Россия, Покров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 27.03.2024 13:14

Просин Евгений Николаевич
Мастер призводственного обучения
70 лет
Местоположение
Специализация
«Вытачивание цилиндрических валиков».
Категория:
Прочее
15.03.2023 17:25

Просмотр содержимого документа
««Вытачивание цилиндрических валиков».»
ПЛАН УРОКА 6.2
учебной практики (урок производственного обучения)
Профессия: 19149 «Токарь»
Дата проведения:
Мастер п/о: ПРОСИН ЕВГЕНИЙ НИКОЛАЕВИЧ
Место проведения: учебно-производственная мастерская по профессии «Токарь».
Учебная практика по: МДК 02.01. «Технология металлообработки на токарных станках»
Тема 6. «Комплексные работы» (42 часа)
Урок № 36
«Вытачивание цилиндрических валиков». (6 часов).
Дидактическая цель урока:
Формирование первоначальных профессиональных умений по обработке ступенчатых валов.
Задачи урока:
Образовательная
Сформировать умения производить настройку токарных станков для обработки поверхностей заготовки с точностью по 10-14 квалитетам и для обработки простых и средней сложности деталей с точностью размеров по 12-14 квалитетам на станках;
Развивающая
Совершенствовать умения организации собственной и коллективной деятельности с целью выполнения профессиональных задач.
Воспитывающая
Содействовать формированию ответственности за результаты своей работы, проявлению инициативы и самостоятельности в трудовой деятельности, привитию любви к профессии.
Методы обучения:
- наглядные (показ трудовых приёмов);
- словесные (беседа, устное объяснение);
- практические (самостоятельная работа по выполнению трудовых операций.
Тип урока:
Урок по изучению трудовых приёмов и операций
Вид урока:
Урок-практикум
Межпредметные связи:
-МДК 02.01 «Технология металлообработки на токарных станках», тема 2.3 «Определение основных понятий безопасности труда»
- МДК 02.01 «Технология металлообработки на токарных станках», тема 3.1 «Стандартные масштабы (ГОСТ 2.302-68) – определение, обозначение и применение»
- МДК 02.01 «Технология металлообработки на токарных станках», тема 4.1 «Сведения о металлах и сплавах».
- МДК 02.01 «Технология металлообработки на токарных станках», тема 5.7 «Основные понятия о процессе токарной обработки».
- МДК 02.01 «Технология металлообработки на токарных станках», тема 8.4 «Правила применения, проверки на точность универсальных и специальных приспособлений для выполнения токарных операций».
Форма организации познавательной деятельности:
1. Фронтальная
2. Звеньевая (бригадная)
Уровень освоения – 2
Материально-техническое и методическое оснащение урока:
1. Инструменты
- трёхкулочковый патрон
- штангенциркуль;
- резец проходной черновой правый;
- измерительная линейка;
- крючок для отвода и удаления стружки
2. Материалы:
- заготовки;
- пруток
3. Дидактический материал:
- контрольный образец, приложение 1
- технологическая карта, приложение 2
- карточка взаимооценки и самооценки, приложение 3
- вопросы для заключительного инструктажа, приложение 4.
Ход урока
| Структура урока | Деятельность мастера | Деятельность обучающихся | Примечание по методике обучения |
| 1. Организационный момент (10 мин.) | Приветствует обучающихся, проверяет готовность к уроку: - информация об отсутствующих; - выдача инструментов и материалов. | Приветствуют мастера, получают инструменты и материалы, настраиваются на урок. |
|
| II. Вводный инструктаж (120 мин) 2.1. Мотивация учебно-производственной деятельности обучающихся (15 мин.)
2.2. Актуализация опорных знаний, умений и навыков. (15 мин.)
2.3. Объяснение нового материала (90 мин.) III. Текущий инструктаж (200 мин) 3.1. Самостоятельная работа по выполнению учебно-практического задания.
