
Российская Федерация, г. АксайБ Ростовской области


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 07.09.2025 21:08

Комаров Евгений Викторович
мастер производственного обучения, преподаватель профессиональных дисциплин и модулей
70 лет
Местоположение
Тема урока: Разметка металла с применением мерительного инструмента и шаблонов
Категория:
Технология
20.10.2022 19:08

Просмотр содержимого документа
«Тема урока: Разметка металла с применением мерительного инструмента и шаблонов»
Министерство общего и профессионального образования
Ростовской области
Государственное бюджетное профессиональное образовательное учреждение
Ростовской области
«Аксайский технологический техникум»
Методическая разработка
открытого урока учебной практики
по профессии 15.01.05 Сварщик
(ручной и частично механизированной сварки (наплавки)
ПМ 01 Подготовительно-сварочные работы и контроль качества сварных швов
после сварки.
Тема 1.1 Выполнение типовых слесарных операций, применяемых при
подготовке деталей перед сваркой.
Тема урока: Разметка металла с применением мерительного инструмента и
шаблонов.
Цели урока:
Обучающие:
Закрепление знаний у обучающихся по профессиональному модулю ПМ01.
Формирование профессиональных и общих компетенций при подготови-тельно-сварочных работах.
Формирование у обучающихся профессиональных навыков выполнения плоскостной разметки заготовок.
Развивающие:
Формирование у обучающихся умения оценивать свой уровень знаний и стремление его повышать;
Развитие навыков самостоятельной работы, внимания, координации движений.
Воспитательные:
Воспитание у студентов аккуратности, трудолюбия, бережного отношения к оборудованию и инструментам;
Пробуждение эмоционального интереса к выполнению работ;
Способствовать развитию самостоятельности студентов.
Дидактические задачи урока:
Закрепить полученные знания, приемы, умения и навыки по выполнению плоскостной разметки заготовок.
Тип урока: урок формирования и совершенствования трудовых умений и навыков.
Вид урока: комбинированное (изучение нового учебного материала, формирование практических умений и навыков, повторение изученного ранее материала).
Формы организации обучающихся:
фронтальный инструктаж по ТБ, индивидуальная работа.
Методы контроля: самоконтроль, устный опрос, текущий контроль или наблюдение, итоговый контроль.
Подходы к обучению:
- компетентностный подход (урок нацелен на формирование профессио-
нальных компетенций);
- личностно-ориентированный подход;
- коммуникативный подход;
- психологический подход.
Приемы педагогической техники:
1. Остановка работы при несоблюдении техники безопасности.
2.Подсказки (мастер производственного обучения подсказывает обучающимся, что делать в случае допущения ошибок).
Межпредметные связи: МДК 01.03 Подготовительные и сборочные операции перед сваркой, Материаловедение, Инженерная графика.
Материально-техническое и учебно-методическое оснащение урока:
инструменты и приспособления:чертилка, кернер, циркуль, разметочный штангенциркуль, рейсмус, разметочная плита;
расходные материалы: сталь листовая (сталь Ст3пс.) толщиной 2...4 мм;
дидактические средства обучения: наряд-задание, презентация.
Средства наглядности и ТСО:
мультимедийный проектор.
экран для мультимедиа проектора.
ПК с программным обеспечением MS PowerPoint.
Использованная литература:
Покровский Б.С. Основы слесарного дела учебник для проф. образования:- М.: Издательский центр «Академия»
Использованная литература:
Покровский Б.С. Основы слесарного дела учебник для проф. образования:- М.: Издательский центр «Академия»
Связь с профессиональным стандартом «Сварщик» от 28.11.2013г №7014:
Проведение подготовительных и сборочных операций перед сваркой и зачистка сварных швов после сварки – код А/01.2
Место проведения: сварочная мастерская.
Время, отведенное на проведение учебного занятия: 6 часов
Ход урока.
Организационная часть (5мин)
Приветствие, проверка явки обучающихся
Проверка внешнего вида и санитарного состояния спецодежды.
Организация внимания и готовности обучающихся к уроку
Назначение дежурных.
Вводный инструктаж (50 мин.)
1.Сообщение темы и цели урока (2 мин.) (Слайд 1, 2)
Сегодня на уроке вы будете приобретать навыки выполнениятиповых слесарных операций, применяемых при подготовке металла к сварке. Сначала подготовка металла к сварке, а потом уж сварка.
