырлармен бәсекелестікте жеңіске жететіні таңқаларлық емес. Қалай болғанда да, қазір үлкен диаметрлі құбырлардың жартысына дейін дәнекерленген.
Электр дәнекерлеудің пайда болуымен тігіс құбырлары түзу және спиральды болып бөлінеді.
Құбырларды пісіру. Қабырға қалыңдығы 3-5 мм болатын, диаметрі – 100 мм-ден аспайтын құбырларды газды пісіргіштермен пісіреді. Көбінесе үйлердің жылыту жүйесін, ыстық және суық сулар құбырларын жүргізген кезде қолданылады.
Көміртекті болаттан, түсті металдан және қорытпалардан жасалған түтіктерді пісіреді. Пісіру әдісін таңдағанда көбінесе құбырлардың қырларын түйістіріп пісіру әдісін қолданған жөн, себебі осы кезде оның қырларын қарапайым жолмен өңдейді және газ шығыны төмен болады (4.6 кесте). Қабырға қалындығы 3 мм-ге дейінгі түтіктерді пісіргенде олардың қырларын өңдемей-ақ, аралығындағы саңылауды 1,5 мм етіп пісіреді, ал қабырғасы қалың түтіктердің қырларын Ү-тәрізді етіп 70-900С бұрышпен өңдеп, 1,5-2,5 мм доғалдандырып, аралық саңылауды 2-3 мм қойып пісіреді.
Түтіктерді құрау мен орталықтандыруды арнаулы аспаптармен жүргізеді: диаметрі 60-89 мм аралығындағы түтіктер үшін орталық дәлдегіш струбциналар, ал 48-159 мм түтіктер үшін арнаулы аспаптар қолданылады.
Түтіктерді пісіруді оң жақ немесе сол жақ тәсілдермен жүргізе береді. Бұрылыстағы жалғауларды оттық және қоса пісірілетін металды (4.11-суретте) көрсетілгендей төменгі әдіспен пісіреді. Жік аздаған дөңес болуы үшін балқыған металл ваннасы түтіктің жоғарғы бөлігінен сәл төмендеу болуы шарт. Осы әдіспен ұзындығы 30-50 мм ұстағыштармен ұстатылған иінді түтіктерді де пісіруге болады. Пісіру кезінде, әсіресе жіктің аяқталар жеріне қатты көңіл бөлу керек.
Түтіктердің айналмайтын тура бөлігін екі кезеңмен пісіреді: диаметрі 100 мм-ге дейінгі түтіктердің астына алдымен жік жасайды, ал содан кейін үстіңгі жағын төменгі әдіспен пісіреді. Диаметрлері 100 мм-ден асып кететін түтіктерді төрт кезеңге бөліп пісіреді: алдымен астыңғы жағын екіге бөліп пісіреді де, үстіңгі жағында екіге бөледі. Төменгі және жоғарғы жіктер бір – біріне қарама – қарсы салынады және олар бір – бірлерін 30-40 мм-ге айқасып жабу керек.
Құбырды түйістіріп пісіру:
Құбырды пісіру жұмысын бастамастан бұрын біз пісірілетін бұйымдарды дайындап аламыз. Біріншіден 100 мм-ге дейінгі құбырларды кесіп дайындаймыз, кесілген құбырдың шеткі жағын таттан, ластан, сыр т.б пісіру барысында кедергі келтіретін зиянды заттардан көмекші құралдардың көмегімен тазалап аламыз. Құбырды пісіру өткен сабақтағы секілді жиегін қиғаштап немесе қиғаштамай арқылы жүзеге асырылады. Яғни қабырғасы 4 мм-ге дейінгі құбырды жиегін қиғаштамай пісіруге рұқсат етіледі, егер қабырға қалыңдығы 4 мм-ден жоғары болған жағдайда V тәрізді жиегін қиғаштап пісіретін боламыз. Жиегін қиғаштап пісіру кезінде құбырға фаска салынып, оның қиғашталмаған жері(притупление) қалдырылады.
