
Россия, Минеральные Воды


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 29.04.2026 09:06

Константинова Ольга Викторовна
преподаватель
59 лет
Местоположение
Специализация
Универсальные средства измерения линейных размеров. Микрометры
Категория:
Прочее
03.01.2020 10:33

Просмотр содержимого документа
«Универсальные средства измерения линейных размеров. Микрометры»
МИКРОМЕТРЫ
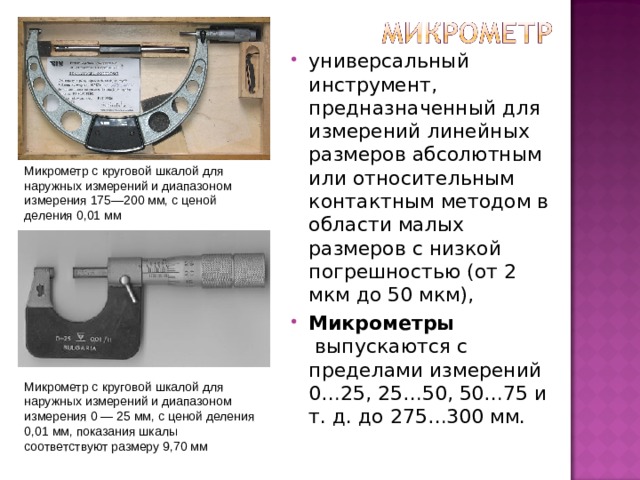
- универсальный инструмент, предназначенный для измерений линейных размеров абсолютным или относительным контактным методом в области малых размеров с низкой погрешностью (от 2 мкм до 50 мкм),
- Микрометры выпускаются с пределами измерений 0…25, 25…50, 50…75 и т. д. до 275…300 мм.
Микрометр с круговой шкалой для наружных измерений и диапазоном измерения 175—200 мм, с ценой деления 0,01 мм
Микрометр с круговой шкалой для наружных измерений и диапазоном измерения 0 — 25 мм, с ценой деления 0,01 мм, показания шкалы соответствуют размеру 9,70 мм
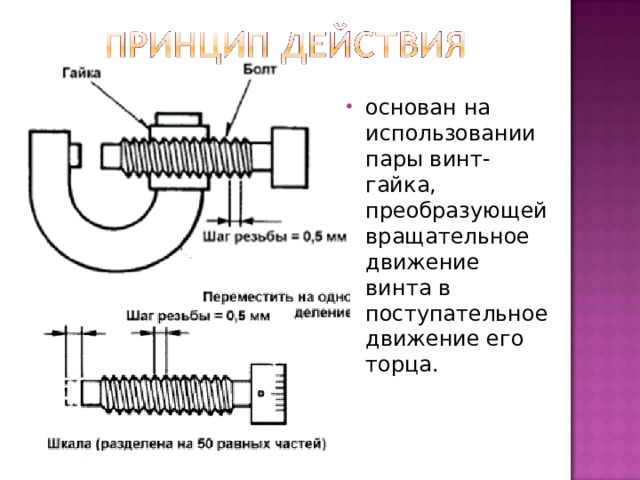
- основан на использовании пары винт- гайка, преобразующей вращательное движение винта в поступательное движение его торца.

- определяется конструкцией:
- формой корпуса,
- формой измерительных поверхностей,
- назначением:
- для измерения наружных размеров, толщины стенок труб, толщины листов, лент, зубьев зубчатых колес .
- для измерения наружных размеров,
- толщины стенок труб,
- толщины листов, лент,
- зубьев зубчатых колес .

- предназначен для точного измерения мелких деталей
- позволяет определить
- толщину, глубину, наружные диаметры внутренние диаметры
- толщину,
- глубину,
- наружные диаметры
- внутренние диаметры
Микрометр
Микрометрический нутромер
Микрометрический глубиномер