Напоминаю тему урока: Разметка с применением мерительного
инструмента и шаблонов.
2.Мотивация познавательной деятельности(3 мин.)
Данное задание максимально приближено к стандартам WSR и демонстрационного экзамена. Рабочие места в нашей мастерской соответствуют требованиям WSR и демонстрационного экзамена. Успешное выполнение всех заданий позволит вам как максимум в будущем самим стать участниками чемпионатов WSR и реализовывать себя в будущей профессиональной деятельности и как минимум получить отличные оценки за выполненную работу.
Прогнозируемый результат:(слайд 4)
Овладение профессиональными компетенциями (ПК):
ПК1.1 Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке.
Развитие и овладение общими компетенциями:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей).
3.Актуализация опорных знаний(45мин)
А) Повторение учебного материала в форме беседы с ответами на следующие вопросы:
1. Вопрос: дайте определение разметки.
2. Вопрос: назовите применяемый инструмент для разметки и его назначение.
Ответы обучающихся: (слайд 6)
- Разметка –нанесение на заготовку линий (рисок) и точек (кернов), указывающих места и границы обработки.
Подготовка металла под сварку включает в себя приведение в соответствие размеров деталей с указанными в чертежах. Прежде, чем приступать к резке, необходимо их разметить. Для разметки применяется острый предмет, мел, ручка, тонкий фломастер, карандаш. Из инструментов также понадобятся линейка, рулетка, угольник, штангенциркуль. При крупном производстве используются шаблоны.
Ответы обучающихся: выбирают инструмент для разметки:(слайды 7, 8)
а- Измерительная линейка
б- рулетка
в- чертилки
г, е- рейсмусы
д- прямоугольный
треугольник
ж, з- кернеры
и- кронциркуль
к- реечный циркуль
л- штангенциркуль
м- нутромер
н- малый разметочный циркуль
Вопрос: Что такое базовые линии?
Вопрос: можно ли принять за разметочную базу прямые кромки заготовки?
Ответы обучающихся: (Слайд 9)
- базовые линии – линии от которых откладываются все остальные размеры.
- ровные кромки заготовки можно принять за разметочную базу.
Вопрос: Для того чтобы правильно изготовить деталь, на поверхность заготовки наносят контуры будущего изделия в виде линий и точек с соблюдением чертёжных размеров.
Ответы обучающихся: (Слайд 10)
- эта слесарная операция называется разметкой.
- разметка выполняется с помощью металлической масштабной линейки, слесарного угольника, чертилки, разметочного циркуля и кернера.
Вопрос: дать определение плоскостной разметки.
Вопрос: назовите приспособления для разметки.
Вопрос: назовите инструмент для разметки.
Ответы обучающихся: (Слайд 11)
- плоскостная разметка выполняется обычно на поверхностях плоских деталях, на полосовом и листовом металле, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разных геометрических фигур.
- приспособление для выполнения разметки используют: разметочные плиты, подкладки, поворотные приспособления, домкраты и т. д.
- Инструмент: чертилка, кернер, циркуль, разметочный штангенциркуль, рейсмус.
Вопрос: для чего предназначен, где применяются линейки измерительные с ценой деления 1.0 мм
Ответы обучающихся: (Слайд 12)
- они предназначены для измерения различных размеров изделий и применяются в машиностроении, приборостроении и других отраслях промышленности.
Вопрос: угольник слесарный, его применение, рекомендации по выбору.
Ответы обучающихся: (Слайд 13)
Поверочный треугольник предназначен для контроля прямых углов, деталей различных устройств и элементов, а также расположения и взаимного перпендикуляра между разными механизмами.
Инструмент дает возможность запросто измерить угол в 90 градусов, оставаясь одним из самых незаменимых при установлении стандарта качества выполненной продукции
Вопрос: для чего предназначены чертилки?
Ответы обучающихся: (Слайд 14)
- чертилкапредставляет собой остро заточенный стальной стержень и служит для нанесения рисок (линий) на заготовку. Чертилки бывают различных конструкций:
1.Чертилка с отогнутым концом.
2.Круглая чертилка.
3.Чертилка со вставной иглой.
4.Карманная чертилка.
Вопрос: для чего служит разметочный циркуль?
Ответы обучающихся: (Слайд 15)
- разметочный циркуль служит для переноса на масштаб или заготовку замеренных размеров между двумя точками или линиями. Чтобы во время разметки ножки циркуля не скользили по заготовке, в центрах этих окружностей с помощью кернера наносят неглубокие лунки.
