




© 2021, Кублик Ольга Владимировна 384 0


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 21.11.2023 22:14

Кублик Ольга Владимировна
Специализация
Тема урока: Оборудование для горячей вулканизации резинового низа обуви. Прессы ПГВ-3-0 и ПГВ-ЗН-0.
Категория:
Прочее
08.11.2021 16:08

Просмотр содержимого документа
«Тема урока: Оборудование для горячей вулканизации резинового низа обуви. Прессы ПГВ-3-0 и ПГВ-ЗН-0.»
Опорный конспект урока
Тема урока: Оборудование для горячей вулканизации резинового низа обуви. Прессы ПГВ-3-0 и ПГВ-ЗН-0.
Метод горячей вулканизации является одним из наиболее экономичных. Производительность труда при изготовлении обуви этим методом значительно выше, чем при рантовом и клеевом, так как совмещаются операции формования, вулканизации, прикрепления подошвы и каблука. Последующая отделка практически отсутствует.
Сущность метода состоит в накладывании резиновой смеси на след заготовки верха обуви, надетой на металлическую колодку, и последующей выдержке этой смеси в закрытой пресс- форме при определенных давлении и температуре. Пресс-форма образуется при смыкании двух полуматриц, формующих боковую поверхность низа обуви, пуансона, определяющего форму ее ходовой поверхности, и следа колодки с заготовкой верха. Внутренняя полость пресс-формы соответствует форме подошвы и каблука.
В зависимости от характера создаваемого в пресс-форме давления различают три способа вулканизации низа обуви: внешнего давления, внутреннего давления, запрессовки.
При способе внешнего давления формование низа обуви из сырой резины, ее вулканизация и приклеивание к затяжной кромке заготовки верха обуви осуществляются перемещающимся пуансоном. При этом получается низ обуви монолитной структуры.
При способе внутреннего давления в состав резиновых смесей включают порообразователи, которые разлагаются при нагревании с образованием газовых пузырьков в еще не вулканизированной смеси. Давление, создаваемое этими газами внутри смеси, обеспечивает формование и получение пористой структуры низа обуви.
При способе запрессовки вулканизация происходит как за счет внутреннего, так и за счет внешнего давления. Резиновые смеси, содержащие порообразователи, подвергаются так называемому отпуску, происходящему при подъеме пуансона. При этом смесь быстро растет под действием внутреннего давления газов, после чего происходит запрессовка, сопровождаемая окончательным формованием низа.
Наиболее совершенным оборудованием для вулканизации низа обуви являются прессы ПГВ-3-0 и ПГВ-ЗН-О. Привод прессов от группового гидропривода ГП-2-150. Автоматическое управление работой пресса после включения производится командоаппаратом.
Привод командоагшаратов прессов также групповой от станции управления СУГВ-2-0.
ПРЕССЫ ПГВ-З-О И ПГВ-ЗН-0
Прессы ПГВ-3-0 и ПГВ-ЗН-0 предназначены для горячей вулканизации низа обуви монолитной или пористой структуры с обжимом губками полуматриц по следу или с боковым обжимом на некотором расстоянии от грани следа обуви. Прессы применяют для горячей вулканизации низа туфель, ботинок и полуботинок. Прессы двухсекционные.
Конструкции прессов в основном одинаковые. Пресс ПГВ-3-0 в отличие от пресса ПГВ-ЗН-0 имеет механизм поворота колодки. Кроме того, увеличено расстояние между верхними и нижними плитами, что дает возможность обрабатывать на прессе ПГВ-3-0 сапожки с высокими голенищами.