Микрометр представляет из себя рамку из нержавеющей высоколегированной инструментальной стали. Преобразовательным механизмом у микрометра служит микропара (винт и гайка), которые помогают достичь высокой точности.
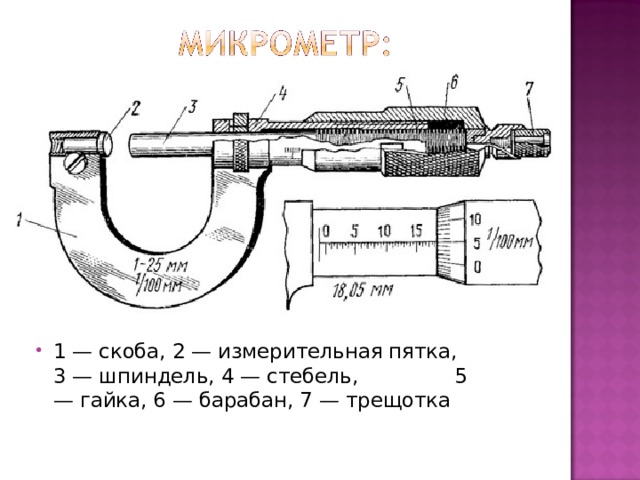
- 1 — скоба, 2 — измерительная пятка, 3 — шпиндель, 4 — стебель, 5 — гайка, 6 — барабан, 7 — трещотка
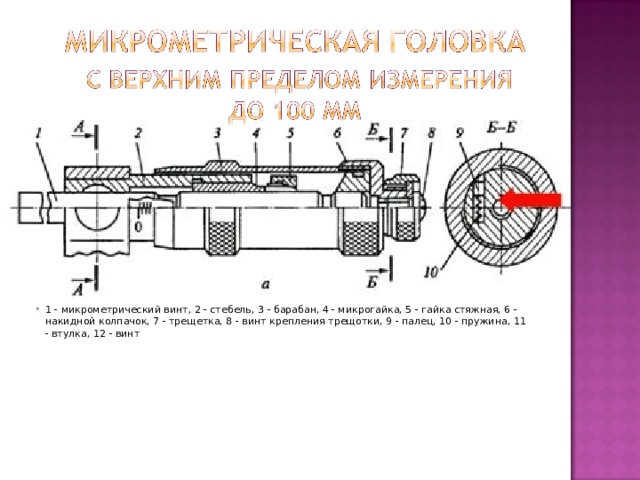
- 1 микрометрический винт, 2 стебель, 3 барабан, 4 микрогайка, 5 гайка стяжная, 6 накидной колпачок, 7 трещетка, 8 винт крепления трещотки, 9 палец, 10 пружина, 11 втулка, 12 винт

- 1 микрометрический винт, 2 стебель, 3 барабан, 4 микрогайка, 5 гайка стяжная, 6 накидной колпачок, 7 трещетка, 8 винт крепления трещотки, 9 палец, 10 пружина, 11 втулка, 12 винт