IV. Заключительный инструктаж (30 мин)
V. Раздаю домашнее задание | Сообщает тему и цели урока, план работы.
Беседует с обучающимися об обработке ступенчатых валов Доведение правил безопасности труда и производственной санитарии
Объяснение принципа обработки ступенчатых валов, предварительно центрованных заготовок. - контрольный образец, приложение 1; -технологическая карта приложение 2. Наглядный показ рабочих приёмов. Целевые обходы рабочих мест: - контроль соблюдения техники безопасности и организации рабочего места; - контроль правильности выполнения рабочих приемов; - соблюдение требований по обработке ступенчатых валов - соблюдение технологической последовательности при обработке ступенчатых валов. - оказание помощи выполнения рабочих приёмов; - наблюдение за обучающимися , корректировка их деятельности; - сбор информации для подведения итогов. 4.1. Подвожу итоги работы. 4.2. Разбираю типичные ошибки. 4.3. Демонстрирую лучшие работы. 4.4. Сообщаю оценки за урок 5.1.Корректирую домашнее задание. 5.2.Принимаю инструменты; контролирую уборку рабочих мест. | Слушают, запоминают
Принимают участие в беседе.
слушают, запоминают. Знакомятся с дидактическим материалом Работают в бригадах: 3.1.Выполняют обработку ступенчатых валов 3.2. Выполняют замеры 3.3. Осуществляют самооценку и взаимооценки работы. Заполняют «карточки оценки»
4.1. Слушают итоги работы 4.2. Слушают о допущенных ошибках 4.3. Презентация выполненных работ. 5.1. Сдают инструменты и убирают рабочие места |
беседа
инструктирование с записью в журнале инструктажа
Самостоятельная работа по выполнению трудовых операций |
Мастер производственного
обучения________________________________Просин Евгений Николаевич
Вопросы для фронтального опроса.
Чем отличается обработка ступенчатых валов от обтачивания гладких цилиндрических деталей?
Чем повышается производительность при обтачивании коротких ступенчатых валов?
Какими режущими инструментами обрабатывают ступенчатые валы?
Какие виды брака могут происходить на ступенчатых валах?
Какую серьезную опасность может представлять обработка ступенчатых валов?
Эталон ответов.
Обработка ступенчатых валов несколько отличается от обтачивания гладких цилиндрических деталей. В большинстве случаев заготовками ступенчатых валов является прокат, а диаметр заготовки несколько больше диаметра наибольшей ступени вала. Обтачивание обычно производят проходными упорными резцами, что позволяет не применять подрезных резцов для обработки торца ступени.
Повышение производительности при обтачивании коротких ступенчатых валов достигается применением многорезцовой обработки. В резцедержатель закрепляют два резца, каждый из которых обтачивает одну ступень детали.
При обтачивании ступенчатых деталей применяют проходные резцы, у которых угол в плане φ=750, а ось пиноли расположена под углом 150 к оси поперечных салазок суппорта.
При обработке ступенчатых валов возможны следующие виды брака: -отдельные участки поверхности детали остались не обработанными, причиной могут быть кривизна детали, недостаточный припуск на обработку детали, неудовлетворительное выполнение центрования; -действительные размеры обработанной детали не соответствуют размерам, заданным чертежом; - овальность обточенной детали, возникновения данного дефекта является неудовлетворительное состояние подшипников шпинделя.
Серьезную опасность может представлять при обработке ступенчатых валов: износ головок крепёжных болтов резцедержателя и губок ключа, стружка, особенно чугуна и бронзы.
Приложение 1
К ОНТРОЛЬНЫЙ ОБРАЗЕЦ
ОНТРОЛЬНЫЙ ОБРАЗЕЦ
Приложение 2
ИНСТРУКЦИОННАЯ КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
| Алгоритм действий | Порядок выполнения операций | Время на выполнение операции | |
| Обточить ступени вала без подрезания торцовой поверхности. | |||
| 1. Установить вершину головки резца на расстоянии от торцовой поверхности заготовки, равном сумме длин 1-й и 2-й ступеней.