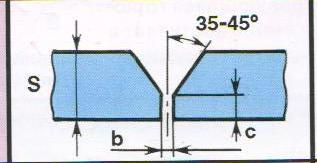
1-сурет. V тәріздәі жиегін қиғаштау
Құбыр дайын болғаннан соң ол екі немесе үш жерден ұстатылатын болады. Құбырды пісіру бұрылысты немесе бұрылыссыз болып бөлінеді.Бұрылысты пісіру құбырды айналдыру арқылы орындалады.Мысалы, төменде көрсетілген 90◦ бұрышпен бұрылысты пісірілген құбырды алуға болады.
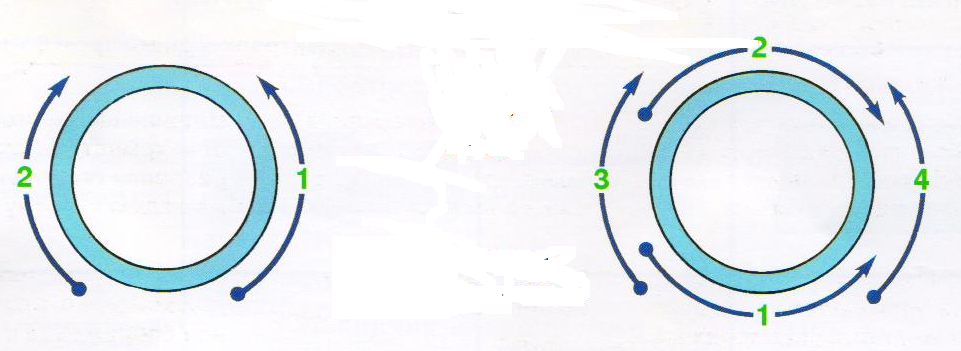

- жіктің басталған жері.
- жіктің аяталған жері
2-сурет. 90◦ бұрышпен бұрылысты пісіру.
Құбырды бұрылыссыз пісіру көбіне құбыр қозғалмайтын жағдайда орындалады.
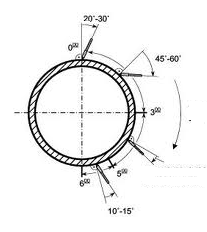 3-сурет. Құбырды бұрылыссыз пісіру.
3-сурет. Құбырды бұрылыссыз пісіру.
Пісіру кезінде пісіру жітерінің барлық түрлері кездесетін болады, нактырақ
айтатын болсақ астынан істеген кезде төбелік жік, жанынан орындағанда тік жік оындалады, бұл кезде электродты ұстау бұрышын өзгертпеу керек.
Қабырғасы 4 мм-ге дейінгі құбырларды бір қабатты пісірсе, одан жоғарыны көп қабатты қылып пісіреді. Бірінші жікті түбір алу үшін пісірсе, одан әрі қабаттарды толтыра қалыңдығына қарай пісіреді.(4-сурет)
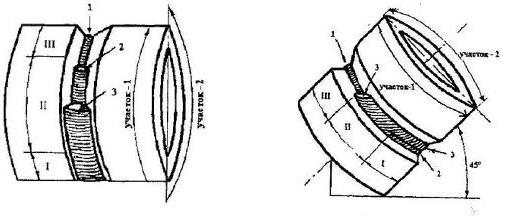
4-сурет. Құбырды көп қабатты пісіру.
Пісіру кезінде жік аяталған жерді міндетті түрде тазалаймыз. Аяқталған жерден бастаған кезде көбірек қыздыра ұстауымыз керек , жікті аятаған кезде құлыптау (замок) ретінде тағы да балқытып өтетін боламыз. Мұндай жағдайлар пісіру кезінде орын алатын ақауларға төтеп береді. Пісіру барысында сыртқы және ішкі ақаулар орын алуы мүмкін, мысалы шашырау, тесіктер, ойықтар, күйіп кету, пісірілмеу, жарыұтар, кеуектер т.б. Осы ақаулардың алдын алуымыз керек.
