
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 30.05.2026 18:13

Шишкина Людмила Николаевна
Преподаватель спецпредметов
66 лет
Местоположение
Специализация
Заготовительные операции
Категория:
Прочее
24.11.2016 18:55

Просмотр содержимого документа
«Заготовительные операции»

- 1)Резка
- 2)Гибка
- 3)Разметка
- 4)Штамповка
- 5)Прокат
- 6)Строгание кромок. Сверление отверстий
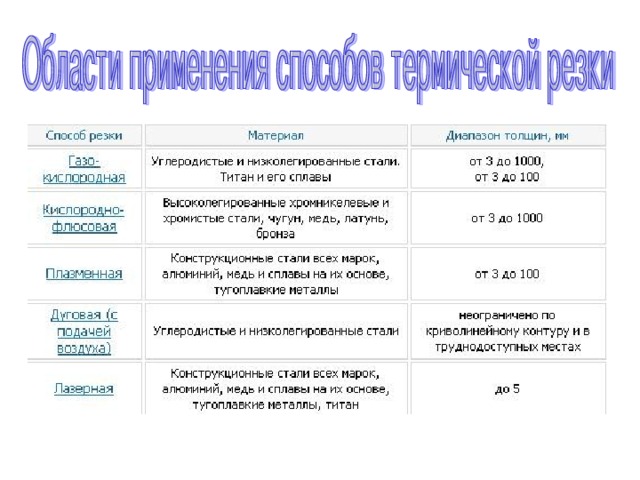
- Термической резкой называют обработку металла (вырезку заготовок, строжку, создание отверстий) посредством нагрева. Паз, образующийся между частями металла в результате резки, называют резом. По форме и характеру реза может быть разделительная и поверхностная резка, по шероховатости поверхности реза - заготовительная и чистовая. Термическая резка отличается от других видов высокой производительностью при относительно малых затратах энергии и возможностью получения заготовок любого, сколь угодно сложного, контура при большой толщине металла.

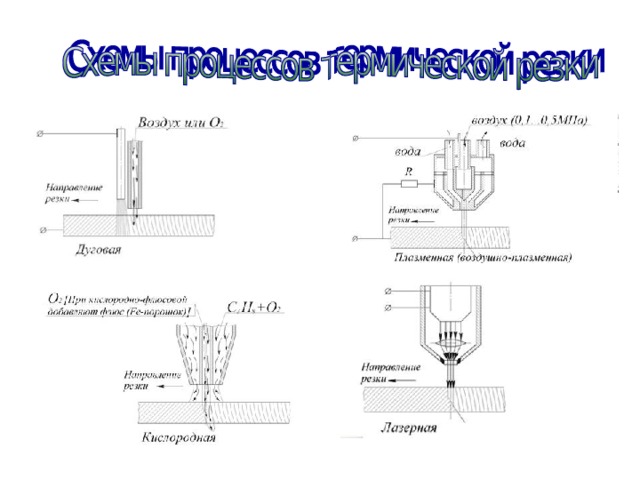
- Можно выделить три группы процессов термической резки: окислением, плавлением и плавлением-окислением. При резке окислением металл в зоне резки нагревают до температуры его воспламенения в кислороде, затем сжигают его в струе кислорода, используя образующуюся теплоту для подогрева следующих участков металла. Продукты сгорания выдувают из реза струей кислорода и газов, образующихся при горении металла. К резке окислением относятся газопламенная (кислородная) и кислородно-флюсовая резка. При резке плавлением металл в месте резки нагревают мощным концентрированным источником тепла выше температуры его плавления и выдувают расплавленный металл из реза с помощью силы давления дуговой плазмы, реакции паров металла, электродинамических и других сил, возникающих при действии источника тепла, либо специальной струей газа. К способам этой группы относятся дуговая, воздушно-дуговая, сжатой дугой (плазменная), лазерная и термогазоструйная резка.