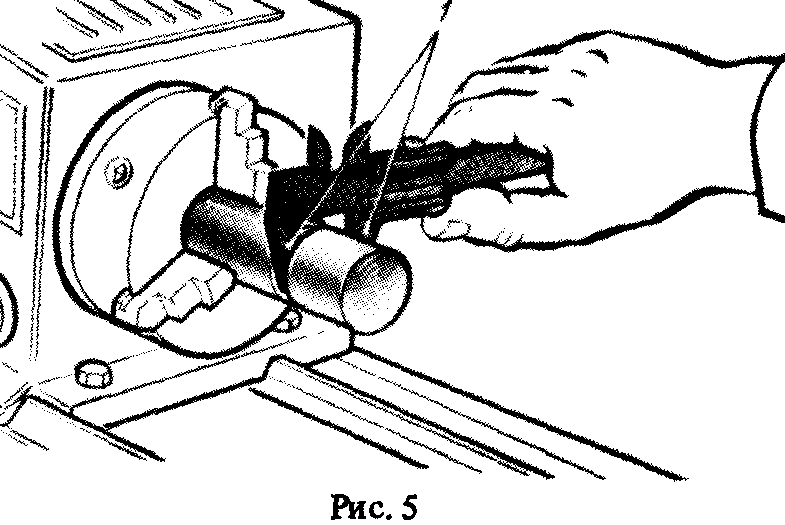
| 1. Если это расстояние небольшое (до 150 мм), то вместо линейки можно использовать стержень глубиномера 3 штангенциркуля 1 (рис. 1). Установить стержень глубиномера на требуемый размер, взять штангенциркуль в правую руку и упереть его концом штанги в торец заготовки 1 так, чтобы стержень и сама штанга расположились параллельно оси заготовки, переместив резец 2 до совпадения его вершины с концом стержня глубиномера. Включить станок. Выточить круговую риску на поверхности заготовки. Резец 2 (рис. 2) перемещать в поперечном направлении до тех пор, пока его вершина немного врежется в поверхность заготовки 1, образуя круговую риску 3, до которой и следует обтачивать цилиндрическую ступень. Отвести резец от обрабатываемой поверхности и переместить в исходное положение. Обточить цилиндрическую поверхность до риски. Резец 2 (рис. 3) подать на требуемую глубину резания по лимбу. Включить механизм суппорта на прямую продольную подачу и обточить заготовку, наблюдая за образованием гладкой и ровной обработанной поверхности. При подходе резца к риске на расстояние 1—2 мм выключить механизм подачи суппорта, довести резец до риски вручную, после чего отвести его от обработанной поверхности. Обточить цилиндрическую ступень за один или несколько рабочих ходов в зависимости от величины припуска на обработку. Выключить станок. Измерить диаметр и длину обработанной поверхности. Диаметр измеряют штангенциркулем, длину ступени — линейкой или стержнем глубиномера. Возвратить резец в исходное положение. Установить вершину головки резца 2 от торца заготовки 1 на расстояние, равное длине 1-й ступени, и выточить круговую риску 3 (рис. 4). Обточить цилиндрическую поверхность 1-й ступени (рис. 5). Если перепад диаметров ступеней небольшой (до 5— 8 мм), обтачивание заготовки целесообразно производить, начиная с 1-й ступени, затем со 2-й. Выключить станок и электродвигатель. Открепить и снять заготовку и резец. Для удобства снятия заготовки и резца переместить суппорт вправо на середину направляющих станины. | мин | |
|
| ИТОГО | 45 мин. | |


Приложение 3
КАРТОЧКА ВЗАИМООЦЕНКИ И САМООЦЕНКИ
| № п/п | Список обучающихся | Взаимооценка | Самооценка | Оценка | |
| 1. |
|
|
|
| |
| 2. |
|
|
|
| |
| 3. |
|
|
|
| |
| 4. |
|
|
|
| |
| 5. |
|
|
|
| |
| 6. |
|
|
|
| |
| 7. |
|
|
|
| |
| 8. |
|
|
|
| |
| 9. |
|
|
|
| |
| 10. |
|
|
|
| |
| 11. |
|
|
|
| |
| 12. |
|
|
|
| |
| 13. |
|
|
|
| |
| 14. |
|
|
|
| |
| 15. |
|
|
|
| |
| 16. |
|
|
|
| |
| 17. |
|
|
|
| |
| 18. |
|
|
|
| |
| 19. |
|
|
|
| |
| 20. |
|
|
|
| |
| 21. |
|
|
|
| |
| 22. |
|
|
|
| |
| 23. |
|
|
|
| |
| 24. |
|
|
|
| |
| 25. |
|
|
|
| |
| итого |
| ||||
Критерии оценок учебного задания:
Технологическая последовательность выполнения задания.
