
Россия, Волгоград


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 11.09.2025 14:07

Галанина Людмила Викторовна
преподаватель дисциплин сварочного производства
61 год
Местоположение
Специализация
Тема занятия:Формы специализации цехов
Категория:
Прочее
11.09.2025 11:40

Просмотр содержимого документа
«Тема занятия:Формы специализации цехов»
1.4.2 Формы специализации цехов
В основу организации основных цехов положена технологическая, предметная или смешанная форма их специализации.
При технологической форме цехи специализируются на выполнении определенных технологических процессов по изготовлению или обработке самых различных деталей (сборочных единиц) для всех изделий данного предприятия. В этом случае готовое изделие будет проходить через ряд цехов. Например, сначала получают заготовки в прессовом цехе в виде штампованных заготовок, затем они обрабатываются в механическом цехе и превращаются в детали, после чего заканчивают свой маршрут в сборочно-сварочном цехе, где из деталей собирают и сваривают готовые изделия (конструкции). Этот принцип организации цехов характерен главным образом для предприятий единичного и мелкосерийного производства.
При предметной форме цехи специализируются на изготовлении одного или нескольких наименований однородных изделий (конструкций), применяя для этого самые разнообразные технологические процессы. Так, например, в заготовительном отделении сборочно-сварочного цеха производится разметка и резка металла, подготовка кромок под сварку, а также гибка, вальцовка и другие операции. Затем на участке комплектной сборки и сварки заготовленные детали собираются и свариваются в сборочные единицы и комплекты. В дальнейшем на участке общей сборки и сварки все это собирается и сваривается, образуя готовую сварную конструкцию.
В цехах с предметной формой специализации обычно организуется законченный (замкнутый) цикл производства конструкций. Они часто называются предметно-замкнутыми цехами и именуются, как правило, по названию той конструкции, которую они выпускают, например, цех кожухотрубной аппаратуры, цех сварных балок и колонн и т. п. Такой принцип организации цехов характерен для предприятий серийного и массового производства.
Практически на любом предприятии имеются цехи, специализированные как по предметному, так и по технологическому принципу.
Принцип предметной организации цехов более эффективен, чем технологической. Однако наличие одинакового оборудования в разных цехах приводит к неполной его загрузке.
Исходя из этого на ряде предприятий применяют смешанную (предметно-технологическую) форму специализации цехов. В этом случае часть цехов может быть построена по технологическому принципу, а часть — по предметному. Так, заготовительные цехи организуются по технологическому принципу, а обрабатывающие и сборочные по предметному.
На небольших предприятиях с числом рабочих примерно до 1000 человек создается бесцеховая производственная структура, когда вместо мелких цехов образуются административно самостоятельные производственные участки. Самостоятельное существование основных цехов с числом рабочих менее 100 человек и вспомогательных цехов менее 75 человек считается нецелесообразным.
Производственным процессом в машиностроении называется совокупность действий, необходимых для выпуска готовых изделий из полуфабрикатов. В основу производственного процесса положен технологический процесс изготовления изделий, во время которого происходит изменение качественного состояния объекта производства. Для обеспечения бесперебойного выполнения технологического процесса изготовления изделий в машиностроительном производстве служат вспомогательные процессы.
К основным этапам производственного процесса могут быть отнесены следующие: получение и складирование полуфабрикатов, доставка их к рабочим местам, различные виды обработки, перемещение полуфабрикатов между рабочими местами, контроль качества, хранение на складах, сборка изделия, испытание, регулировка, окраска, отделка, упаковка и отправка.
Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отдельных цехах или в одном цехе. В первом случае производственный процесс изготовления продукции делят на части и соответственно называют производственным процессом, выполняемым в заготовительном, сборочном, механическом цехе и т.д. Во втором случае процесс называют комплексным.
Производственные процессы делятся на поточные и непоточные. Под поточным производственным процессом понимается такой процесс, при котором полуфабрикаты в процессе их производства находятся в движении, причем это движение осуществляется с постоянным тактом в рассматриваемый промежуток времени.
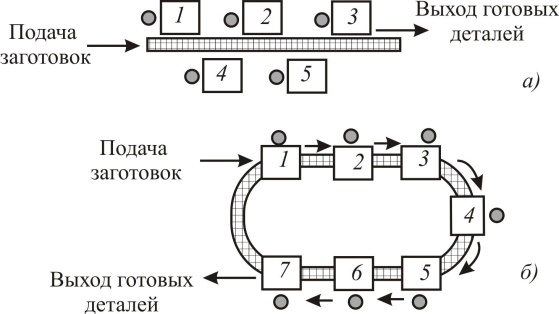
Рис.2 Пример поточных линий
Под непоточным производством понимают такое производство, при котором полуфабрикаты в производственном процессе находятся в движении с различной продолжительностью операций и времени хранения между ними.
Для каждого производства устанавливают определенную программу выпуска, под которой понимают совокупность изделий установленной номенклатуры, выпускаемых в заданном объеме в определенный промежуток времени. Число изделий, подлежащих изготовлению в установленную календарную единицу времени (год, квартал, месяц) называют объемом выпуска.
Каждое машиностроительное производство обладает определенной производственной мощностью, под которой понимают максимально возможный выпуск продукции установленной номенклатуры и количества, осуществляемый за определенный период времени при выбранном режиме работы, полном использовании оборудования, площадей и других средств производства, применения передовой технологии и совершенной организации производства. Различают действительную и проектную мощность. Проектная мощность - это установленная в проекте строительства или реконструкции производства производственная мощность, которая должна быть достигнута при условии обеспечения производства принятыми в проекте средствами производства, кадрами и организацией производства. Производственная мощность действующего производства не является постоянной и зависит от технического уровня работающих, уровня использования основных и оборотных фондов, сменности работы, уровня механизации и автоматизации и других факторов.
Изготовление изделий занимает определенное время. Календарное время изготовления изделий от начала производственного процесса до его окончания принято называть производственным циклом.
Движение полуфабрикатов в производстве может осуществляться поштучно или партиями. Партией принято называть определенное число полуфабрикатов, одновременно поступающих на рабочее место. Для выполнения производственного процесса должны быть соответствующим образом оборудованы рабочие места. В зависимости от содержания операции и организации ее проведения на рабочем месте могут быть расположены основное оборудование, накопители с полуфабрикатами, один рабочий или группа рабочих, режущий, сборочный и контрольно-измерительные инструменты, накопители с полуфабрикатами, средства охраны труда, средства автоматической загрузки и разгрузки оборудования , средства технического обслуживания, элементы системы управления.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

