

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Виды обмазки электродов

Просмотр содержимого документа
«Виды обмазки электродов»
ПЛАН УРОКА.
Тема урока: Виды обмазки электродов.
Цели урока:
образовательная: изучение видов покрытий электродов, их основных свойств, применения, достоинств и недостатков;
развивающая: развития мышления (выделять главное, сравнивать, строить аналогии);
воспитательная: воспитание ответственного отношения к профессиональному образованию.
Оснащение урока: учебник, ноутбук, проектор (содержит презентацию).
Тип урока: комбинированный.
ХОД УРОКА
Проверка присутствующих на уроке и их готовность к уроку…………..1мин.
Отметка отсутствующих и наличие учебных принадлежностей.
Объяснение и запись темы и целей урока…………………………………..2мин.
Актуализация опорных знаний………………………………………………5мин.
1. Назначение газообразующих составляющих.
2. Назначение шлакообразующих составляющих.
3. Назначение раскисляющих составляющих.
4. Назначение легирующих составляющих.
5. Назначение стабилизирующих составляющих.
6. Назначение связующих составляющих.
Мотивация учебной деятельности…………………………………………..3мин.
Несмотря на то, что все виды покрытий электродов выполняют одинаковые функции их химические составляющие бывают разными. Это позволяет максимально эффективно использовать возможности сварочных материалов в зависимости от требований к сварным конструкциям.
Изучение нового материала…………………………………………………26мин.
Конспектирование и объяснение нового материала.
Закрепление полученных знаний……………………………………………5мин.
Назовите виды электродных покрытий.
Обозначьте основные особенности электродов с основным покрытием.
Обозначьте основные особенности электродов с кислым покрытием.
Обозначьте основные особенности электродов с рутиловым покрытием.
Обозначьте основные особенности электродов с целлюлозным покрытием.
Подведение итогов урока……………………………………………………...2мин.
Оценивание наиболее активных студентов.
Домашнее задание……………………………………………………………...1мин.
Проработать изученный материал по конспекту и других, рекомендованных источников информации.
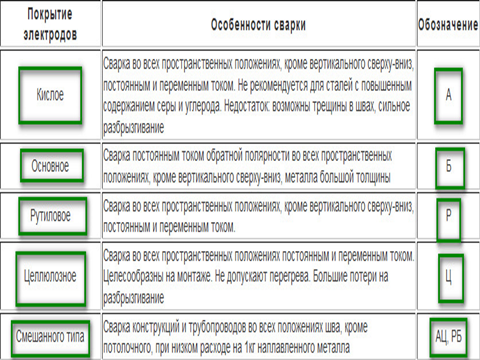
Виды обмазки электродов.
ЦВЕТ ЭЛЕКТРОДОВ:
Обмазки имеют следующий окрас:
1. Основные — бежевый или белый.
2. Кислые — серый.
3. Целлюлозные — светло-серый с коричневым оттенком.
4. Рутиловые — серый, синий, зеленый или коричневый.
Основное покрытие (Б).
Основное покрытие состоит из карбонатов кальция, магния (мрамор, мел, доломит, магнезит) и плавикового шпата, а также из ферросплавов (ферромарганец, ферросилиций, ферротитан и др.). Расплавленный металл защищается углекислым газом и окисью углерода, которые образуются вследствие диссоциации карбонатов.
Электроды с основным покрытием применяют преимущественно при сварке постоянным током обратной полярности во всех пространственных положениях. Металл, наплавленный такими электродами, чаще всего соответствует спокойной стали и содержит незначительное количество кислорода, водорода и азота.
Электроды с основным покрытием используют для сварки металлов большой толщины, для изделий, работающих в тяжелых эксплуатационных условиях или транспортирующих газы, а также для сварки литых углеродистых, низколегированных высокопрочных сталей и сталей с повышенным содержанием серы и углерода.
Металл шва, стойкий против образования кристаллизационных трещин, старения, имеет достаточно высокие показатели ударной вязкости, как при положительных, так и при отрицательных температурах.
Электроды с основным покрытием весьма чувствительны к образованию пор во время сварки, если кромки свариваемых изделий покрыты окалиной, ржавчиной и т.п., а также, если электродное покрытие увлажнено и поддерживается большая длина дуги.