Организация рабочего места.
Соблюдение правил Т.Б.
Трудовая дисциплина.
Качество выполнения задания:
- обработки наружной цилиндрической поверхности;
- обрезка прутка или заготовки;
- уборка стружки;
- правильное применение измерительного инструмента;
- предупреждение ситуаций приводящих к дефектам.
Время на выполнение.
Приложение 4
ВОПРОСЫ ДЛЯ ЗАКЛЮЧИТЕЛЬНОГО ИНСТРУКТАЖА
1.Какие трудности возникли у вас при обработке наружной цилиндрической поверхности?
2.Какие трудности возникли при обрезке заготовки?
3.Какие были допущены ошибки?
4. Как вы устраняли дефекты?
5. Понравилось ли вам выполнять обработку детали?
6. Какой вид обработке легче, а какой сложнее? Какие у Вас есть предложения для улучшения качества и производительности при обработке поверхности.
ПЛАН УРОКА 6.2
учебной практики (урок производственного обучения)
Профессия: 19149 «Токарь»
Дата проведения:
Мастер п/о: Копейкин Владимир Альбертович
Место проведения: учебно-производственная мастерская по профессии «Токарь».
Учебная практика по: МДК 02.01. «Технология металлообработки на токарных станках»
Тема 6. «Комплексные работы» (42 часов)
Урок № 37
«Выполнение наружных и внутренних канавок». (6 часов).
Дидактическая цель урока:
Формирование первоначальных профессиональных умений по обработке ступенчатых валов.
Задачи урока:
Образовательная
Сформировать умения производить настройку токарных станков для обработки поверхностей заготовки с точностью по 10-14 квалитетам и для обработки простых и средней сложности деталей с точностью размеров по 12-14 квалитетам на станках;
Развивающая
Совершенствовать умения организации собственной и коллективной деятельности с целью выполнения профессиональных задач.
Воспитывающая
Содействовать формированию ответственности за результаты своей работы, проявлению инициативы и самостоятельности в трудовой деятельности, привитию любви к профессии.
Методы обучения:
- наглядные (показ трудовых приёмов);
- словесные (беседа, устное объяснение);
- практические (самостоятельная работа по выполнению трудовых операций.
Тип урока:
Урок по изучению трудовых приёмов и операций
Вид урока:
Урок-практикум
Межпредметные связи:
-МДК 02.01 «Технология металлообработки на токарных станках», тема 2.3 «Определение основных понятий безопасности труда»
- МДК 02.01 «Технология металлообработки на токарных станках», тема 3.1 «Стандартные масштабы (ГОСТ 2.302-68) – определение, обозначение и применение»
- МДК 02.01 «Технология металлообработки на токарных станках», тема 4.1 «Сведения о металлах и сплавах».
- МДК 02.01 «Технология металлообработки на токарных станках», тема 5.7 «Основные понятия о процессе токарной обработки».
- МДК 02.01 «Технология металлообработки на токарных станках», тема 8.4 «Правила применения, проверки на точность универсальных и специальных приспособлений для выполнения токарных операций».