- Гибка металла представляет собой процесс обработки металлических листовых изделий, в процессе которого им придается необходимая форма. Эта технологическая операция пользуется широким спросом в наше время. Как правило, гибка металлов проходит непосредственно за счет растягивания всех наружных слоев металла (они увеличиваются в размерах), а также сжатия внутренних слоев (их размеры уменьшаются). Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
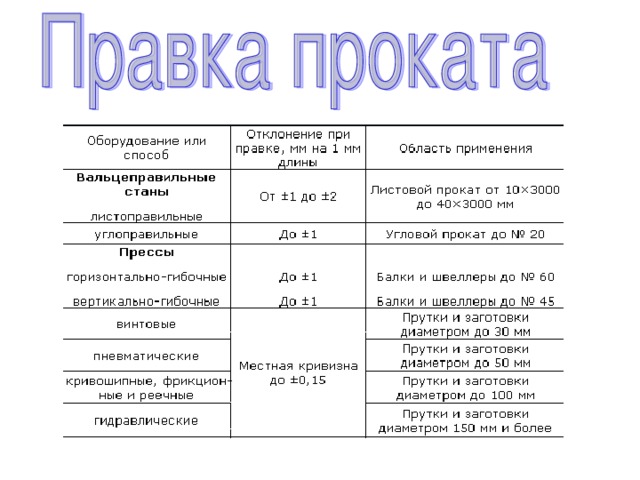
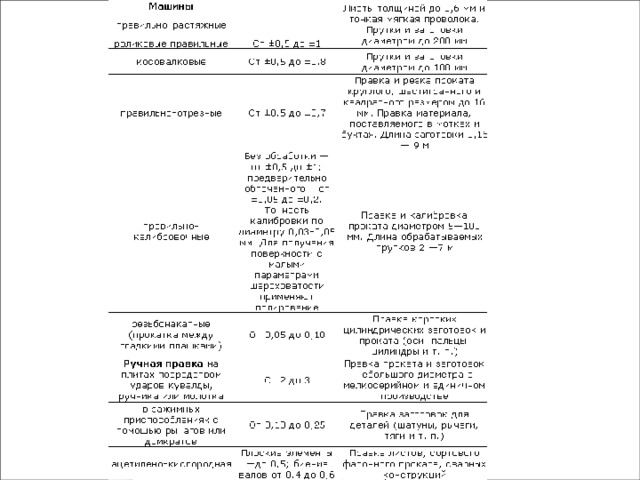
- К наиболее распространенным видам обработки металла давлением относятся прокатка, штамповка и ковка Прокатка - это процесс обжатия металла между вращающимися валками прокатных станов, в результате чего получают балки, трубы, листы, полосы и ленты. Штамповка производится на различном штамповочном оборудовании с использованием штампов, а по виду исходного материала она делится на объемную (горячую и холодную), для которой используют прутковый материал, и листовую (горячую и холодную), производимую из листового проката. Для объемной штамповки используют специальные станки для штамповки и обработки заготовок давлением, что позволяет получать сложные по конфигурации детали. Обработка давлением осуществляется без потерь металла и характеризуется высокой производительностью и экономичностью.
Если мы говорим про ручную гибку металла, то следует отметить, что она представляет собой достаточно трудоемкий процесс. А поэтому этой обработке подвергаются следующие металлы: листовой металл, имеющий небольшую толщину, а также прутовый и полосовый металл, толщина которого меньше 0,6 мм. Для механизации всего процесса, как правило, используются листогибочные прессы или же листогибочные вальцы. Могут использоваться и специальные роликовые гибочные станки.
Современная гибка металла, в процессе которого применятся различные станки, позволяет, во-первых, снизить трудоемкость производимой работы, а, во-вторых, увеличить её производительность. Конечно, особенно следует сделать акцент и на снижение количество брака. Ведь, как известно гибка металла, осуществляемая вручную, требует весьма точного расположения в тисках металла, его надежного закрепления, дабы исключить деформации изделия или придания ему неправильной формы.
- Листовая гибка металла может проводиться, как ручным способом, в котором применяются молотки, плоскогубцы и тиски, так и механическим, где используются станки различной конструкции.