0–25, 25–50, 50–75, 75–100 и так далее до 300 мм,
а потом 300–400, 400–500, 500–600 мм.
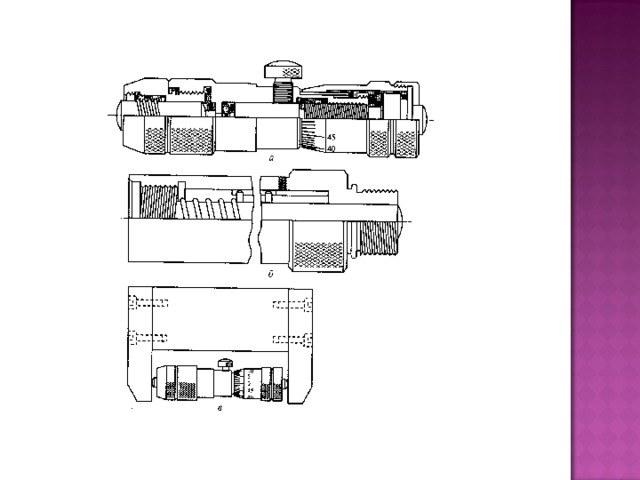
Сменные и/или регулируемые пятки
Сменные и/или регулируемые пятки, обеспечивающие изменение диапазона. Они крепятся крепятся в заданном положении фиксаторами 1 (см. рис. 1.16, б), а сменные пятки 3 — гайками 1 и 2 (см. рис. 1.16, б
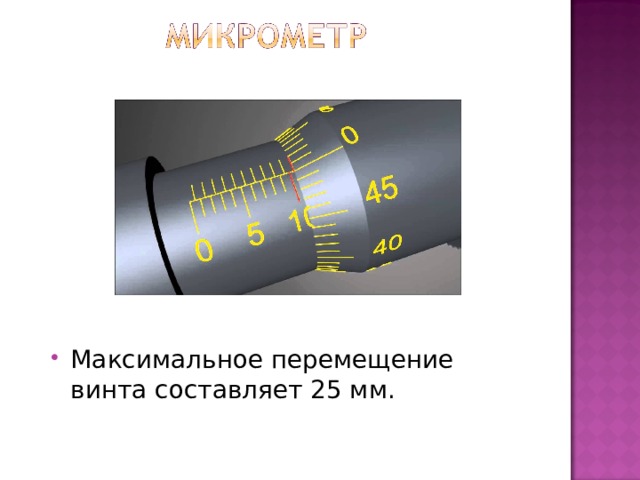
- Максимальное перемещение винта составляет 25 мм.
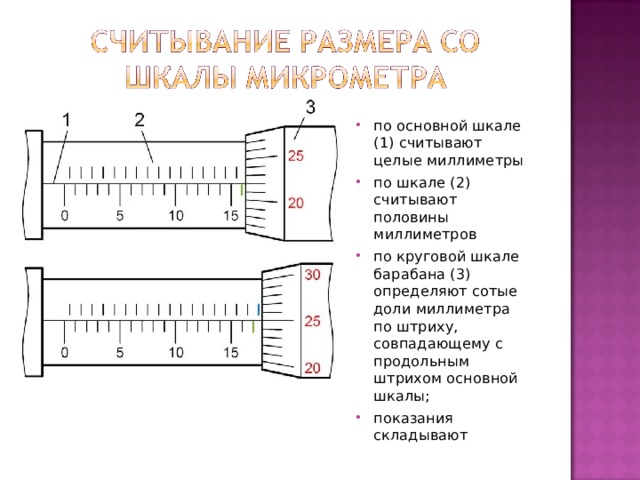
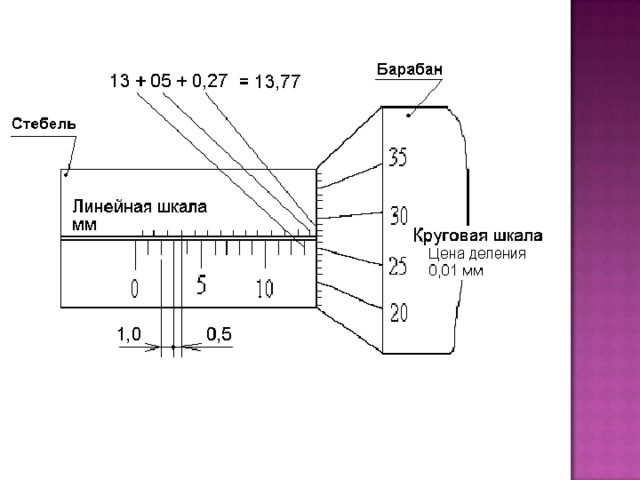
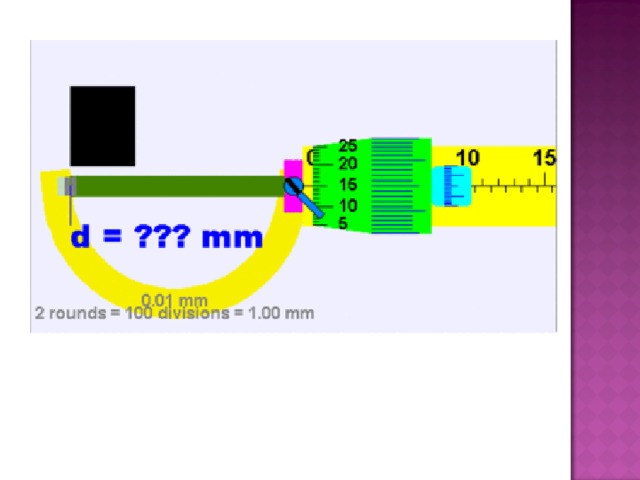
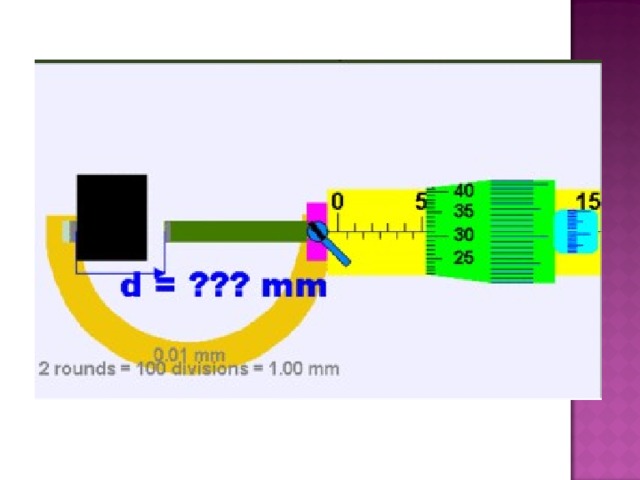
- по основной шкале (1) считывают целые миллиметры
- по шкале (2) считывают половины миллиметров