Форма организации познавательной деятельности:
1. Фронтальная
2. Звеньевая (бригадная)
Уровень освоения – 2
Материально-техническое и методическое оснащение урока:
1. Инструменты
- трёхкулочковый патрон
- штангенциркуль;
- резец проходной черновой правый;
- измерительная линейка;
- крючок для отвода и удаления стружки
2. Материалы:
- заготовки;
- пруток
3. Дидактический материал:
- контрольный образец, приложение 1
- технологическая карта, приложение 2
- карточка взаимооценки и самооценки, приложение 3
- вопросы для заключительного инструктажа, приложение 4.
Ход урока
| Структура урока | Деятельность мастера | Деятельность обучающихся | Примечание по методике обучения |
| 1. Организационный момент ( 10 мин.) | Приветствует обучающихся, проверяет готовность к уроку: - информация об отсутствующих; - выдача инструментов и материалов. | Приветствуют мастера, получают инструменты и материалы, настраиваются на урок. |
|
| II. Вводный инструктаж (120 мин) 2.1. Мотивация учебно-производственной деятельности обучающихся (15 мин.)
2.2. Актуализация опорных знаний, умений и навыков. ( 15 мин.)
2.3. Объяснение нового материала ( 90 мин. ) III. Текущий инструктаж (200 мин) 3.1. Самостоятельная работа по выполнению учебно-практического задания.
IV. Заключительный инструктаж ( 30 мин)
V. Раздаю домашнее задание | Сообщает тему и цели урока, план работы.
Беседует с обучающимися об обработке ступенчатых валов Доведение правил безопасности труда и производственной санитарии
Объяснение принципа обработки ступенчатых валов, предварительно центрованных заготовок. - контрольный образец, приложение 1; -технологическая карта приложение 2. Наглядный показ рабочих приёмов. Целевые обходы рабочих мест: - контроль соблюдения техники безопасности и организации рабочего места; - контроль правильности выполнения рабочих приемов; - соблюдение требований по обработке ступенчатых валов - соблюдение технологической последовательности при обработке ступенчатых валов. - оказание помощи выполнения рабочих приёмов; - наблюдение за обучающимися, корректировка их деятельности; - сбор информации для подведения итогов. 4.1. Подвожу итоги работы. 4.2. Разбираю типичные ошибки. 4.3. Демонстрирую лучшие работы. 4.4. Сообщаю оценки за урок 5.1.Корректирую домашнее задание. 5.2.Принимаю инструменты; контролирую уборку рабочих мест. | Слушают, запоминают
Принимают участие в беседе.
слушают, запоминают. Знакомятся с дидактическим материалом Работают в бригадах: 3.1.Выполняют обработку ступенчатых валов 3.2. Выполняют замеры 3.3. Осуществляют самооценку и взаимооценки работы. Заполняют «карточки оценки»
4.1. Слушают итоги работы 4.2. Слушают о допущенных ошибках 4.3. Презентация выполненных работ. 5.1. Сдают инструменты и убирают рабочие места |
беседа
инструктирование с записью в журнале инструктажа
Самостоятельная работа по выполнению трудовых операций |
Мастер производственного
обучения_________________________Просин Евгений Николаевич
Вопросы для фронтального опроса.
1.Чем отличается обработка ступенчатых валов от обтачивания гладких цилиндрических деталей?
2. Чем повышается производительность при обтачивании коротких ступенчатых валов?
3. Какими режущими инструментами обрабатывают ступенчатые валы?
4. Какие виды брака могут происходить на ступенчатых валах?
5. Какую серьезную опасность может представлять обработка ступенчатых валов?
Эталон ответов.
1. Обработка ступенчатых валов несколько отличается от обтачивания гладких цилиндрических деталей. В большинстве случаев заготовками ступенчатых валов является прокат, а диаметр заготовки несколько больше диаметра наибольшей ступени вала. Обтачивание обычно производят проходными упорными резцами, что позволяет не применять подрезных резцов для обработки торца ступени.