- Как отмечалось выше, такой процесс, как гибка, предполагает использование станков. Это позволяет исключить возможность ошибки. Все размеры еще до начала работ выставляются в нужном положении, металл достаточно надежно фиксируется специальным механизмом. Следует отметить, что все станки нового поколения, которые оснащены ЧПУ, производят гибку металла быстро и качественно. При столь несложном процессе брак допускается в минимальном количестве.
- ЗАО "Лазерные комплексы" сегодня предлагает весьма широкий ассортимент современного оборудования, предназначенного для изменения формы изделий из металла в соответствии с требованиями конструкций или чертежей, при этом вся работа занимает небольшой немного времени и не требует практически физических усилий со стороны главного оператора станка. Лишь на высококачественном оборудовании можно быстро и точно осуществить гибку.
- Не менее качественное оборудование требуется и для лазерной резки металла разной толщины, разного вида и формы. Благодаря этим двум процессам, что позволяют изготовить из одного листа металла детали любой геометрической формы, – гибке и лазерной резке - на сегодняшний день можно получить шикарные декоративные элементы современного интерьера и экстерьера.

- Разметка металла — операция нанесения на заготовку линий (рисок), определяющих согласно чертежу контуры детали и места, подлежащие обработке. Разметка бывает плоскостная и пространственная. Плоскостную разметку применяют в том случае, когда контуры детали лежат в одной плоскости; при пространственной разметке линии наносят в нескольких плоскостях или на нескольких поверхностях.
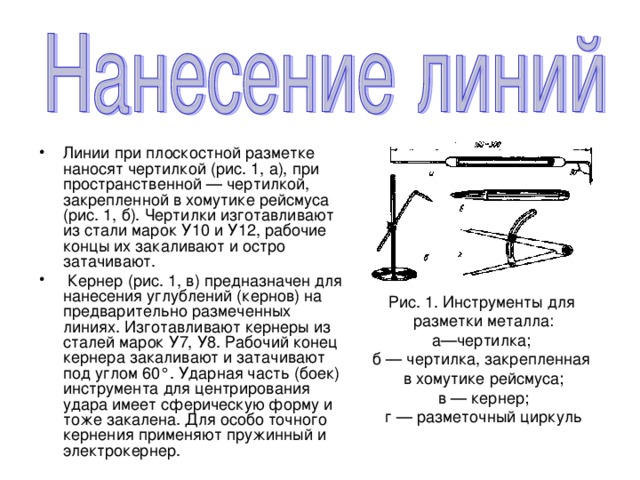
- Линии при плоскостной разметке наносят чертилкой (рис. 1, а), при пространственной — чертилкой, закрепленной в хомутике рейсмуса (рис. 1, б). Чертилки изготавливают из стали марок У10 и У12, рабочие концы их закаливают и остро затачивают.
- Кернер (рис. 1, в) предназначен для нанесения углублений (кернов) на предварительно размеченных линиях. Изготавливают кернеры из сталей марок У7, У8. Рабочий конец кернера закаливают и затачивают под углом 60°. Ударная часть (боек) инструмента для центрирования удара имеет сферическую форму и тоже закалена. Для особо точного кернения применяют пружинный и электрокернер.
Рис. 1 . Инструменты для
разметки металла:
а—чертилка;
б — чертилка, закрепленная
в хомутике рейсмуса;
в — кернер;
г — разметочный циркуль
- Разметочный циркуль ( рис. 1, г ) служит для проведения окружностей, деления углов и нанесения линейных размеров на заготовку.
- Детали размечают по чертежу, шаблону, образцу. При разметке по чертежу сначала наносят осевые линии, затем — горизонтальные и вертикальные, а в последнюю очередь — наклонные линии, окружности и дуги. После этого контуры детали накернивают. Разметку по шаблону применяют при изготовлении большого количества одинаковых по форме и размерам деталей.
- Центры на торцах цилиндрических деталей находят при помощи центроискателей и циркулей. Центроискатель представляет собой угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Угольник устанавливают на торец и чертилкой проводят линию, которая пройдет через центр окружности, затем поворачивают угольник на угол около 90° и проводят вторую линию. На пересечении линий и находится центр.