Не используется для точных измерений, но широко применяется для определения размеров и форм заготовок, для контроля правильности сборки деталей.
Вопрос: для чего служит кернер?
Ответы обучающихся: (Слайд 16)
Кернеринструмент в виде стального стержня с коническим остриемдля разметки деталей нанесением углублений (кернов);
бывают обыкновенные (удары по кернеру наносят молотком)
и автоматические (пружинные и электрические).
Вопрос: для чего служит рейсмус?
Ответы обучающихся: (Слайд 17)
Он является основным инструментом для пространственной разметки, который служит для нанесения параллельных и горизонтальных линий, и для проверки установки деталей на плите.
Формирование практических знаний и способов действий (25 мин.)
(слайд 18)
Изучение нового материала
Объяснение обучающимся нового материала по плану с личным показом мастером п/о:
1. Приспособления для плоскостной разметки.
2. Устройство измерительного инструмента.
3. Приемы и последовательность разметки.
4. Безопасные условия труда при разметке.
5. К чему приводит брак в работе.
(слайд 19, 20) Разметочные линиинаносят в такой последовательности: сначала проводят горизонтальные, затем - вертикальные, после этого - наклонные и последними - окружности, дуги и закругления. Вычерчивание дуг в последнюю очередь дает возможность проконтролировать точность расположения прямых рисок: если они нанесены точно, дуга замкнет их и сопряжения получатся плавными.
Прямые рискинаносят чертилкой, которая должна быть наклонена в сторону от линейки (6) и по направлению перемещения чертилки (а).
Нанесение линий (рисок): а - наклон чертилки в сторону перемещения ее, б - наклон в сторону от линейки
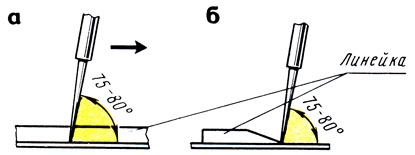
Углы наклона должны соответствовать указанным на рисунке и не изменяться в процессе нанесения рисок, иначе риски будут не параллельными линейке. Чертилку все время прижимают к линейке, которая должна плотно прилегать к детали.
Риски ведут только один раз. При повторном проведении линий невозможно попасть точно в то же место, в результате получается несколько параллельных рисок. Если риска нанесена плохо, ее закрашивают, дают высохнуть и проводят вновь.
(слайд 21)Перпендикулярные линии (не в геометрических построениях) наносят при помощи угольника. Деталь (заготовку) кладут в угол плиты и слегка прижимают грузом, чтобы она не сдвигалась в процессе разметки. Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхности б (а) разметочной плиты (положение угольника 1-1). После этого угольник прикладывают полкой к боковой поверхности а (положение //-ID и проводят вторую риску, которая будет перпендикулярна первой.
П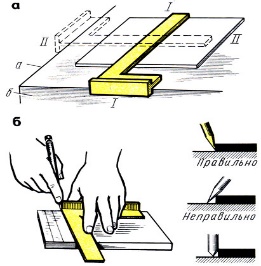 араллельные риски (линии) наносят при помощи угольника (6), перемещая его на нужное расстояние.
араллельные риски (линии) наносят при помощи угольника (6), перемещая его на нужное расстояние.
(слайды 22, 23, 24) Отыскание центров окружностейосуществляют при помощи центроискателей и центронаметчиков. Простейший центроискатель (а) представляет угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Установив угольник- центроискатель на наружную поверхность изделия, проводят чертилкой прямую. Она пройдет через центр окружности. Повернув угольник на некоторый угол (около 90°), проводят вторую прямую. На их пересечении и находится искомый центр.
При малом диаметре размечаемого торца центроискателями пользоваться неудобно. В этом случае используют кернер-центроискатель.
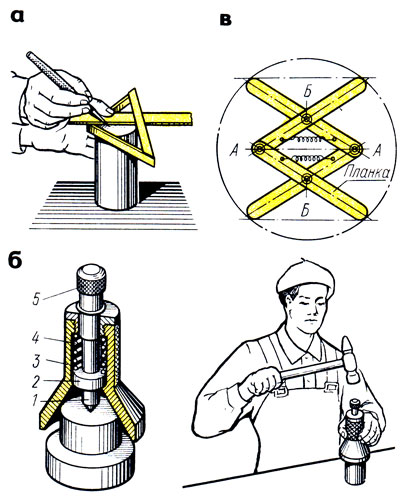
Кернер-центроискатель (6) применяется для нанесения центров на цилиндрических деталях диаметром до 40 мм. Он имеет обыкновенный кернер 7, помещенный в воронке (колоколе) 3. В воронку вставлен фланец 2 с отверстием, в котором легко скользит кернер. Разметка заключается в том, что воронку прижимают к торцу изделия и молотком ударяют по головке 5 кернера. Под действием пружины 4 кернер всегда находится в верхнем положении.