Рис. 182. Пресс ПГВ-ЗН-0
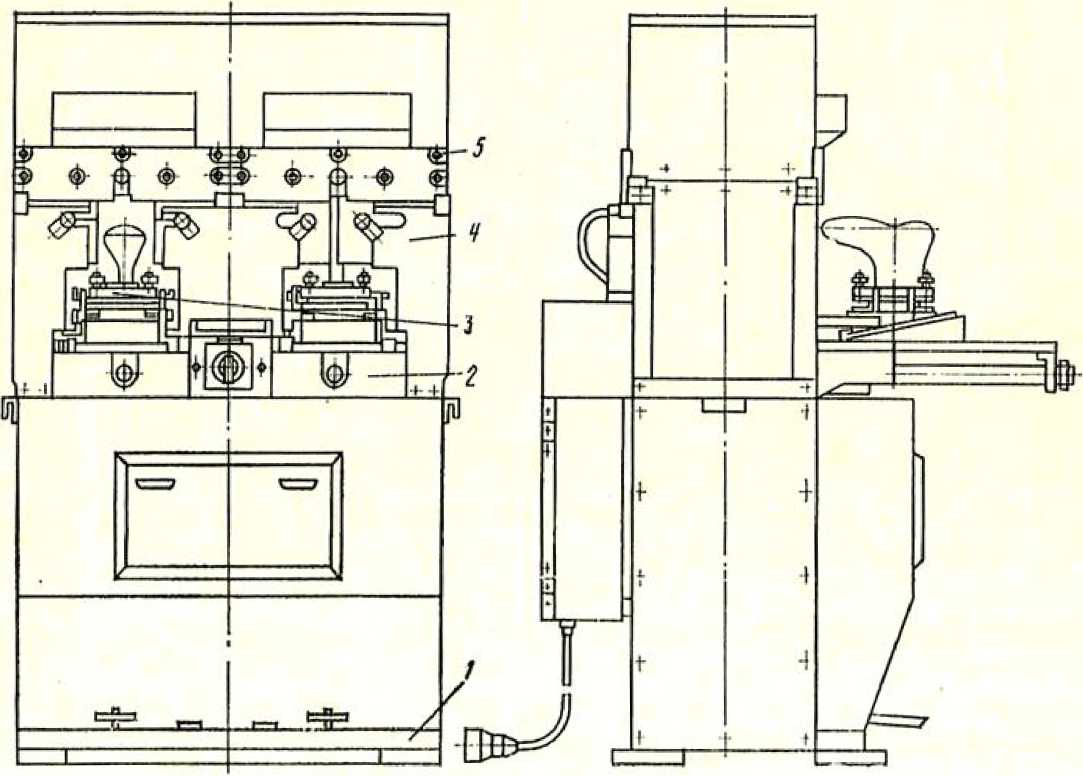 Пресс ПГВ-ЗН-0 состоит из сварной станины 1 (рис. 182), неподвижно закрепленной на ней нижней плиты 2, верхней плиты 5, жестко связанной с нижней стойками 4. На нижней плите установлены подвижные каретки 3 с колодками.
Пресс ПГВ-ЗН-0 состоит из сварной станины 1 (рис. 182), неподвижно закрепленной на ней нижней плиты 2, верхней плиты 5, жестко связанной с нижней стойками 4. На нижней плите установлены подвижные каретки 3 с колодками.
Рабочими органами пресса являются пресс-формы, которые состоят из колодки, полуматриц и пуансона. В исходном положении пресса колодка находится в зоне обслуживания, полуматрицы разведены, а пуансон поднят.
Работа на прессах осуществляется следующим образом. Заготовку верха обуви вручную надевают на колодку 20 (рис, 183), установленную следом вверх, на след накладывают заготовки, на след накладывают заготовки
подошвы и каблука из сырой резиновой смеси и, нажимая на педаль 31, включают пресс. После этого колодка перемещается в рабочую зону, полу матрицы 7 смыкаются, колодка поднимается, прижимая заготовку верха обуви к губкам полуматриц (при обжиме по следу), а пуансон 15 опускается, создавая давление на резиновую смесь.
После заданного времени выдержки пресс-форма раскрывается, колодка выходит из зоны обслуживания и обработанную полупару снимают.
Каждая секция пресса ПГВ-ЗН-0 имеет механизмы полуматриц, пуансона и колодки.
Механизм полуматриц. Полуматрицы , прижимаясь к заготовке верха с колодкой, закрывают пресс-форму, формуют урез подошвы и каблука. В полуматрицах расположены электронагреватели для сырой резиновой смеси. Полуматрицы перемещаются в горизонтальной плоскости. При закрывании пресс-формы полуматрицы сближаются, а при раскрывании расходятся.