- Кернер-центроискатель используют при малом диаметре изделий. Центр накернивают, прижимая колокол к торцу изделия и ударяя молотком по головке.
- Поверхности, подлежащие разметке, часто бывает целесообразно предварительно окрасить, чтобы на них лучше были видны разметочные линии.
- Для окраски применяют следующие средства:
- для необработанных поверхностей отливок из черных и цветных металлов — мел, разведенный в воде до состояния молока, и 50 г столярного клея на 1 л воды (клей разводят отдельно, затем его кипятят с мелом);
- для обработанных поверхностей стали и чугуна — медный купорос (2—3 чайные ложки на стакан горячей воды) или натирание смоченной поверхности порошком медного купороса.
- Цветной и стальной прокат, а также драгоценные металлы не окрашивают, так как разметочные линии хорошо видны. В отдельных случаях для более четкого нанесения рисунка разметочные линии окрашивают белой акварельной краской.
- Разметку начинают с выбора базы, то есть линии или плоскости, от которых будут откладываться размеры. Если на заготовке есть обработанные поверхности, за базы принимают их; у симметричных деталей за базы удобно принимать оси симметрии, центровые линии. Для повышения качества разметки производят дополнительное накернивание разметочных линий на концах и в местах пересечения с другими разметочными линиями.
- При пространственной разметке очень важно правильно выдержать взаимное расположение плоскостей, на которых ведут разметку.
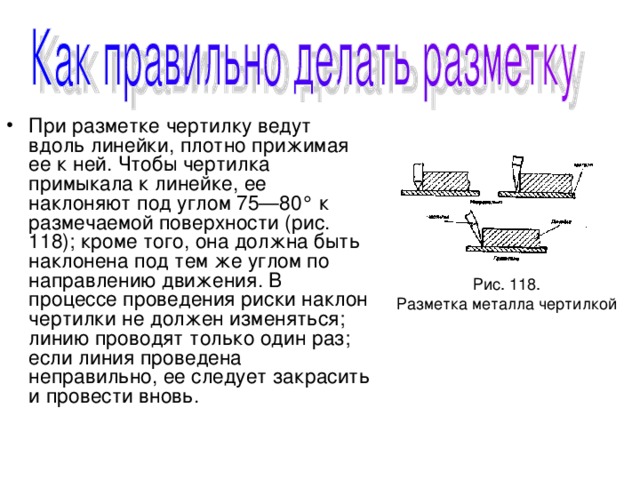
- При разметке чертилку ведут вдоль линейки, плотно прижимая ее к ней. Чтобы чертилка примыкала к линейке, ее наклоняют под углом 75—80° к размечаемой поверхности (рис. 118); кроме того, она должна быть наклонена под тем же углом по направлению движения. В процессе проведения риски наклон чертилки не должен изменяться; линию проводят только один раз; если линия проведена неправильно, ее следует закрасить и провести вновь.
- Штамповка — процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы. Существуют два основных вида штамповки — листовая и объёмная. Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими (лист до 6 мм). В противном случае штамповка называется объёмной. Для процесса штамповки используются прессы — устройства, позволяющие деформировать материалы с помощью механического воздействия.

- По типу применяемой оснастки штамповку листовых материалов можно разделить на виды:
- штамповка в инструментальных штампах,
- штамповка эластичными средами,
- импульсная штамповка:
- магнитно-импульсная,
- гидро-импульсная,
- штамповка взрывом,
- валковая штамповка.
- Сущность способа заключается в процессе, где в качестве заготовки используют полученные прокаткой лист, полосу или ленту, свёрнутую в рулон. Листовой штамповкой изготовляют самые разнообразные плоские и пространственные детали массой от долей грамма и размерами, исчисляемыми долями миллиметра (например, секундная стрелка ручных часов), и детали массой в десятки килограммов и размерами, составляющими несколько метров (облицовка автомобиля, самолёта, ракеты).