Достоинства:
1. Отсутствие органического компонента. Благодаря этому металл не насыщается водородом, как в случае с другими типами обмазок. Уже имеющийся в расплаве данный элемент связывается фторидом кальция, содержащимся в покрытии. Это предотвращает охрупчивание стали, позволяя применять основные электроды для сварки закаливающихся марок (высокоуглеродистых и легированных). Такие расходники называют низководородистыми.
2. Высокая ударная вязкость шва. Расходники подходят для изготовления конструкций, работающих при низких температурах и испытывающих динамические нагрузки.
3. Более низкая, чем у других покрытий, склонность наплавленного металла к старению.
4. Высокий коэффициент основности шлаков. Это обеспечивает хорошее усвоение легирующих элементов. Основные электроды — единственные из плавящихся, которые подходят для сварки высоколегированных сталей.
5. «Короткие» шлаки. Они быстро твердеют при остывании, что позволяет выполнять вертикальные и потолочные швы.
6. Высокая стойкость наплавки к образованию горячих трещин.
Недостаток — низкая стабильность дуги. Содержащийся в обмазке фтор служит деионизатором. Поэтому электродами с основным покрытием варят преимущественно на постоянном токе обратной полярности.
Кислое покрытие (А).
В составе кислого покрытия содержатся окислы железа и марганца (преимущественно в виде руд), кремнезем, титановый концентрат и большое количество ферромарганца. Газовую защиту расплавленного металла обеспечивают разложением органических составляющих покрытия (целлюлозы, древесной муки, декстрина, крахмала). Металл, наплавленный электродами с кислым покрытием, по своему составу чаще всего соответствует кипящей стали и содержит от 0,12 % С, 0,10 % Si, 0,6-0,9 % Mn до 0,05 % S и Р каждого.
Электроды этой группы пригодны для сварки во всех пространственных положениях переменным и постоянным током и характеризуются достаточно большой скоростью расплавления.
Их не рекомендуется применять для сварки сталей, которые имеют повышенное содержание серы и углерода, так как металл шва, выполненный этими электродами, чувствителен к образованию кристаллизационных трещин. Электродами с кислым покрытием можно сваривать металл с ржавыми кромками, окалиной (при значительном напряжении дуги), получая при этом плотные швы.
Достоинства:
1. Заготовки можно не зачищать от ржавчины и окалины. Поры в шве не образуются, поскольку шлаки кислых покрытий связывают окислы железа.
2. Есть возможность варить длинной дугой (при повышенном напряжении). Некоторые другие расходники в таких условиях дают пористый шов.
3. Стабильность дуги высокая, что позволяет выполнять сварку переменным током. Разряд легко зажигается повторно. Подходит трансформатор с относительно небольшим напряжением холостого хода — 60-70 В.
4. Высокий коэффициент наплавки обеспечивает хорошую производительность. Для некоторых марок он достигает 11-12 г/А*ч.
5. Швы можно выполнять во всех пространственных положениях.
Недостатки:
1. Покрытие продуцирует большой объем свободного кислорода, связывающего легирующие элементы. Это не позволяет применять кислые электроды для сварки конструкций из высоколегированных марок стали.
2. Органические компоненты насыщают наплавку водородом. Из-за этого расходники не подходят для закаливающихся сталей (высокоуглеродистых и легированных). Водород проникает в пришовную зону и лишает материал пластичности, вследствие чего появляются холодные трещины.
3. Выделяются газообразные соединения марганца, вредные для здоровья.
4. Материал шва проявляет склонность к горячим трещинам при доле углерода в стали свыше 0,15%. По этой причине кислыми расходниками варят только низкоуглеродистые стали.
5. Образуется большое количество брызг.
6. Шов обладает низкой ударной вязкостью и проявляет склонность к механическому старению из-за насыщения его кислородом.
Электроды с рутиловым покрытием (Р).
В состав рутилового покрытия входят концентрат природного минерала рутила, кремнезем, карбонаты кальция, магния и ферромарганец.
Содержание водорода в металле шва зависит от присутствия в покрытии органических веществ. Стойкость металла шва против образования кристаллизационных трещин такая же, как у электродов с кислым покрытием.
Электроды этой группы при сварке мало склонны к образованию пор при изменении длины дуги или по окисленным поверхностям, а также по металлу, наплавленному ранее электродами со стабилизирующим покрытием. В процессе сварки обеспечивают устойчивое горение дуги, хорошее формирование шва, а также минимальное разбрызгивание металла.
Выделение вредных газов при сварке небольшое.