2. Повышение производительности при обтачивании коротких ступенчатых валов достигается применением многорезцовой обработки. В резцедержатель закрепляют два резца, каждый из которых обтачивает одну ступень детали.
3. При обтачивании ступенчатых деталей применяют проходные резцы, у которых угол в плане φ=750, а ось пиноли расположена под углом 150 к оси поперечных салазок суппорта.
4. При обработке ступенчатых валов возможны следующие виды брака: -отдельные участки поверхности детали остались не обработанными, причиной могут быть кривизна детали, недостаточный припуск на обработку детали, неудовлетворительное выполнение центрования; -действительные размеры обработанной детали не соответствуют размерам, заданным чертежом; - овальность обточенной детали, возникновения данного дефекта является неудовлетворительное состояние подшипников шпинделя.
5. Серьезную опасность может представлять при обработке ступенчатых валов: износ головок крепёжных болтов резцедержателя и губок ключа, стружка, особенно чугуна и бронзы.
Приложение 1
К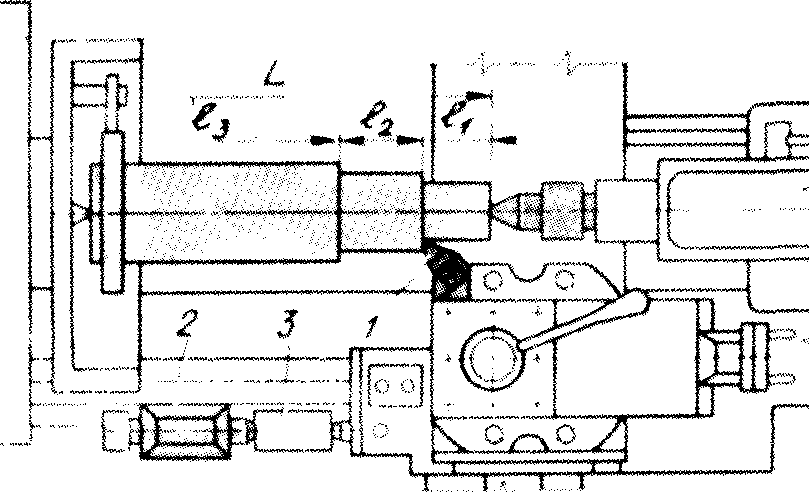 ОНТРОЛЬНЫЙ ОБРАЗЕЦ
ОНТРОЛЬНЫЙ ОБРАЗЕЦ
Приложение 2
ИНСТРУКЦИОННАЯ КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
| Алгоритм действий | Порядок выполнения операций | Время на выполнение операции |
| ВЫТАЧИВАНИЕ КАНАВОК НА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЯХ | ||
|
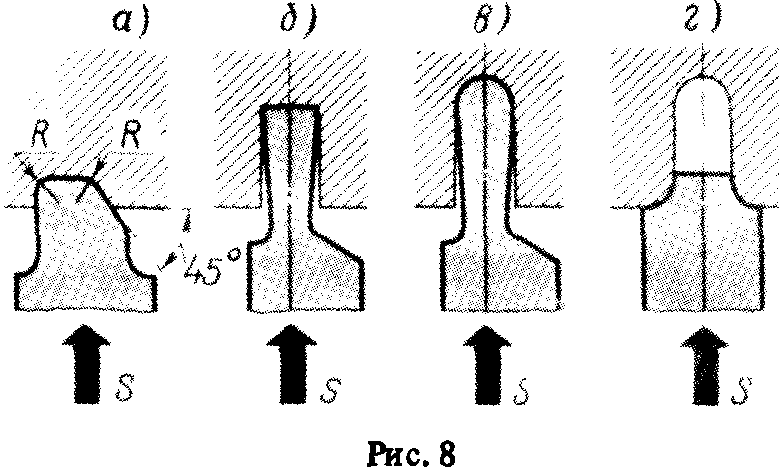
| 1. Подготовить и установить прорезные резцы для прорезания канавок. Канавки прямоугольного профиля вытачивать резцом 1 (рис. 1), канавки полукруглые - резцом 2, канавки для выхода шлифовального круга - резцом 3, а канавки специального назначения - резцом 4. 2 Настроить станок на требуемый режим резания. 3. Выточить канавку шириной 3 - 4 мм прямоугольного сечения на гладкой цилиндрической поверхности. Установить резец 1 на заданном расстоянии от торцовой поверхности по линейке 2 (рис. 2) или глубиномеру штангенциркуля, дня чего торец линейки или глубиномер штангенциркуля упереть в правую вершину головки прорезного резца 1 и переместить его влево на заданный чертежом размер. Резец подавать по лимбу винта поперечной подачи (рис. 3) на требуемую глубину канавки. При этом длина головки прорезного резца должна быть равна глубине канавки плюс 3 - 5 мм. 4. Измерить глубину или диаметр канавки. Измерять глубину канавки глубиномером 2 штангенциркуля (рис. 4). Для определения глубины канавки (если она не обозначена на чертеже) следует взять полуразность диаметров, т.е. из диаметра поверхности, на которой протачивается канавка, вычесть диаметр внутренней поверхности канавки и разделить на два. Диаметр внутренней поверхности канавки измерить длинными губками 1 (рис. 5) штангенциркуля. 