- Для деталей, получаемых листовой штамповкой, характерно то, что толщина их стенок незначительно отличается от толщины исходной заготовки. При изготовлении листовой штамповкой пространственных деталей заготовка обычно испытывает значительные пластические деформации. Это обстоятельство вынуждает предъявлять к материалу заготовки достаточно высокие требования по пластичности.
- При листовой штамповке чаще всего используют низкоуглеродистую сталь, пластичные легированные стали, медь, латунь, содержащую более 60 % Cu, алюминий и его сплавы, магниевые сплавы, титан и др. Листовой штамповкой получают плоские и пространственные детали из листовых неметаллических материалов, таких, как кожа, целлулоид, органическое стекло, фетр, текстолит, гетинакс и др.
- К преимуществам листовой штамповки относятся:
- возможность получения деталей минимальной массы при заданной их прочности и жёсткости;
- достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием;
- сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30—40 тыс. деталей в смену с одной машины);
- хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически целесообразной и в массовом, и в мелкосерийном производстве.
- Горячая объёмная штамповка — это вид обработки металлов давлением, при которой формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента — штампа. Течение металла ограничивается поверхностями полостей (а также выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки. В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине.
- Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Штамповкой в открытых штампах можно получить поковки всех типов.
- Штамповка в закрытых штампах характеризуется тем, что полость штампа в процесс деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа постоянный и небольшой, образование в нем облоя не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя – выступ (на прессах), или верхняя – полость, а нижняя – выступ (на молотах). Закрытый штамп может иметь две взаимно перпендикулярные плоскости разъема. При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность.
- Валковая штамповка — формоизменяющая операция обработки металлов давлением, получения осесимметричных деталей из цилиндрической заготовки путём одновременного действия на неё радиальных и осевых нагрузок. Осевая нагрузка заготовки создаётся за счёт перемещения пуансона, а радиальная — за счёт обкатки её боковой поверхности в роликах или валках. Таким образом, валковая штамповка является способом комплексного локального деформирования, в котором в одном технологическом процессе происходит совмещение одной из основных кузнечных операций — прошивки или осадки с поперечной прокаткой или обкаткой.
- Валковая штамповка позволяет изготавливать круглые в плане сплошные и полые детали, тонкостенные и толстостенные изделия малых размеров, применяемые в приборостроении, а также крупногабаритные детали с высокой точностью и качеством при технологических усилиях на порядок меньших, чем при традиционных методах объёмной штамповки. Комплексное нагружение очага пластической деформации локальным периодическим воздействием с одновременным воздействием через постоянно фиксируемую зону позволяет получить новый технологический эффект, недостижимый другими методами деформирования.
- Валковая штамповка способствует улучшению физико-механических свойств обрабатываемого металла, обеспечивает требуемое расположение его волокон, что повышает эксплуатационные свойства получаемых деталей. Относительно низкая стоимость оснастки, незначительное время подготовки производства, возможность быстрой переналадки на другой типоразмер детали, использование оборудования небольшой мощности позволяют применять валковую штамповку как в крупносерийном, так и в средне- и мелкосерийном производствах.

- Строганием и фрезерованием деталей с их поверхностей удаляют неровности и шероховатости после кислородной резки, превышающие 1 мм; зоны наклепа — после механической резки на ножах, разделки кромок деталей под сварку.
- Строгание . Металлические конструкции строгают на кромко-строгальных, продольно- и поперечно-строгальных станках.
- Детали, подлежащие строганию, должны иметь припуск, равный 30% толщины листовой стали, но не более 10 мм и не менее 3 мм.
- На кромкострогальных станках строгают кромки листовой стали пакетом максимальной толщиной до 200 мм и длиной от 6 до 16 м, а также разделывают кромки как по одному листу, так и пакетом.
- На продольно-строгальных станках строгают кромки и торцы деталей, а также разделывают кромки листовой стали под сварку. Максимальные размеры обрабатываемых деталей 6X2X1.5 м. Максимальные размеры деталей, обрабатываемых на поперечно-строгальных станках, 600X360 мм.