- по круговой шкале барабана (3) определяют сотые доли миллиметра по штриху, совпадающему с продольным штрихом основной шкалы;
- показания складывают
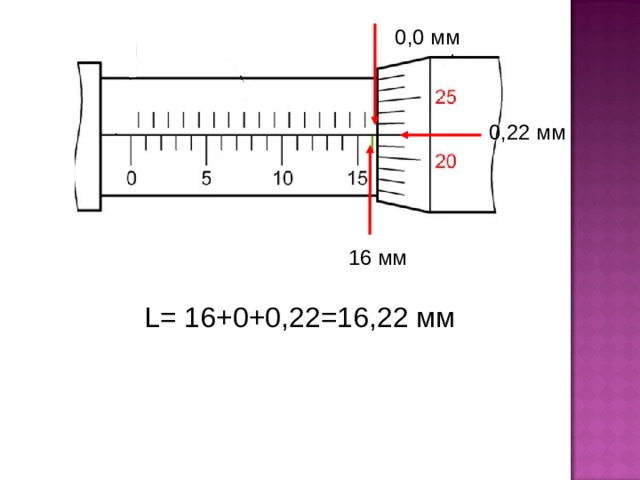
0,0 мм
0,22 мм
16 мм
L = 16+0+0,22=16,22 мм
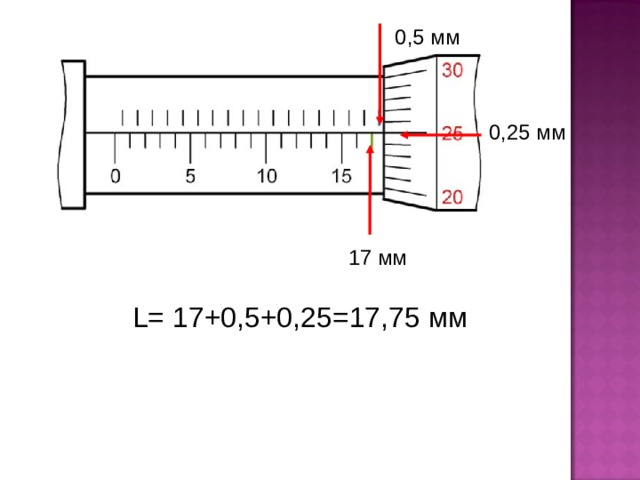
0,5 мм
0,25 мм
17 мм
L = 17+0,5+0,25=17,75 мм
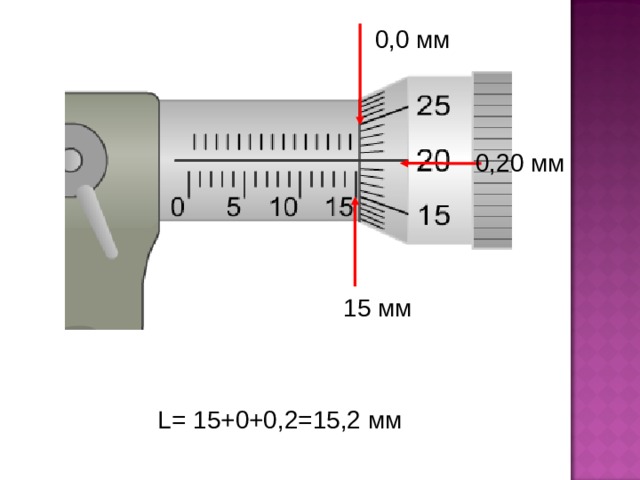
0,0 мм
0,20 мм
15 мм
L = 15+0+0,2=15,2 мм
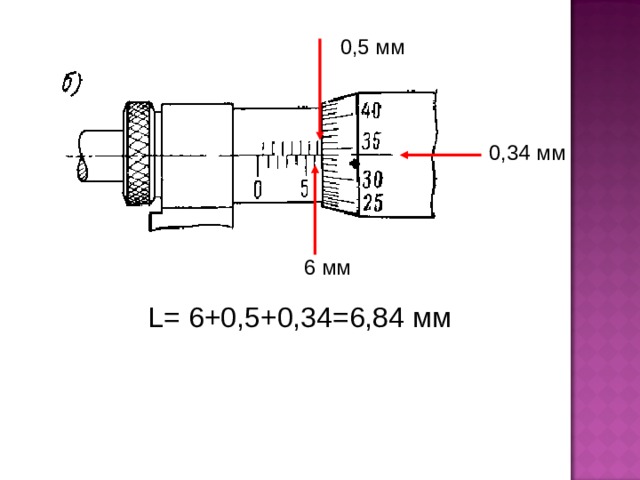
0,5 мм
0,34 мм
6 мм
L = 6+0,5+0,34=6,84 мм
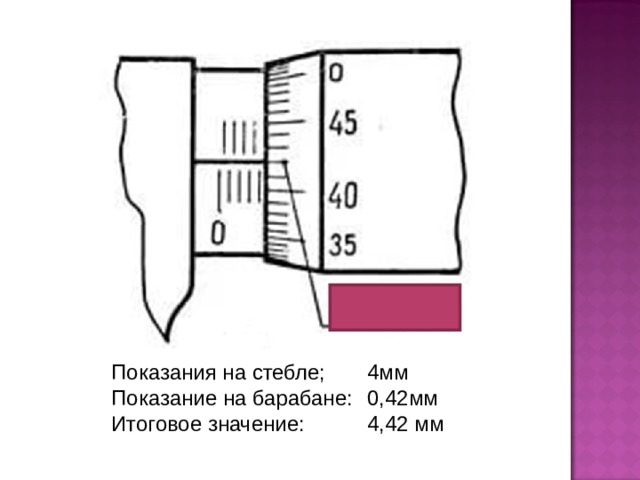
Показания на стебле; 4мм
Показание на барабане: 0,42мм
Итоговое значение: 4,42 мм
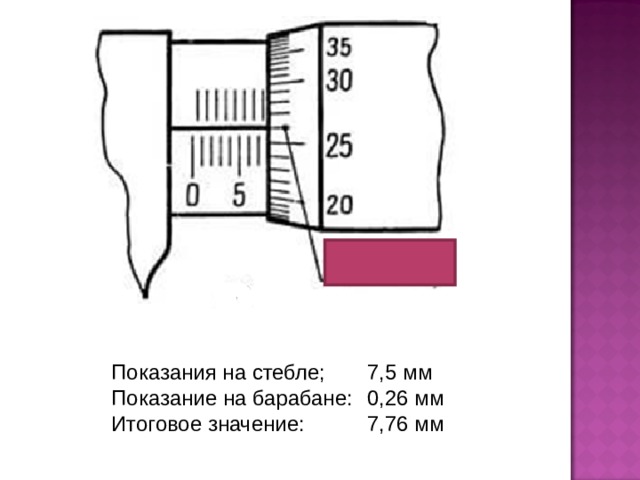
Показания на стебле; 7,5 мм
Показание на барабане: 0,26 мм
Итоговое значение: 7,76 мм