1) Монтаждау жұмыстарын шартты түрде екі кезеңге бөлуге болады —
ұйымдастыру және монтаждау. Ұйымдастыру кезеңінде келесідей жұмыстар жүргізіледі:
- жобалық құжаттаманы алу және оқу;
- монтаждау материалдарын, монтаждау персонасы мен монтаждау тәсілін жинақтау;
- жабдыққа сұраныс беруді тексеру;
- стандартты емес жабдықтарды мекелерге және монтаждау дайындамаларын монтаждау мекемелерінің шеберханаларына түсіру және дайындау.
Монтаждау жұмыстары үш кезеңде орындалады:
1 дайындау жұмыстары кезеңі – жабдықты сұрыптау мен жинақтау, монтаждау әдісін дайындау, монтаждау құрылыс объектілерін тексеру және қабылдап алу, белгілеу жұмыстары, монтаждау болттарына тесіктер дайындау;
2 негізгі жұмыстар кезеңі – негізгі жабдықты бекіту жұмыстары, көмекші қондырғыларды жинақтау, жабдықты жуу және нақты жинау, жетек пен қорғаныш орнату, жабдықты жеке іске қосу;
3 соңғы жұмыстар кезеңі – жабдықты бос күйінде кешенді іске қосу,
жабдықты жүктемемен кешенді іске қосу және объектіні эсплуатацияға өткізу.
Құбырлар жүйесін монтаждау кезінде жермен байланысты жұмыстарды құрылыс талаптары мен нормаларына сәйкес орындайды.
Траншеялардың өлшемдері құбырлар желісінің түрлеріне, арналуына, диаметріне, жергілікті жердің тоң қату тереңдігіне (мұнай өнімдері үшін) байланысты болады. Траншеяның ені құбырлардың диаметріне байланысты болады және 1,5D-ға тең. Іші су толы траншеяның ені құбырды суға батыру үшін қолданылған жүктің енінен бір метр үлкен болады, бұрылыстарда жобадағы көрсетілген өлшемдер сақталуы керек.
Құбырлардың траншеяға орналасу тереңдігі құбыр үстінен есептегенде 0,8 м-ден кем болмауы керек, ал тасты жерлерде өтетін траншеяда 0,5 м-ге дейін азайтылуы мүмкін.
Жер қыртысының тау жыныстарына, тереңдігіне байланысты траншеяның көлденең қимасының түрі әрқалай болуы мүмкін.
Құбырлардың пісірілетін шеттері электрдугалық әдіспен пісіру кезінде іштен және сырттан қойылатын центраторлардың көмегімен жиналады, пресстелетін пісіру әдісін қолданған кезде арнаулы пісіру головкасымен жалғанады.
Мұнайгаз құбырлар жүйесін пісіру-монтаждау жұмыстары үш түрлі әдіспен жүргізіледі: 1) үздіксіз ұзарту; 2) ағымды бөлшекті; 3) базалық.
Соңғы жылдары құбырлар тізбегін жинау үшін 12 немесе 24м секцияларды салынып жатқан трасса бойында, траншеяның жағасында жинайтын жылжымалы пісіру базасын қолданады. Ол екі стендтен (жіктестіретін, айналдыратын) және жылжымалы пісіру аппаратынан тұрады.
Жіктестіретін және айналдыратын стенд бір біріне пісіріліп жалғанған шанаға бекітілген рамадан тұрады. Құбырлар жіктестіретін стендте координат осінің үш бағытында қозғала алады.
Өс бойынша көлденең бағытта құбырды жылжымайтын рамада қозғалатын дөңгелектері бар арбамен жылжытады, оған перпендикуляр бағытта арбаның үстінде орналасқан, айнлатын раманың көмегімен, тік остің бағытымен көтеру механизмінің күшімен құбырға айналып тұруға мүмкіншілік беретін екі ролик арқылы.