Механизм пуансона. Пуансон передает давление резиновой смеси, одновременно нагревая ее. Форма рабочей поверхности пуансона соответствует форме ходовой поверхности подошвы и каблука. Пуансон нагревается расположенным в нем электронагревателем. Пуансон движется вниз-вверх.
Механизм колодки. Колодка совершает поступательное движение из зоны обслуживания в рабочую зону пресса и обратно, а также перемещается вверх-вниз.
Гидропривод. Масло под давлением от группового гидропривода поступает к гидрораспределителям Р4 и РЗ, а через редукционный гидроклапан - к гидрораспределителям Р2 и Р1.
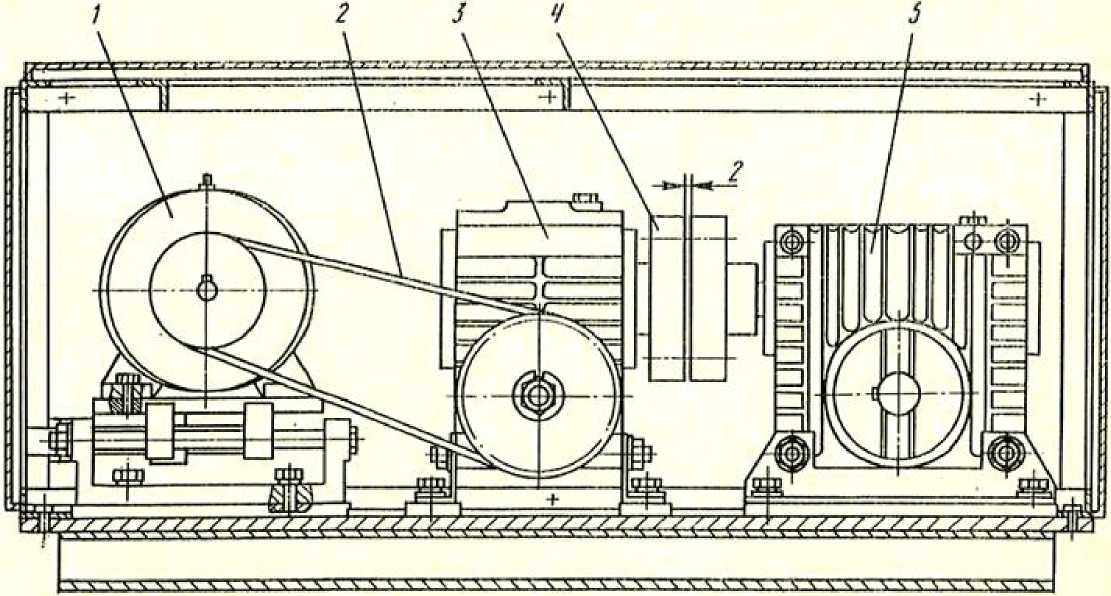
ГРУППОВОЙ ГИДРОПРИВОД ГП.2-150
Гидропривод ГП-2-150 предназначен для приведения в действие рабочих органов группы прессов типа ПГВ. Он также используется в полуавтоматических линиях типов ПЛК-0 и АЛ.
Гидропривод состоит из насосной станции, аккумулятора, шкафа с электрооборудованием, привода и подъемного устройства.
СТАНЦИИ СУГВ-1-0
Станции СУГВ-2-0 предназначены для привода командоаппаратов прессов ПГВ-3-0 или ПГВ-ЗН О и подвода масла к гидрооборудованию этих прессов от гидропривода ГП-2-150 на участке горячей вулканизации резинового низа обуви.
В зависимости от числа обслуживаемых прессов станции выпускают в трех исполнениях: СУГВ-2-0-12, СУГВ-2-0-18 и СУГВ-2-0-24 для работы соответственно с 12, 18 и 24 прессами.
Домашнее задание: Прочитать и изучить прессы ПГВ-3-0 и ПГВ-ЗН-0, составить краткий конспект.
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