Показания на стебле; 7,0 мм
Показание на барабане: 0,37 мм
Итоговое значение: 7,37 мм

Показания на стебле; 6,0 мм
Показание на барабане: 0,20 мм
Показания нониуса: 0,004 мм
Итоговое значение: 6,224 мм
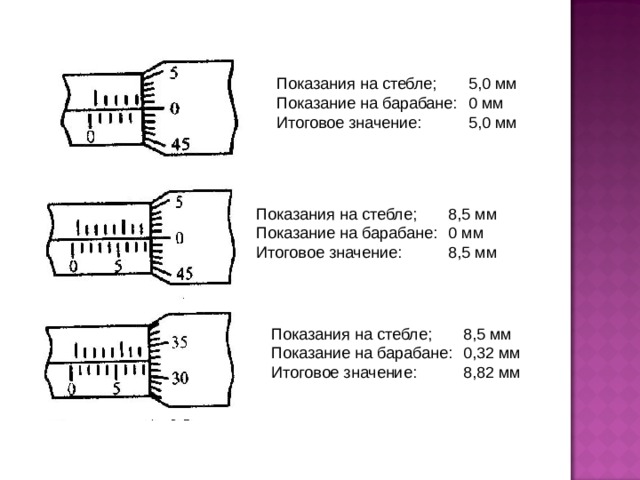
Показания на стебле; 5,0 мм
Показание на барабане: 0 мм
Итоговое значение: 5,0 мм
Показания на стебле; 8,5 мм
Показание на барабане: 0 мм
Итоговое значение: 8,5 мм
Показания на стебле; 8,5 мм
Показание на барабане: 0,32 мм
Итоговое значение: 8,82 мм