5. Выточить широкую канавку. Резец 1 с правой стороны канавки от торца детали установить измерительной линейкой или стержнем 2 глубиномера штангенциркуля (рис. 6). Подавать резец по лимбу винта поперечной подачи (рис. 3) на глубину, меньшую заданной чертежом на 0,5 мм (припуск для чистового рабочего хода). Отвести резец на себя в исходное положение и измерить глубину канавки. Переместить резец влево и установить его на ширину канавки левой вершиной головки с помощью глубиномера штангенциркуля или его коротких губок либо линейки. Подать резец по лимбу винта поперечной подачи на полную глубину канавки и, перемещая его слева направо, обработать канавку окончательно (начисто). 6. Измерить ширину и глубину прямоугольной канавки. Измерять ширину и глубину канавки можно соответственно короткими губками и стержнем глубиномера штангенциркуля. При изготовлении подобных деталей большими партиями проверять размеры канавок шаблоном 1 (рис. 7). Если выступ шаблона б вошел вплотную в канавку, а его заплечики а упираются в поверхность детали, размеры канавки выдержаны. 7 8. Выточить фасонные канавки. Для выхода шлифовального круга. При вытачивании канавки для выхода шлифовального круга применить резец, изображенный на рис. 8,а. Резец не должен иметь острых вершин (обязательное условие), а правая вспомогательная режущая кромка его должна иметь наклон к оси детали 45°. Подача резца поперечная. Специального назначения. Канавки фасонного профиля больших размеров (рис. 8, а) обрабатывают в три перехода: вытачивание канавки прямоугольного сечения (рис. 8,б), скругление дна канавки фасонным резцом (рис. 8,в), скругление прямоугольных наружных выступов канавки фасонным резцом (рис. 8,г). Для всех трех переходов подача резца поперечная. | мин |
|
| II. ВЫТАЧИВАНИЕ ВНУТРЕННИХ КАНАВОК 1. Установить и закрепить деталь и резец, заточенный для вытачивания канавок на торце. Специальный прорезной резец (рис. 9) для вытачивания канавок на торце детали отличается от простого прорезного резца криволинейными боковыми вспомогательными поверхностями. Левая боковая поверхность, если смотреть на резец по стрелке А со стороны головки, затачивается по R d/2 на 5 - 8 мм, а правая боковая поверхность по R1 d1/2 на 5 - 8 мм. Ширину режущей кромки резца заточить по ширине вытачиваемых канавок. Установить резец 1 режущей кромкой строго на уровне оси центров станка и перпендикулярно торцу детали 2 (рис. 10). Обратить внимание на параллельность режущей кромки АА головки резца торцовой поверхности детали. 