Шарнирный ценроискатель К. ф. Крючека (в) имеет преимущества перед другими центроискателями. При помощи его находят положение центровых линий не только цилиндрических, но и конических, прямоугольных и других отверстий. Центроискатель имеет четыре шарнирно связанные между собой планки, соединенные пружинами. При работе центроискателя пружины прижимают концы планок к стенкам отверстия. Точки А и Б, нанесенные на оси шарниров, указывают положение взаимно перпендикулярных линий.
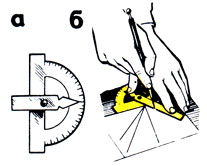
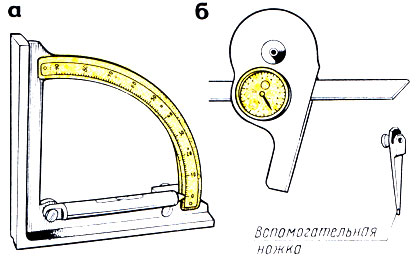
(слайд 25) Разметка углов и уклоновпроизводится при помощи транспортиров (а) и угломеров. При разметке транспортир (6) устанавливают на заданный угол, удерживая левой рукой основание его, а правой рукой, поворачивая широкий конец линейки до тех пор, пока конец линейки, имеющий форму стрелки, не совпадет с делением заданных градусов, нанесенных на основании. После этого линейку закрепляют шарнирным винтом, затем чертилкой наносят линии.
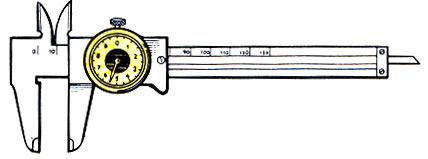
(слайд 26)Штангенциркуль карманный с линейкой для измерения глубин производства ГДР вместо обычного нониуса имеет индикатор часового типа. Этот инструмент успешно используется разметчиками, так как уменьшает напряжение зрения при взятии отсчетов и обеспечивает достаточную точность. Цена деления круговой шкалы индикатора 1/10 мм, предел измерений - 135 мм, рабочие поверхности губок закалены по всей длине.
Центроискатель-транспортир отличается от обычного транспортира-центроискателя наличием транспортира 2, который при помощи движка 4 может перемещаться по линейке 3 и закрепляться на ней в нужном положении гайкой 5. Линейка прикреплена к угольнику 7. Транспортир дает возможность находить центры отверстий, расположенных на заданном расстоянии от центра цилиндрической детали и под любым углом. На рис. найдено положение точки d, находящейся под углом 45° и на расстоянии 25 мм от центра.
(слайд 27, 28) Керномназывается углубление (лунка), образовавшаяся от действия острия (конуса) кернера при ударе по нему молотком.
Масса молотка должна быть соразмерна массе кернера.
При работе кернер берут тремя пальцами левой руки, ставят острым концом точно на разметочную риску так, чтобы острие кернера было строго на середине риски (а). Сначала наклоняют кернер в сторону от себя и прижимают к намечаемой точке, затем быстро ставят в вертикальное положение, после чего по нему наносят легкий удар молотком массой 100 - 200 г (6).
Ц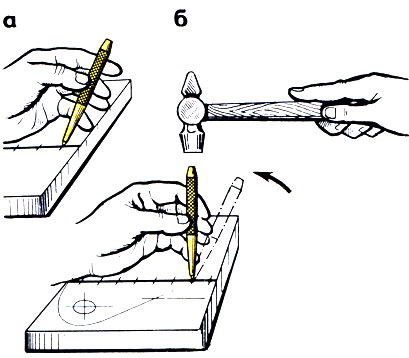 ентры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности детали оставались половины кернов. Керны обязательно ставят на пересечениях рисок и закруглениях. На длинных линиях (прямых) керны наносят на расстоянии от 20 до 100 мм, на коротких линиях, перегибах, закруглениях и в углах - на расстоянии от 5 до 10 мм. Линию окружности достаточно накернить в четырех местах - в местах пересечение осей. Керны, нанесенные неравномерно, а также не на самой риске, не обеспечивают возможности контроля обработки (точения, фрезерования и т. д.). На обработанных поверхностях деталей керны наносят только на концах линий. Иногда на чисто обработанных поверхностях риски не накернивают, а продолжают их на боковые грани и накернивают там.