Показания на стебле; 4,5 мм
Показание на барабане: 0,29 мм
Итоговое значение: 4,79 мм

Показания на стебле; 5,5 мм
Показание на барабане: 0,28 мм
Показания нониуса: 0,003 мм
Итоговое значение: 5,783 мм

Показания на стебле; 6,5 мм
Показание на барабане: 0,04 мм
Итоговое значение: 6,54 мм
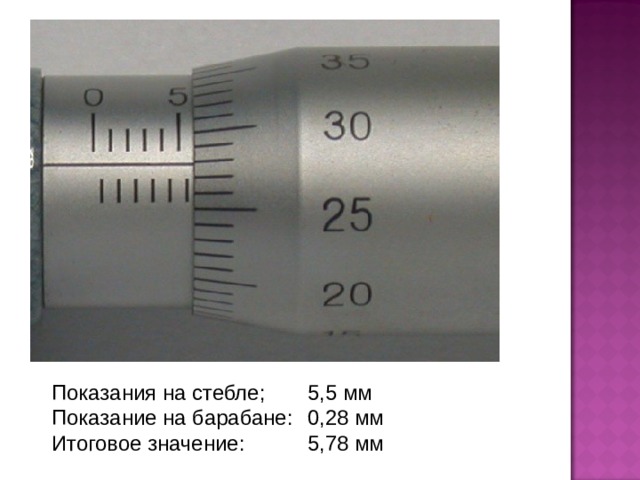
Показания на стебле; 5,5 мм
Показание на барабане: 0,28 мм
Итоговое значение: 5,78 мм


Показания на стебле; 5,5 мм
Показание на барабане: 0,28 мм
Итоговое значение: 5,78 мм
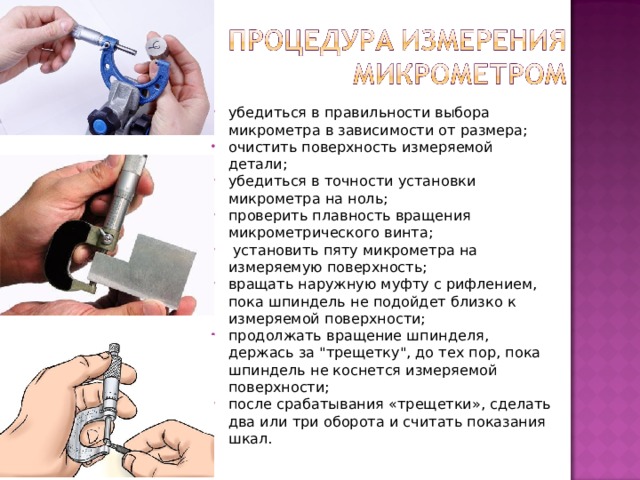
- убедиться в правильности выбора микрометра в зависимости от размера;
- очистить поверхность измеряемой детали;
- убедиться в точности установки микрометра на ноль;
- проверить плавность вращения микрометрического винта;
- установить пяту микрометра на измеряемую поверхность;
- вращать наружную муфту с рифлением, пока шпиндель не подойдет близко к измеряемой поверхности;
- продолжать вращение шпинделя, держась за "трещетку", до тех пор, пока шпиндель не коснется измеряемой поверхности;
- после срабатывания «трещетки», сделать два или три оборота и считать показания шкал.

- установить в отверстие микрометрического винта измерительный стержень, длина которого должна соответствовать глубине отверстия;
- установить микрометрический глубиномер на ноль;
- установить основание поперечины на базовую поверхность, относительно которой будут производиться измерения, и слегка притереть;
- вращая микрометрический винт, переместить измерительный стержень вниз до упора;
- зафиксировать положение микрометрического винта при помощи стопорного винта (5) и считать размер.


- служит для измерения наружных размеров гладких поверхностей;
- являются самыми распространенными

- предназначен для измерения толщины плоских листов, изготовленных из металла или другого материала

- имеет рычажно-зубчатой головку, которая позволяет с высокой точностью производить сложные изделия или проводить их ремонт

- предназначен для измерения различных поверхностей, путём замены вставок разной формы

- служит в качестве измерительного прибора для определения толщины стенки труб.

- предназначен для замера резьб различных форм, путём замены вставок

- служит для измерения толщины проволоки, а также диаметра шариков диаметром до 10 мм

- предназначен для измерения наружных проточек, углублений, мелких деталей и т.д.