Электродами с рутиловым покрытием можно сваривать изделия во всех пространственных положениях, как переменным, так и постоянным током.
Металл, направленный электродами с рутиловым покрытием, содержит до 0,12% С; 0,4-0,7% Мn; 0,1-0,3% Si; 0,04% S и Р каждого.
Достоинства:
1. Минимальное разбрызгивание.
2. Легкое отделение окалины. Шов имеет аккуратный вид.
3. Стабильность дуги, быстрое повторное зажигание. Это обеспечивает высокую производительность.
4. Безопасность для здоровья сварщика.
5. Универсальность. Выпускаются разновидности для любых задач, в т.ч. смешанные (рутилово-целлюлозные и др.).
6. «Короткие» шлаки.
7. Способность надежно соединять заготовки, покрытые ржавчиной, окалиной или грунтовкой (при толщине до 20-25 мкм).
8. Стойкость к горячим трещинам.
9. Плавный переход от шва к основному металлу. Благодаря этому соединения, испытывающие знакопеременные нагрузки, обладают высоким сопротивлением усталости.
Недостатки:
В большинстве случаев в качестве газообразующих вводятся органические присадки. Это приводит к насыщению расплава водородом и, как следствие, повышенной пористости шва. Данные показатели находятся в допустимых пределах, если покрытие не пересушено.
Прочие факторы повышенной пористости:
чрезмерная сила тока;
сварка тонкого металла расходниками большого диаметра;
выполнение тавровых соединений с зазором.
Электроды с целлюлозным покрытием (Ц).
Целлюлозное покрытие состоит главным образом из горючих органических материалов (оксицеллюлозы, крахмала), которые в процессе разложения обеспечивают в дуге газовую защиту расплавленного металла. Шлакообразующими являются рутил, титановый концентрат,
марганцевая руда и силикаты, а раскислителем - ферромарганец.
Эти электроды обеспечивают небольшое разбрызгивание металла и малое количество шлака. Они пригодны для сварки во всех пространственных положениях как переменным, так и постоянным током.
Достоинства:
1. Большой объем защитных газов и малое количество шлаков. Это позволяет выполнять качественные швы с низкой пористостью во всех пространственных положениях.
2. Большая глубина провара. Она объясняется оттеснением металла из сварочной ванны потоком газов.
3. Стабильное горение дуги.
Недостаток — повышенная разбрызгиваемость.
Электроды с покрытием смешанного вида.
Кроме вышеперечисленных типов покрытий существуют следующие покрытия металлических электродов: рутило-карбонатное (электроды АНО-3, АНО-4, АНО-5); рутило-карбонатно- фтористое (электроды ОЗЛ-9); ильменитовое (электрод ы АНО-6); рутиловое с железным порошком (электроды АНО-1); пластмассовое (электроды ВСП-1).
Электроды с рутило-карбонатным покрытием обладают высокими сварочно-технологическими свойствами.
При сварке этими электродами обеспечиваются хорошее формирование металла шва во всех пространственных положениях, легкая отделимость шлаковой корки, устойчивое горение дуги при сварке переменным и постоянным током любой полярности. Они имеют малые потери металла от разбрызгивания.
По механическим свойствам металла шва и сварного соединения данные электрода относятся к электродам типа Э-46, ГОСТ 9467-75.
Электроды с рутило-карбонатно-фтористым покрытием применяются при сварке жаростойких сталей, работающих при температуре до 1050°С, и когда к металлу шва предъявляются требования повышенной стойкости против охрупчивания.
Электроды с ильменитовым покрытием отличаются легким возбуждением дуги. При сварке электродами АНО-6, имеющими ильменитовое покрытие, выделяется меньше пыли, дыма и газов, чем при сварке электродами СМ-5.
Электроды, имеющие рутиловое покрытие с железным порошком, обладают высокой производительностью за счет наличия в покрытии железного порошка.
Сварка выполняется в основном в нижнем положении.
При сварке выделяется небольшое количество токсических соединений марганца. Эти электроды имеют типичный коэффициент наплавки 15 г/А-ч.
Склонность металла шва к образованию пор незначительная, так как наличие ржавчины и масла, не вызывает образования пор.
Электроды с пластмассовым покрытием также содержат железный порошок, этими электродами легко заваривают зазоры. Покрытие негигроскопично. Сварка возможна во всех пространственных положениях на постоянном и переменном токе.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