2. Поставить резец в исходное положение и выточить первую канавку а. Резец 1 переместить от центра торца на расстояние, равное радиусу меньшего диаметра первой канавки детали 2 (рис. 11), для чего глубиномер штангенциркуля (рис. 12) или линейку упереть в вершину головки резца I. Подавать резец на глубину канавки необходимо по лимбу винта верхних салазок или лимбу винта продольной подачи. Перемещать резец в исходное рабочее положение для вытачивания канавок на торцовой поверхности можно также по лимбу винта поперечных салазок от наружной поверхности детали или по специальному шаблону. 3. Проверить размеры канавки по диаметру, ширине и глубине. Проверять размеры канавки по диаметру - штангенциркулем, ширине - линейкой, шаблоном, штангенциркулем, глубине - шаблоном, штангенциркулем. | 20 мин. |
|
| ИТОГО | 45 мин. |








 . Выточить канавку (любого профиля) на цилиндрической поверхности около уступа. На ступенчатых валах обычно канавки вытачивают в конце уступов. Поэтому резец соответствующего профиля установить против уступа и, если ширина резца соответствует ширине канавки, проточить ее за один рабочий ход. Измерить размеры канавки так же, как и в предыдущих случаях.
. Выточить канавку (любого профиля) на цилиндрической поверхности около уступа. На ступенчатых валах обычно канавки вытачивают в конце уступов. Поэтому резец соответствующего профиля установить против уступа и, если ширина резца соответствует ширине канавки, проточить ее за один рабочий ход. Измерить размеры канавки так же, как и в предыдущих случаях.

Приложение 3
КАРТОЧКА ВЗАИМООЦЕНКИ И САМООЦЕНКИ
| № п/п | Список обучающихся | Взаимооценка | Самооценка | Оценка |
| 1. |
|
|
|
|
| 2. |
|
|
|
|
| 3. |
|
|
|
|
| 4. |
|
|
|
|
| 5. |
|
|
|
|
| 6. |
|
|
|
|
| 7. |
|
|
|
|
| 8. |
|
|
|
|
| 9. |
|
|
|
|
| 10. |
|
|
|
|
| 11. |
|
|
|
|
| 12. |
|
|
|
|
| 13. |
|
|
|
|
| 14. |
|
|
|
|
| 15. |
|
|
|
|
| 16. |
|
|
|
|
| 17. |
|
|
|
|
| 18. |
|
|
|
|
| 19. |
|
|
|
|
| 20. |
|
|
|
|
| 21. |
|
|
|
|
| 22. |
|
|
|
|
| 23. |
|
|
|
|
| 24. |
|
|
|
|
| 25. |
|
|
|
|
| итого |
| |||
Критерии оценок учебного задания:
Технологическая последовательность выполнения задания.
Организация рабочего места.
Соблюдение правил Т.Б.
Трудовая дисциплина.
Качество выполнения задания:
- обработки наружной цилиндрической поверхности;
- обрезка прутка или заготовки;
- уборка стружки;
- правильное применение измерительного инструмента ;
- предупреждение ситуаций приводящих к дефектам.
Время на выполнение.
Приложение 4
ВОПРОСЫ ДЛЯ ЗАКЛЮЧИТЕЛЬНОГО ИНСТРУКТАЖА
1.Какие трудности возникли у вас при обработке наружной цилиндрической поверхности?
2.Какие трудности возникли при обрезке заготовки?
3.Какие были допущены ошибки?
4. Как вы устраняли дефекты?
5. Понравилось ли вам выполнять обработку детали?
6. Какой вид обработке легче, а какой сложнее? Какие у Вас есть предложения для улучшения качества и производительности при обработке поверхности.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