- предназначен для установки и измерений малогабаритных деталей.

- предназначен для замера длины общей нормали зубчатых колёс, наружных канавок и пазов, а так же других трудно доступных наружных мест
- губки-тарелки неподвижны

- предназначен для замера предельных размеров, выставляя микровинты на соответствующие размеры допуска

- предназначен для замера фрез, метчиков и развёрток с нечётным количеством измеряемых плоскостей
- можно замерять высоту шпоночного паза на деталях типа - тело вращения

- предназначен для измерения ширины канавок, а так же расстояний между параллельными канавками


- предназначен для измерения различных глубин и высот выступов

- предназначен для измерения толщин при высоких температурах детали
- возможность измерений в пределах +650°С

- предназначен для измерения наружных поверхностей детали, удалённых в плоскости сечения.

- предназначен собственно для измерения толщины тормозных дисков. Имеет опорную пятку под углом 60 градусов и радиусом из ТС на кончике.

- цифровые – измерение микрометром такого типа дает дополнительные преимущества: учет данных и возможность моментальной обработки на компьютере.
- цифровой позволяет получать замеры с точностью до 1 мкм и погрешностью до 0,1 мкм. Многие модели обладают встроенной калибровкой

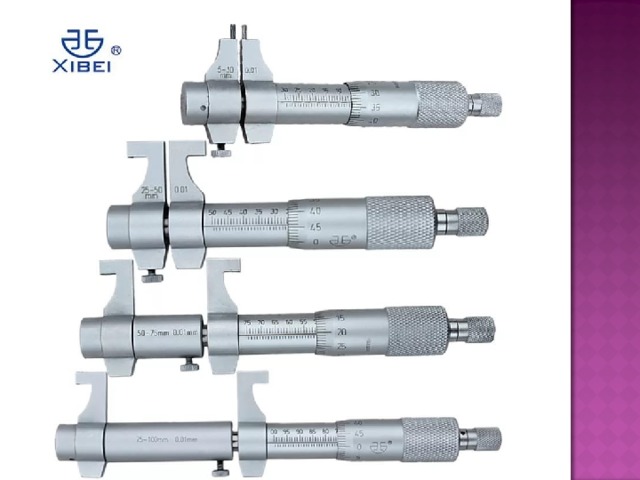
- инструмент (прибор) для измерения внутреннего диаметра или расстояния между двумя поверхностями
- точность измерений нутромером такая же, как и микрометром — 0,01 мм
- предназначен для контроля методом контакта в двух точках

Микрометрические нутромеры изготавливаются в соответствии с ГОСТ 10-88.
Поверка производится по ГОСТ 17215.
Пределы измерений при использовании микрометрических головок без удлинителей составляют 50…63 и 75…88 мм, а с удлинителями — 50… 75; 75… 175; 75… 600 мм.

- 1 микрометрической головки
- 2 комплекта удлинителей
- 3 измерительного наконечника
- 4 установочная мера