Жіктестіретін және айналдыратын стендтар бір бірімен ұзындығы айнымалы жалғастыру бөлшегі арқылы жалғанады.
Өзі жүретін жылжымалы пісіру агрегаты Т-100 тракторында монтаждалған. Ол арнаулы бұрылмалы белдікке орналасқан генератордан және ПТ-56 пісіру головкасынан тұрады.
Құбырларды секцияға пісіріп жалғау төмендегідей ретпен жүргізіледі.
Трассада тізіліп тасталған құбырлар трубаукладчиктің көмегімен жіктестіретін және айналдыратын стендқа беріледі. Жіктестіріліп центрленгеннен кейін екі құбырды әр жерінен пісіру арқылы бір біріне қатырылады. Сыртқы центраторды алған кезде екі пісіруші электрдугалық пісіру әдісімен бірінші қабатын пісіріп үлгереді. Дайын болған бірінші қабаттың үстінен ПТ-56 пісіру головкасының көмегімен автоматты түрде қалған қабаттарын пісіреді. Осылай дайын болған 24м құбырды басқа стеллажға орын ауыстырады да келесі құбырмен пісіріп жалғай береді.
Жер астына орналастырған кәсіпшілік құбырлар жүйесін топырақтың коррозиялық қабылетіне байланысты битумды, битумды-резиналы, және полимерлік қорғау материалдарымен қаптайды.
Кәсіпшілік құбырлар жүйесін апатсыз пайдалану және қолдану мерзімін ұзарту, антикоррозиялық материалдың сапасына байланысты. Сондықтан коррозиядан қорғайтын материалдар төмендегідей сапаға сәйкес болу керек:
1) қаптамадан су өтпеуі керек;
2) құбыр бетімен қаптама арасындағы жабысу күші мықты болу керек;
3) қаптама электр тогын өткізбеуі керек;
4) қаптаманың құрамында құбырдың бетін жейтін қоспа болмауы керек;
5) қаптама құбырды көму жұмыстары кезінде, құбырлардың температуралық ұзару қысқару кезінде әсер ететін механикалық жүктемелерге бұзылмай қарсы тұра білуі керек;
6) қаптама арзан болу керек.
Нефтегазовое строительство: Учеб.пособие для студентов вузов./В.Я.Беляева, и др. Под общ.ред.проф.И.И.Мазура и проф. В.Д.Шапиро/. – М.: Изд-во ОМЕГА-Л, 2005.
Изготовление и монтаж технологических трубопроводов: Учеб. длятехникумов.- 2-е изд., перераб. и доп.- М.: Стройиздат, 1986.- 286с.
Технологические трубопроводы и трубопроводная арматура:Учеб.пособие./В.В. Филиппов.
В.С. Логинов, Е.К. Кашковская, М.И. Хитрова. Пластмассовые газопроводы. - М.: Недра, 2011
В. М. Боровков, А.А. Калютик. Изготовление и монтаж технологических трубопроводов. - М.: Академия, 2012
Громов В.В. Магистралдық газ құбырының операторы Недра, 2009
Газ тарату жəне газбен жабдықтау жүйелерінің монтажы жəне құрылысы: Оқу құралы/ Ш.А. Косумова, И.А. Садуақасова, Б.Ж. Жирентаева, Ғ.Е.Құдайбергенов. – Астана: «Кəсіпқор» Холдингі» коммерциялық емес акционерлік қоғамы, 2018 ж.
Газ мұнай құбырларын салу және күрделі жөндеу: Оқу құралы/Билашев Б.А., Галиева А.Е., Кенжебаева К.М., Нургазинов М.С. –Астана: «Холдинг «Кәсіпқор» Коммерциялық емес акционерлік қоғамы, 2018 ж.
52








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