ентры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности детали оставались половины кернов. Керны обязательно ставят на пересечениях рисок и закруглениях. На длинных линиях (прямых) керны наносят на расстоянии от 20 до 100 мм, на коротких линиях, перегибах, закруглениях и в углах - на расстоянии от 5 до 10 мм. Линию окружности достаточно накернить в четырех местах - в местах пересечение осей. Керны, нанесенные неравномерно, а также не на самой риске, не обеспечивают возможности контроля обработки (точения, фрезерования и т. д.). На обработанных поверхностях деталей керны наносят только на концах линий. Иногда на чисто обработанных поверхностях риски не накернивают, а продолжают их на боковые грани и накернивают там.
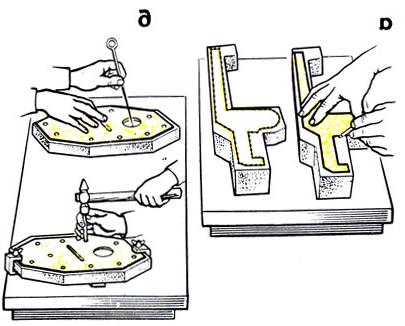
(слайд 29) Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, иногда для разметки даже малых партий, но сложных изделий (рис. 54). Шаблоны изготовляют из листового материала толщиной 0,5 - 1 мм, а для деталей сложной формы или имеющих отверстия - толщиной 3 - 5 мм. При разметке шаблон накладывают на окрашенную заготовку (деталь) и проводят чертилкой риску вдоль контура шаблона (а), после чего риску накернивают. При помощи шаблонов удобно размечать отверстия для сверления, так как при этом отпадает необходимость в геометрических построениях - деление отрезков и окружностей на части и пр. Отверстия размечают по шаблону чертилкой или кернером (6).
(слайд 30) Разметка по образцу отличается от разметки по шаблону тем, что при этом не изготовляют шаблон. Этот способ широко применяют при ремонтных работах, когда размеры снимают непосредственно с вышедшей из строя детали и переносят на размечаемый материал. При этом учитывают износ.
Разметку по месту чаще применяют при сборке больших деталей. Одну деталь размечают по другой в таком положении, в каком они должны быть соединены.
Разметка карандашом производится, как и чертилкой, по линейке на заготовках из алюминия и дюралюминия. Размечать алюминиевые и дюралюминиевые детали с помощью чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точная разметка выполняется теми же правилами, как и обычная разметка, но применяют более точные измерительные и разметочные инструменты. Поверхности размечаемых заготовок тщательно очищают и покрывают тонким слоем раствора медного купороса. Мел применять для окраски не рекомендуется. При нанесении рисок пользуются штангенрейсмасом с точностью 0,05 мм, а установку и выверку заготовок производят по индикатору.
Разметка должна отвечать следующим основным требованиям:
точно соответствовать размерам, указанным на чертеже;
разметочные линии (риски) должны быть хорошо видны и не стираться в процессе обработки заготовки;
не портить внешний вид и качество детали, т. е. глубина рисок и керновых углублений должна соответствовать техническим требованиям.
Брак при разметке! Частыми видами брака при разметке являются:
несоответствие размеров разметочной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента;
небрежная установка заготовки на плите в результате неточной выверки плиты;
неточность установки рейсмаса на нужный размер. Причиной являя
Соблюдения ТБ при разметочных работах
- установку и снятие заготовок (деталей) с плиты выполнять только в рукавицах;
- во время работы, когда не пользуются чертилкой на остро заточенные концы обязательно надевать предохранительные пробки или колпаки;
- следить, чтобы проходы вокруг разметочной плиты были всегда свободны;
- следить за исправностью крепления молотка на ручке;
- удалять пыль и окалину с плит только щеткой;
- промасленную ветошь и бумагу складывать только в специальные металлические ящики.;
- осторожно обращаться с острыми концами чертилок, циркулей;
- надежно устанавливать разметочную плиту на столе;
- осторожно обращаться с раствором медного купороса, наносить его только кисточкой;
- не работать на неисправном заточном станке (при отсутствии кожуха, неисправном подручнике, зазоре между кругом и подручником более 2—3 мм, биении круга).