Микрометрическая головка:
1 сменный наконечник,
2 стопорное устройство,
3 стебель,
4 барабан,
5 колпачок,
6 микрометрический винт
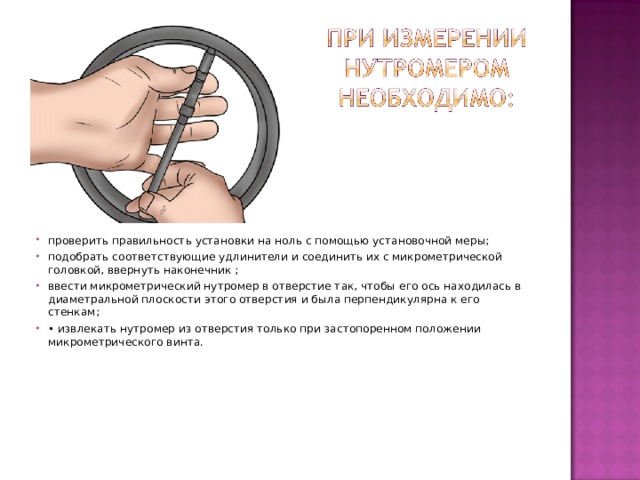
- проверить правильность установки на ноль с помощью установочной меры;
- подобрать соответствующие удлинители и соединить их с микрометрической головкой, ввернуть наконечник ;
- ввести микрометрический нутромер в отверстие так, чтобы его ось находилась в диаметральной плоскости этого отверстия и была перпендикулярна к его стенкам;
- • извлекать нутромер из отверстия только при застопоренном положении микрометрического винта.
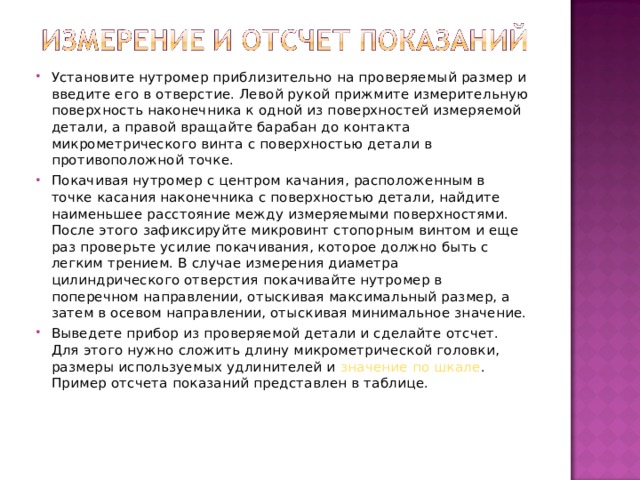
- Установите нутромер приблизительно на проверяемый размер и введите его в отверстие. Левой рукой прижмите измерительную поверхность наконечника к одной из поверхностей измеряемой детали, а правой вращайте барабан до контакта микрометрического винта с поверхностью детали в противоположной точке.
- Покачивая нутромер с центром качания, расположенным в точке касания наконечника с поверхностью детали, найдите наименьшее расстояние между измеряемыми поверхностями. После этого зафиксируйте микровинт стопорным винтом и еще раз проверьте усилие покачивания, которое должно быть с легким трением. В случае измерения диаметра цилиндрического отверстия покачивайте нутромер в поперечном направлении, отыскивая максимальный размер, а затем в осевом направлении, отыскивая минимальное значение.
- Выведете прибор из проверяемой детали и сделайте отсчет. Для этого нужно сложить длину микрометрической головки, размеры используемых удлинителей и значение по шкале . Пример отсчета показаний представлен в таблице.
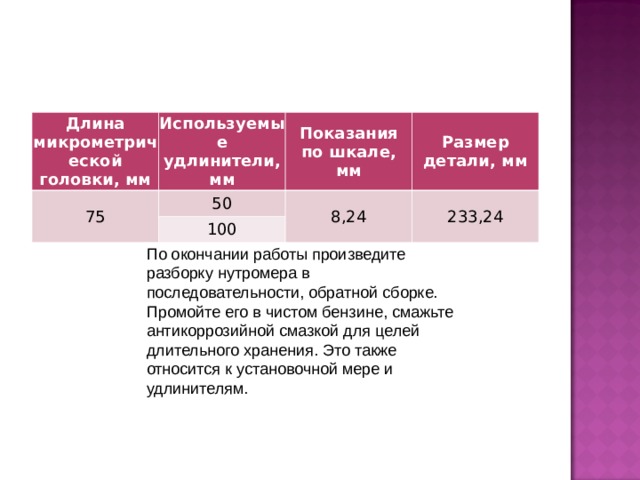
Длина микрометрической головки, мм
Используемые удлинители, мм
75
50
Показания по шкале, мм
Размер детали, мм
8,24
100
233,24
По окончании работы произведите разборку нутромера в последовательности, обратной сборке. Промойте его в чистом бензине, смажьте антикоррозийной смазкой для целей длительного хранения. Это также относится к установочной мере и удлинителям.

- Перед началом работы проверяйте по установочной мере правильность установки микрометрической головки на ноль.
- Не вывертывайте винты установочной меры во избежание потери ее размера.
- Соединение головки и удлинителей производите без перетяжки, до упора торцов.
- В процессе работы поддерживайте нутромер в местах, обеспечивающих его минимальный прогиб, то есть на расстоянии от измерительных поверхностей, примерно равном 1/5 измеряемой длины.
- Не вынимайте без особой надобности измерительные стержни из корпусов.
- Не допускайте ударов по нутромеру, особенно по его измерительным поверхностям.
- Сохраняйте чистоту шкалы, микрометрического винта и других деталей.
- Во избежание появления следов коррозии храните нутромер в закрытом футляре и в сухом месте.

- предназначен для измерения внутренних диаметральных размеров. Имеет 3 измерительные пятки(опоры, направления) через 120 градусов. Можно мерить как сквозные так и глухие отверстия.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