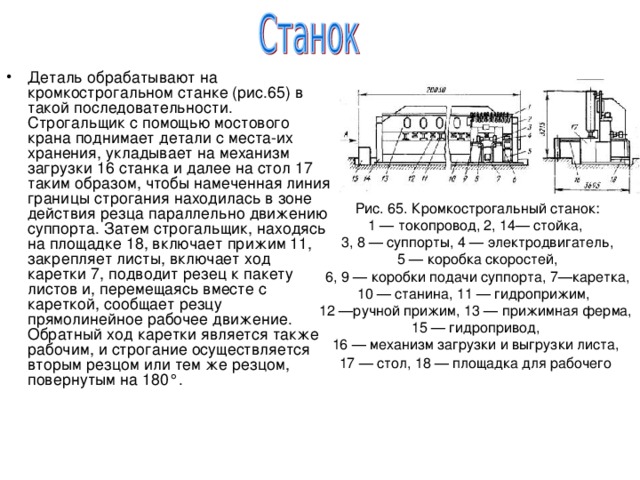
- Деталь обрабатывают на кромкострогальном станке (рис.65) в такой последовательности. Строгальщик с помощью мостового крана поднимает детали с места-их хранения, укладывает на механизм загрузки 16 станка и далее на стол 17 таким образом, чтобы намеченная линия границы строгания находилась в зоне действия резца параллельно движению суппорта. Затем строгальщик, находясь на площадке 18, включает прижим 11, закрепляет листы, включает ход каретки 7, подводит резец к пакету листов и, перемещаясь вместе с кареткой, сообщает резцу прямолинейное рабочее движение. Обратный ход каретки является также рабочим, и строгание осуществляется вторым резцом или тем же резцом, повернутым на 180°.
Рис. 65. Кромкострогальный станок:
1 — токопровод, 2, 14— стойка,
3, 8 — суппорты, 4 — электродвигатель,
5 — коробка скоростей,
6, 9 — коробки подачи суппорта, 7—каретка,
10 — станина, 11 — гидроприжим,
12 —ручной прижим, 13 — прижимная ферма,
15 — гидропривод,
16 — механизм загрузки и выгрузки листа,
17 — стол, 18 — площадка для рабочего
- При строгании на продольно-строгальном станке деталь, закрепленная на столе, совершает прямолинейно-возвратное движение. Стружку снимают резцом с части толщины или ширины детали только на рабочем ходу; при обратном или холостом ходе стружка не образуется. При строгании на поперечно-строгальном станке резцу сообщается прямолинейно-возвратное движение, а подача осуществляется за счет перемещения обрабатываемой детали или суппорта. Для большей производительности труда необходимо подобрать наиболее выгодный режим резания и соответствующий режущий инструмент, а также правильно организовать работу.
- Сначала в точке сверления необходимо сделать небольшое углубление кернером, а потом закрепить заготовку в тисках или каком-либо другом зажимном устройстве.
- Сверло прочно зажимают в патроне дрели. Имейте в виду, что чем больше скорость вращения сверла и его нажим на заготовку, или, как говорят специалисты, «подача», тем выше производительность. Однако увлекаться высокой скоростью и большой подачей не следует, так как это приводит к неточности обработки и быстрому затуплению инструмента. Твердые металлы в домашних условиях лучше сверлить на небольшой скорости, для мягких скорость можно несколько увеличить.
- Во время сверления не допускайте образования длинных стружек, завивающихся вокруг сверла, — ими можно пораниться.
- Чтобы избежать этого, периодически вынимайте сверло из отверстия и, дождавшись остановки, прочищайте его щеткой. Развертывание отверстий в домашних условиях обычно делают
- при помощи ручных разверток: сначала черновой, а потом чистовой. Заготовку зажимают в тисках, рабочую часть черновой развертки смазывают машинным маслом и вставляют в отверстие. Так называемые правые развертки вращают одной рукой по часовой стрелке, левые — против часовой. Второй рукой в это время нужно слегка нажимать на развертку, вдавливая ее в отверстие.
- При засорении инструмента его вынимают из отверстия, счищают щеткой стружки, снова смазывают маслом и продолжают работу. Когда развертка пройдет все отверстие, черновую обработку заканчивают.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