(слайд 32)Закрепление материала вводного инструктажа (5 мин.)
Опрос обучающихся, с последующим закреплением материала в процессе производственного обучения с личным показом мастера.
Выполнение разметки металла
Выдача заданий обучающимся для работы на текущем инструктаже.
III. Текущий инструктаж (4 ч. 30 мин.)
(слайды 36-42)Самостоятельная работа обучающихся по закреплению и совершенствованию знаний и умений, формированию навыков выполнения процесса разметкипод руководством мастера п/о (усвоение новых умений и навыков).
(слайд 33, 34, 35)Напоминаю:
- что разметка – очень ответственная операция. От того, насколько точно онавыполнена, зависит качество будущего изделия;
- что для обеспечения хорошего окрашивания поверхность нужно тщательно зачистить стальной щеткой;
- медный купорос следует разводить в воде, а окрашивание производить кисточкой;
- нужно избегать смачивания поверхности изделия водой;
- кроме того, не следует натирать поверхность куском медного купороса, так как он не безвреден.
Для подготовки заготовки к разметке необходимо:
1. Очистить заготовку от пыли, грязи, окалины, ржавчины стальной щеткой.
2. Тщательно осмотреть от дефектов.
3. Изучить чертеж детали (размеры, припуск на обработку).
4. Подготовить поверхности к окрашиванию (мел, медный купорос, краска, лак быстро сохнувший)
5. Окрашивание поверхностей.
Выдача обучающимся заданий для работы.
Целевые обходы: (слайды 43-49)
- проверка организации рабочего места.
- проверка соблюдения правил техники безопасности.
- индивидуальная демонстрация приемов работы.
- проверка правильности выполнения процесса сварки и уяснения вводного инструктажа.
- обход рабочих мест с целью оказания помощи обучающимся (остановка работы в случае необходимости корректировки действий обучающихся)
- проверка правильности использования инструмента и оборудования.
- проверка выполнения нормы времени.
- проверка качества конечного результата труда
Затруднения обучающихсявозникают также при накернивании рисок и нанесении керновых углублений точно по риске. Нередко причиной этого является кернер, заточенный под большим углом. Чтобы керновые углубления получались точно по риске, нужно кернер вводить в риску в наклонном положении движением, направленным поперек риски. Когда кернер войдет в риску, он выравнивается до прямого угла и по нему производится удар молотком.
!Кернение надо производить разметочным молотком с одинаковым усилием, чтобы керновые углубления были одинаковой глубины.
слайды 45, 46) Обратить внимание, что основные затруднения и ошибки обучающихся при выполнении разметочных работ возникают из-за незнания предстоящих слесарных операций. Иногда разметку ведут без предварительной обработки металла и не всегда сочетают с последующей обработкой.
Обратить внимание, что при проведении рисок следует прижать линейку к заготовке и следить за тем, чтобы она не сбивалась. Риску следует проводить за один прием.
Водить чертилкой по одному и тому же месту не следует более одного раза, так как это может привести к тому, что вместо одной получится несколько рисок.
Распространенный вид брака при разметке – несоответствие размеров размеченной заготовки размерам на чертеже изготовляемой детали.
Причиной этого может быть:
- неточность измерительного инструмента, что маловероятно;
- несоблюдение приемов разметки;
- невнимательность работающего.
Самоконтроль выполненного задания.
IV.Заключительный инструктаж: (30минут)
1.Подвести итоги за день, дать анализ работы каждого обучающегося;
2.Сообщить оценки, с обоснованием выставленных оценок;
3. Продемонстрировать лучшие работы, отметить, кто из обучающихся добился отличного качества в работе;
4. Разобрать и дать анализ наиболее характерным недочетам в работе обучающихся, указать пути и методы их устранения;
5. Подвести итоги занятия в целом;
6.Рефлексия.
7.Сообщить домашнее задание: повторить теоретический материал «Разметка металла»с учетом сделанных ошибок.
В.А. Скакун, учебник «Слесарное дело», М. Академия,2016.
8.Уборка рабочих мест.
Мастер производственного обучения: Комаров Евгений Викторович
12






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

